移动固体燃料生产系统的制作方法
移动固体燃料生产系统
1.相关申请的交叉引用
2.本技术要求于2019年11月13日提交的美国临时申请号62/934,911的优先权,其名称为“solid fuel production”,其内容通过引用并入本文。
技术领域
3.本公开涉及用于生产固体组合物的移动系统。具体而言,本文公开了一种用于从固体废物生产固体燃料组合物的移动系统。
背景技术:
4.需要管理固体废物,例如农业废物、城市废物(例如,来自住宅、机构和商业来源)和其他废物,例如污水污泥。随着垃圾填埋场在全球范围内达到并超过容量,并且由于固体废物行业和社会普遍限制垃圾填埋场的使用,已开发出管理固体废物的方法以减少进入垃圾填埋场的固体废物的体积。金属、塑料和纸制品的回收以及有机物堆肥是减少进入垃圾填埋场的固体废物总量的方法。还开发了废物转化为能源的过程,以将固体废物的能量转化为更可用的形式,例如电力。
技术实现要素:
5.本公开涉及用于生产具有所需均匀性、密度和/或水分含量的组合物(例如固体燃料组合物)的移动系统。特别地,本文提供的一些实施例包括用于从固体废物生产固体燃料组合物的移动系统。例如,本文提供的移动系统可以从原料材料(例如,固体废物和其他废物)生产所需的组合物(例如,固体燃料组合物)。
6.本文提供的系统可以包括原料材料处理器,其完全集成并且适于装入一个或多个运输集装箱(也可以称为“模块”)。在一些实施例中,该系统可以装配到单个可运输集装箱中。在一些实施例中,运输集装箱可以具有约20英尺或约40英尺的尺寸,标准或高立方体。在各种实施例中,本文提供的系统的尺寸和形状设计成适合装配在运输集装箱内,并且在标准重量限制内。
7.在一些实施例中,系统(或其中提供的任何一个或多个部件,例如,系统内的容器)的总体积为约5,000升至约6,000升(例如,从约2,000至约8,000升,从约4,000至约7,000升,不超过5,500升,不超过6,000升,不超过7,000升,超过1,000升,超过2,000升,超过3,000升,超过4,000升,或超过5,000升)。
8.在一些实施例中,本文提供的系统是可包括单个模块或多个模块(例如,“多模块”系统)的集成系统。多模块系统可以包括两个或更多个模块(例如,两个、三个、四个、五个、六个、七个、八个、九个、十个或更多个模块)。在各种实施方式中,多模块系统可以配置用于在运输期间拆卸,以及在期望的处理地点组装(或重新组装)。多模块系统可以在组装期间配置用于连接来自至少两个不同模块的一个或多个部件和/或结构。
9.在一些实施例中,本文提供的系统包括配置用于将固体材料加工成固体燃料的工
艺容器(process vessel)(也可以称为工艺室、混合容器或混合集装箱)。该系统还可以包括封闭在系统内的一个或多个附加部件,包括热源、冷凝物回收系统、真空系统和/或机械处理马达。
10.本文提供的工艺容器可以配置为在合适的压力范围和/或温度范围下操作。在一些实施例中,工艺容器可设计为在约50托或约30托至约70托下操作。在一些实施例中,工艺容器可以设计成在约300℃或更高(例如,350℃、400℃、450℃、500℃或更高)的温度下操作。在一些实施例中,工艺容器可设计为在约140℃至约160℃、约160℃至约200℃、约200℃至约250℃或约250℃至约300℃的温度下操作。在一些实施例中,工艺容器配置为使用加热的介质(例如油)在约650
°
f或从约600
°
f至约700
°
f直加热其内部。
11.在第一总体方面,燃料生产系统包括第一模块化单元和第二模块化单元。第一模块化单元包括第一外壳、工艺容器、搅拌器转子组件、第一传动系统、挤出螺杆、第二传动系统、第一分离容器和产品成型系统。第二模块化单元包括第二外壳、热流体加热器系统、冷凝器、第二分离容器和真空泵。第二模块化单元配置为联接到第一模块化单元。搅拌器转子组件穿过工艺容器。第一传动系统联接到搅拌器转子组件。第一传动系统构造成使搅拌器转子组件旋转。挤出螺杆穿过工艺容器。第二传动系统联接到挤出螺杆。第二传动系统配置为旋转挤压螺杆。第一分离容器与工艺容器流体连通。工艺容器、搅拌器转子组件、第一传动系统、挤出螺杆、第二传动系统、第一分离容器和产品成型系统中的每一个的至少一部分包含在第一外壳中。热流体加热器系统构造成与工艺容器流体连通。冷凝器构造成与第一分离容器流体连通。第二分离容器与冷凝器流体连通。真空泵与第二分离容器流体连通。热流体加热器系统、冷凝器、第二分离容器和真空泵中的每一个的至少一部分包含在第二外壳中。模块化单元的上述描述是非限制性示例。在一些实施例中,任何一个或多个模块化单元部件的部分或全部组件,包括工艺容器、搅拌器转子组件、第一传动系统、挤出螺杆、第二传动系统、第一分离容器和产品成型、热流体加热器系统、冷凝器、第二分离容器和真空泵或其组合,可以包括在第一模块化单元、第二模块化单元或两者中。在一些情况下,可以省略任何一个或多个模块化单元部件或可以包括其他部件。
12.第一总体方面的实现可以包括以下特征中的一个或多个。
13.在一些实施例中,热流体加热器系统包括膨胀罐、加热器、除气器和导管系统。
14.在一些实施例中,膨胀罐构造成包含氮气和热流体。
