一种利用激光辐照实现薄壁件背面诱导定域电沉积的方法及装置
1.本发明涉及特种加工技术中表面加工领域,尤其涉及到一种激光电化学复合加工的方法和装置,适用于管道、空心轴、薄壁型腔等内表面难加工工件的快速定域电沉积修复。
背景技术:
2.近年来,表面涂层技术在国防、机械、航天和化工等领域发挥了重要作用,电镀层由于其具有良好的耐磨性、耐蚀性和高硬度等服役性能而被广泛应用于管状、轴状等零部件的内壁上。零件在极端条件下的机械摩擦、插拔和腐蚀等行为会带来损耗,内壁的镀层在承受高温、高压、载荷挤压时易发生局部脱落和失效,大大降低零件的精度和使用寿命。目前对孔径小、孔深长的零件的局部镀层修复解决方法主要是直接更换零件,或者先进行退镀然后再次全部电镀,但非常浪费镀液,影响生产效率。激光复合电化学技术是利用激光的热效应诱导基板受到激光辐照的区域发生电沉积现象,电沉积层具有效率高、定域性好、柔性高、结合度等优势。
3.国内外对激光复合电化学技术有一定研究。公布号为cn102817251a的专利中提出了一种激光脉冲电镀系统,利用激光脉冲和电信号脉冲相匹配,实现激光辐照和电沉积技术的结合,有效改善了镀层的物理化学性能,提高镀层的加工效率和分辨率,但此发明主要是针对改善电沉积层质量,并不能实现激光定域诱导电沉积的作用;公告号为cn109735883b的专利中提出了一种激光辅助柔性随动式工具电极微细电沉积的装置及方法,该方法通过使用柔性随动式工具电极限制电场分散区域以及电沉积的反应区域,提高电沉积的定域性以及构件的尺寸精度,通过控制柔性随动式工具电极的运动路径即可沉积出复杂形状的微细零件,但在此发明中,工艺较为复杂,随动式工具电极运动路径和激光扫描路径难以保持一致,镀层的定域性难以保证。
4.传统的激光复合电化学沉积的方法一般用于激光增强工件表面电沉积,改善既有电镀层的性能,或利用激光实现激光辐照区域固液界面处诱导沉积,无法解决工件内壁和背面镀层修复的难题。利用微细工具阳极虽然能实现局部电沉积出镀层和微结构,但是工艺复杂,阳极和激光焦点的精准“对刀”较难实现,对装置的精度要求很高,且该方法也不适用于管件、型腔内壁沉积。
技术实现要素:
5.针对现有工件内壁电镀修复技术以及定域电镀层制备技术的不足,本发明提供了一种利用激光复合电化学技术对材料背面进行定域电沉积修复的方法,该方法将激光与电化学复合,将工件阳极置于待修复件背面,激光束聚焦在待修复件外表面,实现内壁的定域修复。
6.另外,本发明提供了一种实现上述修复方法的装置,该装置结构简单,方便操作并
能够实现上述方法。
7.本发明是通过以下技术手段实现上述技术目的的。
8.一种利用激光复合电化学技术对材料内壁进行定域电沉积修复的方法,在激光和电化学反应复合作用下对待修复件进行修复;将工具阳极置于待修复件内部中心,工具阳极与管状工件保持一定间隙,激光束聚焦在待修复件外表面,实现内壁的定域修复。
9.上述方案中,通过调节激光能量的时空分布和电化学参数,可实现待修复件内表面电沉积,并可控制电沉积速率;激光单脉冲能量0.1~30μj,扫描速度10~2000mm/s,激光扫描频率500~4000khz,激光扫描线间距10~100μm,激光扫描时间5~300s;电压1~5v,电流脉冲频率1~1000khz,电流密度0.1~5a/m2。
10.上述方案中,所述待修复件为热导率良好的金属薄壁管状工件,厚度为0~3mm。
11.上述方案中,所述工具阳极与待修复件可相对旋转。
12.上述方案中,所述工具阳极为螺旋结构。
13.上述方案中,所述待修复件为中空回转体。
14.利用激光复合电化学技术对材料内壁进行定域电沉积修复的方法,具体包括如下步骤:
15.步骤一:根据待修复区域图形绘制运动路径模型,优化后导入计算机;
16.步骤二:对待修复件内外表面进行预处理;
