具有增强结构的风力涡轮机叶片的制作方法
本发明涉及一种包括长形增强结构的风力涡轮机叶片并且涉及一种生产所述风力涡轮机叶片的方法。
背景技术:
1、风动力提供清洁和环境友好的能量源。风力涡轮机通常包括塔架、发电机、齿轮箱、机舱和一个或多个转子叶片。风力涡轮机叶片使用已知的翼型原理捕获风的动能。现代风力涡轮机可具有在长度方面超过90米的转子叶片。
2、风力涡轮机叶片通常通过由编织织物或纤维的层和树脂形成两个壳体部分或壳体半部来制造。翼梁帽或主层压体放置或集成在壳体半部中并且可以与抗剪腹板或翼梁桁杆组合以形成结构支撑构件。翼梁帽或主层压体可以接合到壳体的吸力半部和压力半部的内侧,或集成在壳体的吸力半部和压力半部的内侧内。
3、随着风力涡轮机叶片的尺寸增加,由于这样的叶片在操作期间经受增加的力而出现各种挑战,从而需要改进的增强结构。在一些已知的解决方案中,使用材料的拉挤纤维条带。拉挤是一种连续过程,在该过程中纤维被拉动通过供应的液体树脂并且然后在开放的腔室中被加热,树脂在该开放的腔室中固化。这种拉挤条带能够被切割成任何期望长度。
4、然而,以这种方式制造大的增强结构(诸如翼梁帽或翼梁桁杆)可能是具有挑战性的,特别是当被拉挤时,碳纤维增强翼梁帽被用作增强构件。碳纤维按体积计典型地比玻璃纤维更轻,并且具有改进的拉伸强度和压缩强度。在一些已知方法中单独的拉挤元件被用来形成增强结构,并且每个元件必须单独地定位在壳体的结构内。这能够容易地引起层压体缺陷,诸如空隙、褶皱或错位的纤维,其可对于机械性能具有不利的影响。因此,碳拉挤铺设通常导致轻微的重叠和/或碳拉挤层的移位。这种缺陷和错位通常仅在树脂灌注之后被识别。
5、wo 2001/088372 a1公开了一种用于风力涡轮机叶片的翼梁帽,其包括复合物桁杆,该复合物桁杆具有长形和刚性的单向强度元件或杆件的多个堆叠的预形成层,其中每个预形成层包括至少一个纤维纺织物结构,强度元件或杆件接合到该至少一个纤维纺织物结构以在单个层中保持强度元件或杆件。纤维纺织物结构包括互锁的纺织物纤维编织物和通过缝合制成的织物。纤维纺织物结构跨预形成层的横向宽度延伸并与单独的强度元件或杆件接连使得纤维编织物在单个预形成层中保持元件或杆件。
6、ep 3174704 a1涉及一种制造用于风力涡轮机叶片的长形增强结构的方法。长形增强结构包括布置成堆叠结构的多个纤维增强聚合物的条带和包括灌注促进层的多个条带中的至少邻近的一对,其中灌注促进层是包括多个扭结(twisted)纱线的织物。使用扭结纱线织物有助于控制通过叶片的灌注的速度。灌注促进层可以是玻璃纤维织物并且可以交错在多个条带中的每对之间以便遍及堆叠结构对灌注速度具有相同的影响。此外,在两个堆叠结构之间提供分隔层,其中灌注促进层的重叠边缘与分隔层接触。