15.在一些实施例中,真空泵配置为将流体从工艺容器移至第一分离容器,将流体从第一分离容器移至冷凝器,并将流体从冷凝器移至第二分离容器。
16.在一些实施例中,系统的重量为约80,000磅或更小。
17.在一些实施例中,该系统包括滑道(skid)。在一些实施例中,工艺容器、产品成型系统和热流体加热器系统联接至滑道。
18.在一些实施例中,系统配置为从第一位置运输到第二位置。
19.在一些实施例中,系统配置为在第一模块化单元包含在第一外壳内并且第二模块化单元包含在第二外壳内时操作。
20.在一些实施例中,每个模块化单元具有大约20'x 8'x 8'的尺寸。
21.在一些实施例中,产品成型系统包括挤出筒、异径管(reducer)和模具(die)。在一些实施例中,挤出筒联接到工艺容器。在一些实施例中,挤出筒限定了多个环形空间,这些
环形空间构造成允许固体燃料组合物通过挤出筒。在一些实施例中,异径管联接到挤出筒。在一些实施例中,异径管包括配置为使热流体流动的热流体管道,从而向固体燃料组合物提供热量。在一些实施例中,模具联接到异径管。在一些实施例中,模具限定了多个开口,这些开口配置为在固体燃料组合物被挤出通过模具时使固体燃料组合物成形。
22.在第二总体方面,模块化燃料生产系统包括模块。每个模块包括燃料生产系统。燃料生产系统包括第一模块化单元和第二模块化单元。第一模块化单元包括第一外壳、工艺容器、搅拌器转子组件、第一传动系统、挤出螺杆、第二传动系统、第一分离容器和产品成型系统。第二模块化单元包括第二外壳、热流体加热器系统、冷凝器、第二分离容器和真空泵。第二模块化单元配置为联接到第一模块化单元。搅拌器转子组件穿过工艺容器。第一传动系统联接到搅拌器转子组件。第一传动系统构造成使搅拌器转子组件旋转。挤出螺杆穿过工艺容器。第二传动系统联接到挤出螺杆。第二传动系统配置为旋转挤压螺杆。第一分离容器与工艺容器流体连通。工艺容器、搅拌器转子组件、第一传动系统、挤出螺杆、第二传动系统、第一分离容器和产品成型系统中的每一个的至少一部分包含在第一外壳中。热流体加热器系统构造成与工艺容器流体连通。冷凝器构造成与第一分离容器流体连通。第二分离容器与冷凝器流体连通。真空泵与第二分离容器流体连通。热流体加热器系统、冷凝器、第二分离容器和真空泵中的每一个的至少一部分包含在第二外壳中。每个模块配置成可移除地联接到一个或多个其他模块。
23.第二总体方面的实现可以包括以下特征中的一个或多个。
24.在一些实施例中,热流体加热器系统包括膨胀罐、加热器、除气器和导管系统。
25.在一些实施例中,膨胀罐构造成包含氮气和热流体。
26.在一些实施例中,真空泵配置为将流体从工艺容器移至第一分离容器,将流体从第一分离容器移至冷凝器,并将流体从冷凝器移至第二分离容器。
27.在一些实施例中,系统的重量为约80,000磅或更小。
28.在一些实施例中,该系统包括滑道。在一些实施例中,工艺容器、产品成型系统和热流体加热器系统联接至滑道。
29.在一些实施例中,系统配置为从第一位置运输到第二位置。
30.在一些实施例中,系统配置为在第一模块化单元包含在第一外壳内并且第二模块化单元包含在第二外壳内时操作。
31.在一些实施例中,每个模块化单元具有大约20'x 8'x 8'的尺寸。
32.在一些实施例中,产品成型系统包括挤出筒、异径管和模具。在一些实施例中,挤出筒联接到工艺容器。在一些实施例中,挤出筒限定了多个环形空间,这些环形空间构造成允许固体燃料组合物通过挤出筒。在一些实施例中,异径管联接到挤出筒。在一些实施例中,异径管包括配置为使热流体流动的热流体管道,从而向固体燃料组合物提供热量。在一些实施例中,模具联接到异径管。在一些实施例中,模具限定了多个开口,这些开口配置为在固体燃料组合物被挤出通过模具时使固体燃料组合物成形。
33.在第三总体方面,一种方法包括将第一模块化单元联接到第二模块化单元。第一模块化单元包括工艺容器、搅拌器转子组件、第一传动系统、挤出螺杆、第二传动系统、第一分离容器和产品成型系统。第二模块化单元包括热流体加热器系统、冷凝器、第二分离容器和真空泵。搅拌器转子组件穿过工艺容器。第一传动系统联接到搅拌器转子组件。挤出螺杆
穿过工艺容器。第二传动系统联接到挤出螺杆。第一分离容器与工艺容器流体连通。第二分离容器与冷凝器流体连通。真空泵与第二分离容器流体连通。将第一模块化单元联接到第二模块化单元包括将第二模块化单元的热流体加热器系统流体联接到第一模块化单元的工艺容器或搅拌器转子组件中的至少一个。将第一模块化单元联接到第二模块化单元包括将第一模块化单元的第一分离容器流体联接到第二模块化单元的冷凝器。
34.第三总体方面的实现可以包括以下特征中的一个或多个。
35.在一些实施例中,第一模块化单元包括第一外壳。在一些实施例中,工艺容器、搅拌器转子组件、第一传动系统、挤出螺杆、第二传动系统、第一分离容器和产品成型系统中的每一个的至少一部分包含在第一外壳中。在一些实施例中,第二模块化单元包括第二外壳。在一些实施例中,热流体加热器系统、冷凝器、第二分离容器和真空泵中的每一个的至少一部分包含在第二外壳中。
36.在一些实施例中,该方法包括将固体废物混合物输入到工艺容器中。在一些实施例中,该方法包括从固体废物混合物生产固体燃料组合物。在一些实施例中,生产固体燃料组合物包括使用第一传动系统旋转搅拌器转子组件,从而搅拌工艺容器内的固体废物混合物。在一些实施例中,生产固体燃料组合物包括向工艺容器内的固体废物混合物提供热量。在一些实施例中,该方法包括从工艺容器挤出固体燃料组合物。在一些实施例中,挤出固体燃料组合物包括使用第二传动系统旋转挤出螺杆。在一些实施例中,挤出固体燃料组合物包括使用产品成型系统使固体燃料组合物成形。
37.在一些实施例中,向固体废物混合物提供热量包括使热流体从热流体加热器系统流到工艺容器或搅拌器转子组件中的至少一个。
38.在一些实施例中,该方法包括使热流体从工艺容器或搅拌器转子组件中的至少一个流到热流体加热器系统。
39.在一些实施例中,该方法包括使流体流从工艺容器流到第一分离容器。在一些实施例中,该方法包括使用第一分离容器分离流体流的相。在一些实施例中,该方法包括使流体流从第一分离容器流到冷凝器。在一些实施例中,该方法包括使用冷凝器冷却流体流。在一些实施例中,该方法包括使流体流从冷凝器流到第二分离容器。在一些实施例中,该方法包括使用第二分离容器分离流体流的相。在一些实施例中,真空泵促进流体流从工艺容器流到第一分离容器。在一些实施例中,真空泵促进流体流从第一分离容器流到冷凝器。在一些实施例中,真空泵促进流体流从冷凝器流到第二分离容器。
40.在一些实施例中,产品成型系统包括挤出筒、异径管和模具。在一些实施例中,挤出筒联接到工艺容器。在一些实施例中,挤出筒限定了多个环形空间,这些环形空间构造成允许固体燃料组合物通过挤出筒。在一些实施例中,异径管联接到挤出筒。在一些实施例中,模具联接到异径管。在一些实施例中,模具限定了多个开口。在一些实施例中,使固体燃料组合物成形包括使固体燃料组合物通过挤出筒的环形空间、异径管和模具,从而通过由模具限定的开口使固体燃料组合物成形。
41.在一些实施例中,异径管包括热流体管道。在一些实施例中,使固体燃料组合物成形包括使热流体流过热流体管道,从而在固体燃料组合物通过异径管时加热固体燃料组合物。
42.在第四总体方面,燃料生产系统包括第一模块化单元。第一模块化单元包括第一
外壳、工艺容器、搅拌器转子组件、第一传动系统、挤出螺杆、第二传动系统、第一分离容器和产品成型系统。工艺容器构造成接收固体混合物。搅拌器转子组件穿过工艺容器。搅拌器转子组件构造成响应于被旋转搅拌工艺容器内的固体混合物。搅拌器转子组件限定内孔,该内孔构造成接收热流体并使热流体流过搅拌器转子组件的至少一部分。第一传动系统联接到搅拌器转子组件。第一传动系统构造成使搅拌器转子组件旋转。挤出螺杆穿过工艺容器。挤出螺杆构造成响应于旋转从工艺容器中挤出固体燃料组合物。固体燃料组合物由固体混合物形成。第二传动系统联接到挤出螺杆。第二传动系统配置为旋转挤压螺杆。第一分离容器与工艺容器流体连通。产品成型系统包括挤出筒、异径管和模具。挤出筒联接到工艺容器。挤出筒限定了多个环形空间,这些环形空间构造成允许固体燃料组合物通过挤出筒。异径管联接到挤压筒。异径管包括热流体管道,该热流体管道构造成使热流体流动,从而向固体燃料组合物提供热量。模具联接到异径管。模具限定了多个开口,这些开口配置为在固体燃料组合物被挤出通过模具时使固体燃料组合物成形。工艺容器、搅拌器转子组件、第一传动系统、挤出螺杆、第二传动系统、第一分离容器和产品成型系统中的每一个的至少一部分包含在第一外壳中。
43.第四总体方面的实现可以包括以下特征中的一个或多个。
44.在一些实施例中,燃料生产系统包括第二模块化单元,该第二模块化单元构造成联接到第一模块化单元。在一些实施例中,第二模块化单元包括第二外壳、热流体加热器系统、冷凝器、第二分离容器和真空泵。在一些实施例中,热流体加热器系统配置为与工艺容器流体连通。在一些实施例中,冷凝器配置为与第一分离容器流体连通。在一些实施例中,第二分离容器与冷凝器流体连通。在一些实施例中,真空泵与第二分离容器流体连通。在一些实施例中,热流体加热器系统、冷凝器、第二分离容器和真空泵中的每一个的至少一部分包含在第二外壳中。
45.在一些实施例中,热流体加热器系统包括膨胀罐、加热器、除气器和导管系统。
46.在一些实施例中,膨胀罐构造成包含氮气和热流体。
47.在一些实施例中,真空泵配置为将流体从工艺容器移至第一分离容器,将流体从第一分离容器移至冷凝器,并将流体从冷凝器移至第二分离容器。
48.在一些实施例中,系统的重量为约80,000磅或更小。
49.在一些实施例中,该系统包括滑道。在一些实施例中,工艺容器、产品成型系统和热流体加热器系统联接至滑道。
50.在一些实施例中,系统配置为从第一位置运输到第二位置。
51.在一些实施例中,系统配置为在第一模块化单元包含在第一外壳内并且第二模块化单元包含在第二外壳内时操作。
52.在一些实施例中,每个模块化单元具有大约20'x 8'x 8'的尺寸。
53.在一些实施例中,产品成型系统包括挤出筒、异径管和模具。在一些实施例中,挤出筒联接至工艺容器。在一些实施例中,挤出筒限定了多个环形空间,这些环形空间构造成允许固体燃料组合物通过挤出筒。在一些实施例中,异径管联接到挤出筒。在一些实施例中,异径管包括配置为使热流体流动的热流体管道,从而向固体燃料组合物提供热量。在一些实施例中,模具联接到异径管。在一些实施例中,模具限定了多个开口,这些开口配置为在固体燃料组合物被挤出通过模具时使固体燃料组合物成形。