7、尽管这些现有技术解决方案可以提供令人满意的树脂灌注路径,但它们受到使用复杂的互锁或分隔结构的缺点的不利影响,该复杂的互锁或分隔结构需要昂贵的制造和堆叠的结构内的繁琐的布置。除此之外,由于各种材料和层被组合的事实,这些布置在树脂灌注期间易于出现不期望的移位,因此在完成的堆叠结构中造成错位和缺陷。
8、因而本发明的目的是向风力涡轮机叶片提供具有改进的稳定性的增强结构。
9、本发明的另一目的是提供一种用于风力涡轮机叶片的增强结构,该增强结构容易制造、处理和组装。
10、本发明的另一目的是提供一种用于风力涡轮机叶片的增强结构,该增强结构避免或减少上文中讨论的错位和缺陷。
11、本发明的另一目的是提供一种用于风力涡轮机叶片的合适的增强结构,该增强结构具有简单的构造并且制造起来相对更便宜。
技术实现思路
1、已发现能够通过提供一种包括长形增强结构的风力涡轮机叶片来实现前述目标中的一个或多个,该增强结构包括
2、多个纤维增强聚合物的条带,其布置成邻近的条带的堆叠结构,和
3、至少一个对准构件,其包括多个交替的水平节段和竖直节段,其中对准构件的竖直节段布置在邻近的条带的堆叠结构之间,并且其中对准构件的水平节段布置在每个条带的堆叠结构的顶部上或之下,
4、其中竖直节段中的至少一个包括一个或多个孔口以用于允许树脂(优选地沿基本上弦向方向)从竖直节段的一个侧部流到竖直节段的另一侧部。
5、发现该解决方案大大地减少多个纤维增强聚合物的条带的不期望的重叠和/或移位,特别是如果使用碳拉挤层。因此,本发明的布置在沿着堆叠结构的长度维持条带的位置和需要的容差方面是有利的。除此之外,发现通过向竖直节段提供一个或多个孔口(例如在vartm过程中)允许邻近的堆叠结构之间的树脂的改进的分布,而同时维持期望结构稳定性。
6、增强结构将典型地是翼梁帽或主层压体。在一些实施例中,增强结构包括盒形翼梁。在其他实施例中,增强结构包括翼梁桁杆。在优选的实施例中,长形增强结构是翼梁结构,诸如翼梁帽、翼梁桁杆或盒形翼梁。优选的是增强结构沿着叶片沿展向方向延伸。典型地,增强结构将在叶片长度的60-95%上延伸。风力涡轮机叶片通常由两个壳体半部(压力侧壳体半部和吸力侧壳体半部)制造。优选地,根据本发明,该壳体半部两者均包括长形增强结构,诸如翼梁帽或主层压体。
7、多个条带将典型地沿叶片的展向方向延伸。因此,条带中的至少一些优选地具有对应于叶片长度的60-95%的长度。特别优选的,每个条带包括拉挤纤维材料,诸如拉挤碳纤维材料。根据优选的实施例,纤维增强聚合物包括拉挤碳纤维。在一些实施例中,每个条带包含碳纤维材料。在其他实施例中,每个条带包含玻璃纤维材料。在其他实施例中,每个条带包含玻璃纤维材料和碳纤维材料。在一些实施例中,当在模具中铺设条带时条带可以不包含任何聚合物。在这种实施例中,聚合物树脂典型地在铺设之后被灌注到条带中。