54.本公开中描述的主题可以在特定实施例中实施,以实现以下优点中的一个或多个。在各种实施例中,本文提供的移动系统可用于通过修改、减少和/或消除原料材料的一种或多种特性和/或元素来将原料材料转化为更有用的组合物。例如,在一些实施例中,本文提供的移动系统可以从原料(例如,固体废物)形成所需的组合物(例如,固体燃料组合物),其减少或消除原料的气味、细菌和其他不希望的特性。在一些实施例中,本文所述的工艺容器将具有可变成分(例如,不同类型的固体废物的混合物)的原料材料(例如,固体废物)转化为相对一致的(例如均质的)、更紧凑的(例如,具有高密度)和/或具有低水分含量(例如,干燥,《2wt.%水)的组合物(例如固体燃料组合物)。
55.在一些实施例中,本文提供的移动系统可以提供均质化、干燥、致密和富含能量的燃料形式的固体燃料组合物,准备好用于后续处理(例如,热解或气化)。例如,本文提供的移动系统可以产生所需的组合物(例如,固体燃料组合物),该组合物为后续处理(例如,作为废物转化能源过程的一部分的热解或气化室的原料)提供有效操作,而无需对先进机械的额外资本投资。
56.本文提供的移动系统可以处理固体废物混合物,而无需进行广泛的预分类或预干燥,如通常用于生产工程燃料。由于源材料不需要干燥或预分类(除了可选的去除金属、玻璃和危险材料的不可燃物外),基于原产地、季节或天气的含量变化不会显着影响过程。
57.该过程从获得包括有机材料、垃圾和塑料的固体废物混合物开始。移动系统在工艺容器中处理固体废物混合物,能够驱走多余的水分、挥发性有机化合物(voc)、氯化有机物和氯气,这些物质在不将这些气体暴露于大气的情况下被隔离。固体废物混合物可以在工艺容器中在大气压、低于大气压或高于大气压下进行处理。然后在除去大部分水之后热量增加以熔化固体废物混合物中的混合塑料并使材料达到对一些或全部有机材料发生温和烘焙和热分解的温度。该过程熔化干燥的固体废物混合物中的塑料成分,从而将塑料分布在整个固体燃料组合物中并增加固体燃料组合物的密度。成品未经热解,包括有机化合物和塑料。在一些实施例中,成品具有总体均匀的稠度,这意味着固体燃料组合物的各个块具有基本上等于固体燃料组合物的平均粒度的尺寸。成品还具有低水含量(《1%wt.、《2%wt.或《3%wt.),适用于各种后处理应用,包括用作燃烧燃料或用作例如用于热解或气化过程的原料。
58.因此,简而言之,本公开提供了一种移动系统,其可以生产能量含量在约8,000btu/lb.和约14,000btu/lb.之间的固体燃料组合物,以及在约30lbs./ft3和约80lbs./ft3之间的密度。固体燃料组合物不被热解。固体燃料组合物包含约40%wt.至约80%wt.的碳、约5%wt.至约20%wt.的氢、约5%wt.至约20%wt.的氧气、小于约2%wt.的硫、小于约2%wt.的氯和少于约1%wt.的水。固体燃料组合物由固体废物混合物通过加热工艺容器内包含在约5%wt.和约60%wt.之间的混合塑料加热至约90℃至约110℃的温度以将固体废物混合物分离成干燥的固体废物混合物和从加热的固体废物混合物中释放的汽化化合物而形成,而不需要形成合成气(或者形成最少的合成气)。合成气是热解的产物,在本过程中不会产生。汽化化合物从工艺容器中除去以形成干燥的固体废物混合物。将干燥的固体废物混合物加热并混合至至少160℃和低于大气压,以形成包含熔融混合塑料的加热固体废物混合物。加热的固体废物混合物在低于约250℃或低于约200℃的温度下被挤出,以产生挤出的固体废物混合物。将挤出的固体废物混合物冷却至低于约65℃以形成固体燃料组合
物。
59.固体废物混合物可以包括城市固体废物和农业废物。固体废物混合物可以包括通过从城市固体废物中去除塑料和不可燃废物而产生的分类的城市固体废物;固体废物混合物中混合塑料的量可调节至约5%wt.和约60%wt.之间。固体废物混合物基本上不含不可燃废物,例如不可燃金属废物。
60.混合塑料可以包括选自聚酯、聚对苯二甲酸乙二醇酯、聚乙烯、聚氯乙烯、聚偏二氯乙烯、聚丙烯、聚苯乙烯、聚酰胺、丙烯腈丁二烯苯乙烯、聚乙烯/丙烯腈丁二烯苯乙烯、聚碳酸酯、聚碳酸酯的塑料。/丙烯腈丁二烯苯乙烯、聚氨酯、马来酰亚胺/双马来酰亚胺、三聚氰胺甲醛、苯酚甲醛、聚环氧化物、聚醚醚酮、聚醚酰亚胺、聚酰亚胺、聚乳酸、聚甲基丙烯酸甲酯、聚四氟乙烯和脲醛构成的组中一种或多种。混合塑料可以包括聚氯乙烯、聚偏二氯乙烯以及它们的组合,并且可以将干燥的固体废物加热到至少约160℃或至少约190℃。固体废物混合物可包含约5%wt.至约35%wt.的混合塑料。保持在工艺容器内的压力可以小于约150托或小于约50托。或者,固体燃料组合物可包含小于0.5%wt.的水。当燃烧时,固体燃料组合物每百万btu可释放少于约0.5磅的碱金属氧化物、少于约3磅的灰分、少于约0.1磅的so2和少于约1.5磅的氯。固体燃料组合物可以是基本上无孔的、基本上无气味的和/或基本上无菌的。此外,固体燃料组合物可以以具有约2英寸的最大横截面尺寸和小于约2英尺的棒长度的棒的形式挤出。可以将固体燃料组合物挤出成较大的圆柱或棒形式。例如,在圆柱体形式的情况下,固体燃料组合物可以被挤出成具有高达20”或高达10”的直径。可以将固体燃料组合物挤出成其他形状,例如方形或矩形挤出形状。例如,在方形或矩形挤出形状的情况下,固体燃料组合物可以被挤出以具有高达30”或高达15”的交叉对角线。固体燃料组合物可以通过模具板挤出,其中一系列小孔产生固体燃料束,然后可以以短间隔将其切割以产生小块固体燃料。可以将固体燃料组合物研磨成最大颗粒尺寸小于约3mm的多个颗粒。
61.在一些实施例中,固体燃料组合物具有约8,000btu/lb.和约14,000btu/lb.之间的能量含量,以及在大约30lbs./ft3和大约80lbs./ft3之间的密度。该固体燃料组合物不被热解并且基本上不含挥发性有机化合物和不可燃废物。固体燃料组合物包含约40%wt.至约80%wt.的碳、约5%wt.至约20%wt.的氢、约5%wt.至约20%wt.的氧气、小于约2%wt.的硫、小于约2%wt.的氯以及少于约1%wt.的水。固体燃料组合物包含在约5%wt.和约35%wt.之间的混合塑料。当燃烧时,固体燃料组合物每百万btu释放少于约0.5磅的碱金属氧化物、少于约3磅的灰分、少于约0.1磅的so2和少于约1.5磅的氯。该固体燃料组合物基本上是无孔的、基本上无气味的并且基本上是无菌的。固体燃料组合物可以是非废物,例如由废弃的无害二次材料产生的非废物。
62.在一些实施例中,在约160℃至约260℃之间的温度下,在低于约50托的压力下,固体废物混合物包含在约5%wt.和约60%wt.之间的混合塑料和小于约1%wt.的水,基本上不含挥发性有机化合物。
63.在一些实施例中,本文提供的移动系统提供了用于加热、混合、干燥和/或挤出原料材料的合适设计。如上所述,这里提供的移动系统可以包括多个模块。移动系统的每个模块都可以单独安装在标准运输集装箱内(例如,标准联运集装箱,其容积容量为长约20英尺、宽约8英尺、高8英尺,或高度为大于8英尺的高集装箱)。驻留在单独的运输集装箱中的
移动系统的每个模块可以被运输到期望的位置。一旦将所有模块运输到所需位置,就可以将模块连接在一起以形成系统,为生产所需组合物(例如固体燃料组合物)做准备。与非模块化系统相比,本文提供的移动系统的模块化配置可以减少系统的占地面积(即,所需的地块空间)。一旦将所有模块运输到所需位置,与非模块化系统相比,本文提供的移动系统的模块化配置可以更快速、更容易地安装,从而降低安装成本并降低与现场安装相关的安全风险。在一些实施例中,本文提供的移动系统包括单个模块或多个模块并且可以装入大约40英尺长
×
大约8英尺宽的运输集装箱中。
附图说明
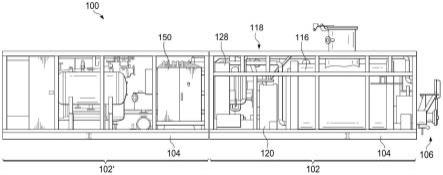
64.图1是移动固体燃料生产系统的示例的第一侧剖视图。
65.图2是图1的移动固体燃料生产系统的第二侧剖视图。
66.图3是图1的移动固体燃料生产系统的俯视剖视图。
67.图4是图1的移动固体燃料生产系统的第一滑道的第一端剖视图。
68.图5是图1的移动固体燃料生产系统的第一滑道的第二端剖视图。
69.图6是图1的移动固体燃料生产系统的第一滑道的俯视剖视图。
70.图7和8是图1的移动固体燃料生产系统的第一滑道的部分透视图。
71.图9a和9b是图1的移动固体燃料生产系统的第一端的透视图。
72.图10a是图1的移动固体燃料生产系统的第二滑道的第一侧剖视图。
73.图10b是图1的移动固体燃料生产系统的第二滑道的第二侧剖视图。
74.图10c是图1的移动固体燃料生产系统的第二滑道的俯视剖视图。
75.图10d是图1的移动固体燃料生产系统的第二滑道的第一端剖视图。
76.图10e是图1的移动固体燃料生产系统的第二滑道的第二端剖视图。
77.图10f和10g是图1的移动固体燃料生产系统的第二滑道的透视剖视图。
78.图11是图1的移动固体燃料生产系统的示意流程图。
79.图12是图1的移动固体燃料生产系统的异径管的透视图。
具体实施方式
80.本说明书中描述的移动固体燃料生产系统具有适合装配到具有约20英尺乘约8英尺乘约8英尺的外部尺寸的运输集装箱中并在运输集装箱中运输的尺寸、形状和重量。在一个示例中,运输集装箱具有约19.5英尺乘约8英尺乘约8英尺的外部尺寸,以及约20,000磅的标准重量限制。尺寸、形状和重量便于运输并避免需要护送车辆或特殊许可以及更高的运输成本。
81.本说明书中描述的材料加工、材料-燃料或废物-燃料处理系统是“移动系统”。这里,“移动系统”通常是指可以从第一位置移动到第二位置并作为独立系统运行的系统。例如,本文提供的移动系统可以从第一位置移动到第二位置并简单地提供公用设施(例如电力和冷却水),而不需要额外安装辅助设备以从固体废物混合物生产固体燃料组合物。在一个示例中,移动固体燃料生产系统在系统内提供流体溢出遏制。移动系统配置为在24小时或48小时内放置并准备进入操作模式。因此,移动固体燃料生产系统可以作为独立单元安装在救灾现场、建筑工地、垃圾填埋场/现场或其他没有大型设施的现场。