8、每个条带的堆叠结构可以包括相继地布置在彼此的顶部上的2-30个,诸如3-20个条带。因此,每个堆叠结构将通常沿叶片的展向方向延伸。在根部端部和末梢端部之间的中间区段中,每个堆叠结构可以包括8-15层的条带,而朝向根部端部和朝向末梢端部叠层条带的数量可以减少至1-3层。因此,条带的堆叠结构优选地朝向根部端部和远侧端部两者渐缩。这种配置有利地允许与壳体的厚度轮廓一致的轮廓。典型地,两个或更多个、或者三个或更多个条带的堆叠结构近邻彼此布置,沿基本上弦向方向邻近于彼此。在优选的实施例中,条带包括拉挤条带,优选地拉挤条带包括纤维材料,该纤维材料优选地为碳纤维。在一些实施例中,长形增强结构是翼梁结构,诸如翼梁帽、翼梁桁杆或盒形翼梁。
9、典型地,树脂将被灌注在包含纤维材料(诸如碳纤维材料)的条带的堆叠结构中以形成增强结构的纤维增强聚合物。这能够(例如)使用真空辅助树脂转移模制来完成。在其他实施例中,预浸料材料能够被用于条带,其包含用树脂系统(诸如环氧树脂)预浸渍的纤维材料。
10、对准构件包括多个交替的水平节段和竖直节段。水平节段可以是连续水平延伸平面(即沿叶片的展向和沿叶片的弦向方向延伸的平面)的部分。有利地,水平节段邻接竖直节段,竖直节段继而又邻接下一个水平节段,依此类推。每个竖直节段优选地处于沿叶片的展向和沿叶片的摆动方向(flapwise)延伸的平面中。典型地,对准构件包括多个交替的水平节段和竖直节段,如沿基本上弦向方向看到的。
11、对准构件的竖直节段布置在邻近的条带的堆叠结构之间。邻近的堆叠结构之间的间隔优选地为0.3mm至3.0mm,诸如0.3mm至1.0mm,如沿基本上弦向方向看到的。邻近的堆叠结构之间的间隔优选地优选地小于0.5mm,或小于0.3mm,如沿基本上弦向方向看到的。因此,对准构件的每个竖直节段沿基本上摆动方向延伸,设置在两个邻近的堆叠结构之间或邻近于最后的堆叠结构或第一个堆叠结构设置,如沿弦向方向看到的。
12、对准构件的水平节段优选地布置在相应的条带的堆叠结构之下。优选的是对准构件沿着整个增强结构延伸,如沿弦向方向看到的。特别优选的,对准构件沿着整个增强结构延伸,如沿展向方向看到的。发现这在将对准构件与条带的堆叠结构一起转移到叶片模具中时特别有益。
13、长形增强结构将典型地沿基本上展向方向延伸。如本文中使用的,术语竖直节段指沿基本上摆动方向延伸的节段,诸如处于由摆动方向和展向方向跨越的平面中。另外,如本文中使用的,术语水平节段指沿基本上弦向方向延伸的节段,诸如处于由弦向方向和展向方向跨越的平面中。