82.本文提供的移动固体燃料生产系统或其部件中的任何一个或多个可以由电力、天然气、煤油、柴油或油动力源提供动力。在一些实施例中,供应给系统的合适的电源可以包括发电机。
83.本文提供的移动固体燃料生产系统或其部件中的任何一个或多个配置用于接收来自供水源的水。该系统可以具有用于接收水和/或从系统中去除水的一个或多个连接件和导管。在一些实施例中,该系统不需要恒定的水连接和供应。例如,在一些实施例中,水可以在具有系统内的热交换器的闭环循环中循环通过系统持续一段时间。
84.移动固体燃料生产系统的尺寸和形状被设计成具有运输集装箱数量级的尺寸(例如,大约20'x8'x8'或大约40'x8'x8')。移动固体燃料生产系统的处理量在选定的体积内最大化。系统的重量(例如,20'x8'x8'的重量约为20,000磅或更小)有利地与标准运输选项兼容。在一些实施例中,系统的重量可以在约10,000磅至约30,000磅、约50,000磅至约60,000磅或约30,000磅至约40,000磅的范围内。在一些实施例中,系统的重量可以是约10,000磅或更小、20,000磅或更小、约30,000磅或更小、约40,000磅或更小、约50,000磅或更小、约60,000磅或更小、约70,000磅或更小,或约80,000磅或更小。
85.在一些实施例中,移动固体燃料生产系统包括模块。在一些实施例中,移动固体燃料生产系统包括多个模块。每个模块包括外壳。在一些实施例中,每个模块的尺寸和形状都设置为适合运输集装箱。在这样的实施例中,每个模块配置为一旦从相应的运输集装箱中移除就进行操作。在一些实施例中,每个模块的尺寸和形状被设计成具有与运输集装箱相同的尺寸并且可以作为运输集装箱操作并且因此从第一位置运输到第二位置而不需要将模块放置在运输集装箱内。例如,模块的外壳可以是运输集装箱。在一些实施例中,外壳包括可拆卸面板。在一些实施例中,每个模块配置为在安装了外壳的面板的情况下从第一位置运输到第二位置。在一些实施例中,每个模块配置为在移除外壳的面板的情况下从第一位置运输到第二位置。
86.移动固体燃料生产系统包括热流体加热器系统150。加热器系统150加热循环通过移动固体燃料生产系统中的导管系统的热流体。热流体是可以被加热并流过移动固体燃料生产系统以向移动固体燃料生产系统的部件提供热量的流体。在一些实施例中,在热流体流过移动固体燃料生产系统的部件之后,热流体被再循环到加热器系统150,在该加热器系统150中热流体被再加热,使得它可以被再循环并流过移动固体燃料生产系统的部件。例如,热流体可以是热油。膨胀罐允许流体在加热和冷却时膨胀和收缩。在导管系统中使用氮气填充空隙空间并允许将膨胀罐放置在导管系统的高度内,从而使膨胀罐安装在“标准”或“高立方体”运输集装箱内。膨胀罐可以容纳氮气和热流体。在一些实施例中,加热器系统150可以使用电力、天然气、煤油、柴油或石油动力源来加热。在一些实施例中,加热器系统150包括除气器以从热流体中去除蒸汽(例如氮气)。例如,蒸汽可以溶解或夹带在热流体中,并且除气器可以用于从热流体中去除这种蒸汽。
87.在操作期间,在移动固体燃料生产系统100中产生热量。热流体管线和传动系统(齿轮箱、马达等)产生热量。例如,热流体可以提供热量,并且热流体可以流过移动固体燃料生产系统100。移动燃料生产系统包括用于处理或容纳热量的空气处理系统。管道或一系列管道从每个模块中吸取热量,并允许其排放到系统外部。例如,系统100包括允许空气循环通过系统的多个开口。
88.图1-3显示了包括模块102、102'的移动燃料生产系统100的示例。图1示出了模块102、102'从第一侧的剖视图。图2示出了模块102从第二侧的剖视图。图3示出了模块102、102'从顶部看的剖视图。
89.每个模块102、102'包括滑道(地板)104。在一些实施例中,每个滑道104具有倾斜底部。由于重力,倾斜底部可以将溢出的流体引导至滑道104的低点。在一些实施例中,每个滑道104包括排水管。排水管可以收集滑道104上溢出的流体。在一些实施例中,排水管包括在倾斜底部的低点处。最左侧梁的左侧显示了产品成型系统106。导管110是用于排出蒸汽的排气阀。在一些实施例中,每个模块102、102'包括第一开口和第二开口,使得空气可以流过模块102、102'。例如,空气可以通过第一开口流入模块102并通过第二开口离开模块102,反之亦然。在一些实施例中,第一开口位于模块(102或102')的底部附近,第二开口位于模块(102或102')的顶部处。产品成型系统106包括挤出筒106a,该挤出筒106a可以联接到异径管(图12中示出并且稍后更详细地描述)和模具106b以将产品成型为期望的形状。在模具106b的末端,具有一个或多个开口的板配置为进一步成型固体燃料产品。固体燃料产品由气动或液压驱动的断头台式切割机切割。
90.移动燃料生产系统100包括液压马达112。旋转接头和加强件114保持转子的端部。原料在工艺容器116中加工。工艺容器116通常是圆柱形的。移动燃料生产系统100包括搅拌器转子组件。在一些实施例中,搅拌器转子组件包括多个搅拌器转子。传动系统118包括齿轮箱120。另外的齿轮箱位于系统的另一侧(未示出)。每个齿轮箱120联接到搅拌器转子并且联接到对应的马达122。