14、在优选的实施例中,对准构件包括至少三个水平节段和至少两个竖直节段。在一些实施例中,对准构件包括至少三个水平节段和至少三个竖直节段。在优选的实施例中,对准构件包括比竖直节段更多的水平节段,优选地比竖直节段多一个水平节段。在一些实施例中,对准构件包括至少三个水平节段和至少两个竖直节段。
15、在优选的实施例中,对准构件的水平节段布置在每个条带的堆叠结构之下,例如第一水平节段布置在第一条带的堆叠结构之下,在弦向随后是沿基本上摆动方向延伸的竖直节段,随后是布置在第二条带的堆叠结构之下的第二水平节段,依此类推。在优选的实施例中,水平节段处于基本上相同的平面中。优选的是水平节段处于沿弦向方向和沿展向方向延伸的平面中,优选地直接地在条带的堆叠结构下方。
16、在优选的实施例中,竖直节段处于基本上平行平面中。优选的是竖直节段所处于其中的平面沿展向方向和沿摆动方向延伸。还优选的是每个竖直节段侧向地抵接至少一个条带的堆叠结构。通常,竖直节段将基本上垂直于对准构件的水平节段定向。
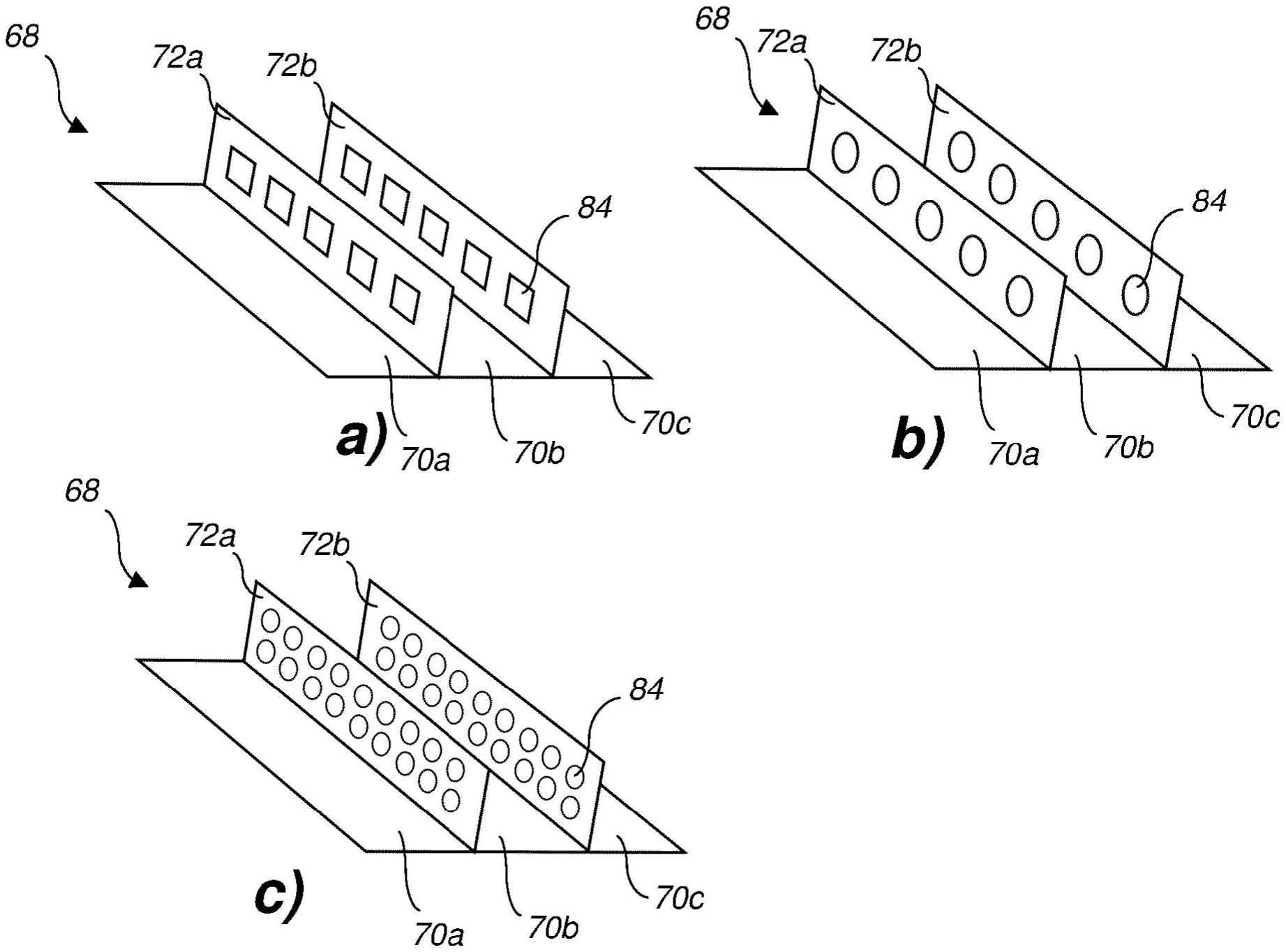
17、在优选的实施例中,竖直节段中的每个包括多个孔口以用于允许树脂从竖直节段的一个侧部流到竖直节段的另一侧部。每个竖直节段可以包括2-100个,优选地10-50个孔口。这允许树脂沿基本上弦向方向迁移。在优选的实施例中,孔口具有矩形或椭圆形横截面,诸如圆形横截面。在其他实施例中,孔口能够是缝、槽或通道,诸如展向延伸的槽。
18、在优选的实施例中,孔口中的至少一个(优选地孔口中的若干或全部)定位成邻近于条带的堆叠结构内的两个相邻条带之间的接口。发现这实现在条带的堆叠结构内以及跨条带的堆叠结构的特别有利的树脂分布过程。在优选的实施例中,邻近的条带的堆叠结构中的每个包括布置在相邻条带之间中的夹层。因此优选的是孔口中的至少一个(优选地孔口中的若干或全部)定位成邻近于布置在相邻条带之间中的夹层。在优选的实施例中,夹层是树脂流动促进层,诸如树脂流动促进织物或垫。在一些实施例中,孔口可以布置在孔口的展向延伸的行中,每个竖直节段有这样的2-15行的孔口,其中每行与相应的竖直节段中的邻近的行以竖直或摆动距离分开。
19、在优选的实施例中,对准构件由片状金属、挤压金属组成,挤压或拉挤复合物是它们的混合物。对准构件能够使用挤压过程或预设计的模具或3d打印/增材制造来制造。在一些实施例中,对准构件由聚合物材料制成。在一些实施例中,对准构件包括玻璃纤维织物或由玻璃纤维织物组成。在其他实施例中,对准构件包括碳纤维织物或由碳纤维织物组成。
20、在优选的实施例中,对准构件包括至少三个水平节段和至少两个竖直节段。在优选的实施例中,水平节段处于基本上相同的平面中。优选地,对准构件是基本上支架形的。