91.大型单个电机124为容器内的传送螺杆提供动力。齿轮箱联接到系统内的适当设备和工艺容器116内的传送螺杆。移动燃料生产系统100包括两个分离容器128。入口热流体管线130和出口热流体管线132联接模块102、102'。热流体可以流过搅拌器转子。当热流体流过搅拌器转子时,热流体可以在工艺容器116内提供热量(并进而向工艺容器116内的固体组合物提供热量)。在一些实施例中,热流体从入口热流体管线130流入其中一个搅拌器转子,然后从另一个搅拌器转子流到出口热流体管线132。排放管线134配置为从工艺容器116传送蒸汽/冷凝物。如图3所示,排放管线134分开以连接到分离容器128。分离容器128促进冷凝、液体与蒸汽的分离和/或来自工艺容器116的排气的液滴的聚结。在一些实施例中,分离容器128是分离罐(knock-out pots)。在一些实施例中,分离容器128包括过滤器。来自分离容器128的出口流可以合并并从模块102流到模块102'。
92.将原料(例如,固体城市垃圾)提供给工艺容器116。将来自工艺容器116的处理过的原料(固体燃料)提供给产品成型系统106。产品成型系统106将固体燃料成形(例如,切割)以产生成型的固体燃料产品。在一些实施方案中,可以手动添加原料。用于手动添加原料的非限制性方法包括使用料斗、溜槽、机动进料系统(例如,旋转气闸阀)。
93.图4-9描绘了移动燃料生产系统100的额外细节。图4示出了模块102从第一端的剖视图。图5示出了模块102从第二端的剖视图。图6示出了模块102的俯视剖视图。图7显示了包括齿轮箱120和挤出齿轮121的模块102的一部分。齿轮箱120旋转搅拌器转子以促进在工艺容器116内处理的固体组合物的搅拌。挤出齿轮121用于旋转挤出螺杆以将固体燃料产品挤出工艺容器116。如图7所示,齿轮箱120偏离垂直方向。例如,齿轮箱120朝向彼此并朝向模块102的中心线倾斜。在一些实施例中,每个齿轮箱120偏离垂直方向的角度在1度(
°
)到
30
°
的范围内。齿轮箱120的倾斜取向为挤出齿轮121设置在齿轮箱120之间提供了空间。在一些情况下,齿轮箱120和挤出齿轮121的取向可以保护它们免受热暴露(例如,免受流过系统100的加热的热流体)。图8显示了包括挤出筒106a的模块102的一部分。如图8所示,挤出筒106a限定了多个环形空间,固体燃料组合物可以通过这些环形空间从工艺容器116中挤出。挤出筒106a的构造允许固体燃料组合物通过环形空间离开工艺容器116,同时也在结构上支撑产品成型系统106的部件(例如,模具106b和/或异径管106c)。图9a和9b示出了模块102的第一端的透视图,其中盖108分别处于关闭位置和打开位置。如图9a和9b所示,产品成型系统106包括允许盖在打开和关闭位置之间移动的铰链。
94.移动燃料生产系统100可以通过安装用于引入原料的机构来操作。例如,在一些实施例中,可以将料斗或溜槽或机动进料系统添加到系统中。在一些实施例中,不需要安装来使系统运行,因为可以手动加载材料。
95.移动燃料生产系统100可以通过将系统连接到功率源(例如,电源)来操作。必须连接进水口,进水口可以是连续源(例如建筑物的管道)或闭环。在各种实施例中,管道(例如软管)连接到冷凝水/水回收出口。
96.图10a-10g描绘了移动燃料生产系统100的额外细节。图10a显示了模块102'从第一侧的剖视图。图10b示出了模块102'从第二侧的剖视图。图10c显示了模块102'从顶部的剖视图。图10d显示了模块102'从第一端的剖视图。图10e示出了模块102'从第二端的剖视图。图10f和10g显示模块102'的剖视透视图。
97.图11是移动燃料生产系统100的示意流程图。热流体(例如,热油)在位于模块102'上的加热器系统150中被加热。加热的热流体从加热器系统150经由入口热管线130流到模块102上的搅拌器转子。加热的热流体流入搅拌器转子中的至少一个并在位于模块102上的工艺容器116内提供热量。在一些实施例中,加热的热流体流过串联的搅拌器转子(例如,通过转子131a,然后通过131b)。在这样的实施例中,加热的热流体进入转子131a,流过转子131a,离开转子131a,进入转子131b,流过转子131b,离开转子131b,并通过出口热流体管线132流回模块102'上的加热器系统150。在一些实施例中,加热的热流体流过并联的搅拌器转子(例如,加热的热流体的第一部分流过转子131a,而加热的热流体的第二部分流过转子131b)。在这样的实施例中,加热的热流体分裂,进入两个搅拌器转子131a、131b,流过搅拌器转子131a、131b,离开搅拌器转子131a、131b,重新组合,并通过出口热流体管线132流回模块102'上的加热器系统150。热流体可以流过搅拌器转子131a、131b,同时搅拌器转子131a、131b由相应的齿轮箱120旋转。