21、在优选的实施例中,对准构件的厚度,优选地对准构件的每个水平节段和竖直节段的厚度,更优选地对准构件的每个竖直节段的厚度,在0.1mm和3mm之间。优选的是对准构件的厚度在0.1mm和0.5mm之间,诸如在0.1mm和0.4mm之间。竖直节段的厚度可以低于水平节段的厚度。竖直节段的厚度是它的相对的侧向表面之间的最短距离,所述距离通常沿基本上弦向方向延伸。水平节段的厚度是它的相对的上表面和下表面之间的最短距离,所述距离通常沿基本上摆动方向延伸。
22、在优选的实施例中,对准构件遍及长形增强结构的整个展向延伸范围延伸。
23、在其他实施例中,长形增强结构沿叶片的基本上展向方向延伸,其中长形增强结构具有最接近于叶片的末梢端部的末梢端部和最接近于叶片的根部端部的根部端部,其中第一对准构件布置在长形增强结构的末梢端部处,并且第二对准构件布置在长形增强结构的根部端部处。因此,本发明的叶片可以包括至少两个对准构件。在一些实施例中,第一对准构件和第二对准构件可以从长形增强结构的相应的根部端部或末梢端部延伸0.1-2米,如沿展向方向看到的。在其他实施例中,本发明的叶片可以包括多个对准构件,诸如至少10个或至少20个对准构件。
24、在一个实施例中,长形增强结构沿叶片的基本上展向方向延伸,其中长形增强结构具有最接近于叶片的末梢端部的末梢端部、最接近于叶片的根部端部的根部端部和距长形增强结构的末梢端部及根部端部中的每个具有相等距离的展向中点,其中单个对准构件布置在长形增强结构的展向中点处。在一些实施例中,单个对准构件可以沿展向方向延伸0.1-2米。
25、在一些实施例中,长形增强结构沿叶片的基本上展向方向延伸,其中长形增强结构包括展向延伸的前边缘和展向延伸的后边缘,该展向延伸的前边缘最接近于叶片的前边缘,该展向延伸的后边缘最接近于叶片的后边缘,其中对准构件的竖直节段中的一个布置成邻近于长形增强结构的前边缘,并且其中对准构件的竖直节段中的一个布置成邻近于长形增强结构的后边缘。优选的是对准构件的两个相应的竖直节段抵接长形增强结构的相应的后边缘或前边缘。
26、在优选的实施例中,对准构件的弦向延伸范围在1米和10米之间。优选的是对准构件沿着长形增强结构的整个弦向尺寸延伸。在一个实施例中,灌注促进层在每个堆叠结构的条带之间交错。
27、在优选的实施例中,对准构件的竖直节段延伸超过每个堆叠结构的厚度,即摆动延伸范围。典型地,每个堆叠结构的厚度由给定堆叠结构内(并且可选地中间层)的条带的单独的厚度的总和限定。
28、在另一方面中,本发明涉及一种风力涡轮机叶片,该风力涡轮机叶片包括长形增强结构和对准构件,增强结构包括布置成邻近的条带的堆叠结构的多个纤维材料的条带(优选地纤维材料的拉挤条带),该对准构件包括平面的水平部分和沿展向方向总体上正交于平面的水平部分延伸的多个竖直节段,其中对准构件的竖直节段布置在邻近的条带的堆叠结构之间,其中平面的水平部分布置在条带的堆叠结构之下,并且其中竖直节段中的至少一个包括一个或多个孔口以用于允许树脂从竖直节段的一个侧部流到竖直节段的另一侧部。平面的水平部分优选地由如上面讨论的多个水平节段制作成。典型地,每个竖直节段具有平面的设计。