98.随着搅拌器转子131a、131b旋转并在工艺容器116内提供热量,化合物可以从工艺容器116内被搅拌和加热的固体组合物中蒸发。蒸发的化合物(例如蒸汽/冷凝物)从工艺容器116通过排放管线134到达分离容器128。如前所述,排放管线134在两个分离容器128之间分开排气流。冷凝物可以从分离容器128内的排放管线中排出。因为分离容器128可以从工艺容器116流出的流体流中除去组分,进入每个分离容器128的流体流可以具有与离开相应分离容器128的蒸气流不同的组成。在一些实施例中,分离容器128的冷凝物出口通过定位在模块102'上的冷凝液泵190将冷凝液组合并流到冷凝液储罐。在一些实施例中,冷凝液储罐位于模块102'上。
99.向冷凝器160供应冷却剂(例如,冷却水)以冷却从分离容器128流出的蒸气。当蒸
气流过冷凝器160时,化合物可以冷凝形成冷凝物。来自冷凝器160的蒸气可以流过另外的分离容器129。分离容器129促进冷凝、液体与蒸气的分离和/或液滴从离开冷凝器160的流中的聚结。在一些实施例中,分离容器129是分离罐或旋风分离器。在一些实施例中,分离容器129包括过滤器。在一些实施例中,分离容器129的蒸汽入口是切向入口,这可以促进分离容器129内的蒸汽和液体的离心分离。因为分离容器129可以从从冷凝器16流出的流体流中去除组分,进入分离容器129的流体流可以具有与离开分离容器129的蒸气流不同的组成。在分离容器129内分离出的冷凝物可以与来自分离容器128的冷凝物和来自冷凝器160的冷凝物结合并通过冷凝泵190泵送到冷凝液储罐。
100.真空泵vp-001促进了来自工艺容器116的排放物通过分离容器128、冷凝器190和分离容器129的蒸气流。在一些实施例中,来自分离容器129的蒸气通过真空泵vp-001流到吸附过滤器。在一些实施例中,吸附过滤器位于模块102'上。
101.图12是可联接到产品成型系统106的挤出筒106a的异径管106c的透视图。在一些实施例中,异径管106c具有成形为联接到挤出筒106a的第一端。在一些实施例中,异径管106c具有第二端,该第二端成形为联接至模具106b。在一些实施例中,产品成型系统106包括热流体管道106d,其可用于流过热流体并在固体燃料移动通过产品成型系统106时提供热量。例如,热流体管道106d可以从入口热流体管线130分支并分支到出口热流体管线132。
102.如在本公开中使用的,术语“一个”、“一个”或“该”用于包括一个或一个以上,除非上下文另有明确规定。除非另有说明,否则术语“或”用于指代非排他性的“或”。陈述“a和b中的至少一个”与“a、b或a和b”具有相同的含义。此外,应当理解,在本公开中使用的措辞或术语,并且没有另外定义,仅用于描述的目的而不是限制的目的。任何章节标题的使用都是为了帮助阅读文档,不应被解释为限制;与章节标题相关的信息可能出现在该特定章节之内或之外。
103.如在本公开中使用的,术语“大约”或“约”可以允许值或范围内的可变性程度,例如,在规定值的10%内、5%内或1%内或规定的范围限制。
104.如在本公开中使用的,术语“基本上”是指大多数,或大部分,如至少约50%、60%、70%、80%、90%、95%、96%、97%、98%、99%、99.5%、99.9%、99.99%,或至少约99.999%或更多。
105.以范围格式表示的值应以灵活的方式解释,不仅包括明确列举为范围限制的数值,而且包括包含在该范围内的所有单个数值或子范围,如果每个数值和子范围都被明确地列举出来。例如,“0.1%至约5%”或“0.1%至5%”的范围应解释为包括约0.1%至约5%,以及各个值(例如,1%、2%、3%和4%)和指定范围内的子范围(例如,0.1%到0.5%、1.1%到2.2%、3.3%到4.4%)。除非另有说明,否则陈述“x至y”与“约x至约y”具有相同的含义。同样,除非另有说明,陈述“x、y或z”具有与“约x、约y或约z”相同的含义。
106.本公开的主题的一个或多个实施例的细节在附图和描述中阐述。本主题的其他特征、方面和优点将从描述、附图和权利要求中变得显而易见。
107.尽管本公开包含许多具体的实施例细节,但这些不应被解释为对主题的范围或可要求保护的范围的限制,而是对可能特定于特定实施例的特征的描述。在单独实施例的上下文中在本公开中描述的某些特征也可以在单个实施例中组合实施。相反,在单个实施例的上下文中描述的各种特征也可以在多个实施例中、单独地或以任何合适的子组合实施。
此外,尽管先前描述的特征可能被描述为在某些组合中起作用并且甚至最初如此要求保护,但在某些情况下,来自要求保护的组合的一个或多个特征可以从组合中删除,并且要求保护的组合可以针对子组合或子组合的变体。
108.已经描述了本主题的特定实施例。所描述的实施例的其他实施例、改变和排列在所附权利要求的范围内,这对于本领域的技术人员来说是显而易见的。尽管在附图或权利要求中以特定顺序描述了操作,但这不应理解为要求以所示特定顺序或按顺序执行此类操作,或者执行所有所示操作(某些操作可能被认为是可选的),以达到理想的效果。
109.因此,先前描述的示例实施例不限定或限制本公开。在不背离本公开的精神和范围的情况下,其他改变、替换和变更也是可能的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1