29、在优选的实施例中,竖直节段中的每个包括多个孔口(诸如通孔)以用于允许树脂从竖直节段的一个侧部流到竖直节段的另一侧部。优选地,孔口中的至少一个定位成邻近于条带的堆叠结构内的两个相邻条带之间的接口。在优选的实施例中,邻近的条带的堆叠结构中的每个包括布置在堆叠结构内的相邻条带之间中的夹层,其中夹层优选地是树脂流动促进层。在一些实施例中,对准构件由片状金属、挤压金属组成,挤压或拉挤复合物是它们的混合物。优选地,对准构件包括至少两个竖直节段,诸如至少三个竖直节段或至少四个竖直节段。在优选的实施例中,对准构件是基本上支架形的。在一些实施例中,对准构件的厚度在0.5mm和3mm之间。优选地,对准构件遍及长形增强结构的整个展向延伸范围延伸。
30、在另一方面中,本发明涉及一种制造具有成型廓形的风力涡轮机叶片的方法,该成型廓形包括压力侧和吸力侧以及具有弦的前边缘和后边缘,该弦具有在前边缘和后边缘之间延伸的弦长度,风力涡轮机叶片在根部端部和末梢端部之间沿展向方向延伸,该方法包括以下步骤:
31、在叶片模具中布置多个叶片部件,
32、在叶片模具中相对于多个叶片部件组装长形增强结构,长形增强结构包括布置成邻近的条带的堆叠结构的多个纤维材料的条带,和包括交替的水平节段和竖直节段的至少一个对准构件,其中对准构件的竖直节段布置在邻近的条带的堆叠结构之间,并且其中对准构件的水平节段布置在每个条带的堆叠结构的顶部上或之下,其中竖直节段中的至少一个包括一个或多个孔口以用于允许树脂从竖直节段的一个侧部流到竖直节段的另一侧部,以及
33、将树脂灌注到条带的堆叠结构中以形成纤维增强聚合物。
34、在优选的实施例中,将树脂灌注到条带的堆叠结构中的步骤包括致使树脂从条带的堆叠结构中的至少一个通过一个或多个孔口流到邻近的条带的堆叠结构。这种树脂流典型地沿基本上弦向方向。在一些实施例中,树脂能够被灌注到最接近于叶片的前边缘或最接近于叶片的后边缘的堆叠结构中,其中致使树脂流通过孔口从该堆叠结构到增强结构的其他堆叠结构,例如沿弦向方向朝向后边缘或朝向前边缘。在其他实施例中,沿弦向方向看,树脂能够被灌注到定位在增强结构的中央处的堆叠结构中,其中致使树脂流通过孔口从该堆叠结构到增强结构的其他堆叠结构,即朝向前边缘和朝向后边缘。
35、在优选的实施例中,组装长形增强结构的步骤包括在叶片模具中在对准构件上将多个纤维材料的条带布置成邻近的条带的堆叠结构。
36、上面讨论的关于本发明的风力涡轮机叶片的全部特征和实施例同样地适用本发明的方法以及适用于增强结构,并且反之亦然。
37、通常,叶片将包括在风力涡轮机叶片的整个长度上,即在它们的整个最终长度上制造的压力侧壳体半部和吸力侧壳体半部。压力侧壳体半部和吸力侧壳体半部将典型地靠近前边缘以及靠近后边缘粘附或结合到彼此。每个壳体半部可以包括沿纵向/展向延伸的载荷承载结构,诸如一个或多个主层压体或翼梁帽,优选地包括增强纤维,诸如玻璃纤维、碳纤维、芳族聚酰胺纤维、金属纤维(诸如钢纤维)或植物纤维,或其混合物。
38、壳体半部将典型地通过用树脂(诸如环氧树脂、聚酯或乙烯基酯)灌注纤维材料的纤维铺设来生产。通常,使用叶片模具制造压力侧壳体半部和吸力侧壳体半部。壳体半部中的每个可以包括沿着相应的压力和吸力侧壳体构件提供的翼梁帽或主层压体作为增强结构。翼梁帽或主层压体可以固定到壳体半部的内表面。
39、翼梁结构为优选地纵向延伸的载荷承载结构,优选地包括用于连接和稳定壳体半部的桁杆或翼梁盒。翼梁结构可以适于承载叶片上的大部分的载荷。在一些实施例中,增强结构布置在压力侧壳体半部内。在其他实施例中,增强结构布置在吸力侧壳体半部内。在优选的实施例中,纤维材料的条带是拉挤条带,优选地是包括碳纤维的拉挤条带。
40、根据另一方面,本发明涉及一种通过根据本发明的方法能够获得的风力涡轮机叶片。
41、在优选的实施例中,叶片的压力侧壳体半部和吸力侧壳体半部优选地通过真空辅助树脂转移模制在相应的模具半部中制造。根据一些实施例,压力侧壳体半部和吸力侧壳体半部各自具有50-90m(优选地60-80m)的纵向延伸范围l。在优选的实施例中,压力侧壳体半部和吸力侧壳体半部各自包括一层或多层的碳纤维。
42、根据一些实施例,该方法还包括在壳体半部中的至少一个中(通常在增强结构的位置处)布置一个或多个抗剪腹板的步骤。每个抗剪腹板可以包括腹板主体、在腹板主体的第一端部处的第一腹板足部凸缘和在腹板主体的第二端部处的第二腹板足部凸缘。在一些实施例中,抗剪腹板是基本上i形的。可替代地,抗剪腹板可以是基本上c形的。
43、在另一方面中,本发明涉及一种用于风力涡轮机叶片的增强结构,该增强结构包括多个纤维增强聚合物的条带,其布置成邻近的条带的堆叠结构,和
44、至少一个对准构件,其包括至少一个(诸如多个)交替的水平节段和至少一个(诸如多个)竖直节段,其中对准构件的竖直节段布置在邻近的条带的堆叠结构之间,并且其中对准构件的水平节段布置在每个条带的堆叠结构的顶部上或之下,
45、其中竖直节段中的至少一个包括一个或多个孔口以用于允许树脂从竖直节段的一个侧部流到竖直节段的另一侧部。
46、如本文中使用的,术语“展向”被用来描述沿着叶片从其根部端部到其末梢端部的测量量或元件的定向。在一些实施例中,展向是沿着风力涡轮机叶片的纵向轴线和纵向延伸范围的方向。
- 还没有人留言评论。精彩留言会获得点赞!