17.步骤三:工具阳极与直流脉冲电源正极相连,待修复件与直流脉冲电源负极相连;
18.步骤四:使待修复件内表面和工具阳极均浸没在沉积液中,开启直流脉冲电源,待修复件与工具阳极形成电化学回路,开启蠕动泵,保证电化学反应发生时沉积液的浓度均匀;
19.步骤五:开启脉冲激光器,激光器发出的激光束经聚焦辐照在工件外表面,激光产生的热量通过热传导到达待修复件内表面待修复区域,利用激光局部热效应诱导工件内壁对应区域发生定域电沉积;
20.步骤六:根据所设定的运动路径,通过运动控制器控制工件阳极工作手臂旋转和x-y-z三轴运动平台的协同运动,对待修复件进行三维快速加工。
21.上述方案中,包括激光辐照系统、电沉积加工系统、运动控制系统和电沉积液循环系统;所述激光辐照系统包括脉冲激光器、反射镜和聚焦透镜;所述激光器发出的激光束经反射镜进行反射后通过聚焦透镜聚焦至待修复件表面;所述电沉积加工系统包括直流脉冲电源、工作槽、待修复件和工具阳极;所述待修复件与直流脉冲电源负极相连,通过工件工作手臂夹持放置于工作槽上方,所述工具阳极与直流脉冲电源正极相连,并通过工具阳极工作手臂夹持放置于待修复件内并与待修复件保持一定间隙;所述运动控制系统包括计算机和运动控制器,所述计算机控制脉冲激光器、蠕动泵和直流脉冲电源,所述运动控制器控制x-y-z三轴运动平台、工件工作手臂和工件阳极工作手臂;所述电沉积液循环系统包括蠕动泵和管道;所述蠕动泵提供足够电沉积液入射流量使电沉积液与待修复件和工具阳极充分接触,形成回路。
22.一种利用激光辐照实现薄壁件背面诱导定域电沉积的方法,在激光和电化学反应复合作用下对待修复件背面实现定域电沉积;待修复件只有背面浸没在电沉积液中,第二工具阳极置于电沉积液中且不与待修复件接触,激光束聚焦在待修复件正面,实现背面的
定域电沉积。
23.上述方案中,所述待修复件为热导率良好的金属薄壁平板工件,厚度为0~3mm;激光单脉冲能量0.1~30μj,扫描速度10~2000mm/s,激光扫描频率500~4000khz,激光扫描线间距10~100μm,激光扫描时间5~300s;所述电压1~5v,电流脉冲频率1~1000khz,电流密度0.1~5a/m2。
24.上述方案中,所述待修复件背面原镀层破损时,可实现激光诱导破损镀层定域修复。
25.上述方案中,若将所述待修复件正面也浸没在电沉积液中,激光束经聚焦辐照在待修复件正面时,可实现待修复件正面和背面同时沉积。
26.上述方案中,所述待修复件可以为金属薄壁箱体工件。
27.有益效果:
28.1.针对板类、管类、箱体类等薄壁零件背面定域镀层难加工及镀层脱落失效难以修复的问题,利用待修复件热导率高的特性,将激光热效应与电化学沉积协同,实现待修复件背面的定域电沉积,操作流程简单。可以解决薄壁类零件背面定域镀层制备难度高、定位复杂、尺寸精度低等问题。
29.2.在加工过程中采用脉冲激光辐照待修复件外表面,利用待修复件导热率高的优势,通过对工件表面的激光扫描,产生的热量迅速扩散到材料内壁,实现管道等内壁难加工零件的快速定域电沉积修复;通过控制加工电流、激光扫描速度、激光单脉冲能量等参数,可以实现对待修复件内壁电沉积速率、宽度和厚度的精确控制。
30.3.激光束聚焦在待修复件外表面,实现背面的定域修复,避免了工具阳极的遮掩和激光直射的烧蚀镀层对加工的影响,实现管、轴类内壁难加工工件内表面的定域电沉积,极大节省了镀液。
31.4.电沉积过程中,通过调整激光参数和电参数,可以控制镀层的厚度、精度和沉积效率,提高生产的柔性,镀层的形状结构由激光束的几何形状、扫描路径、运动方式所决定,无需使用微细工具阳极。
32.5.采用表面制备有旋转螺旋结构的工具阳极放置于待修复件内部,为电沉积反应提供均匀电场,当工具阳极高速旋转时,可以实现电沉积液的循环和金属离子的快速补充,及时排出电沉积反应产生的氢气泡,大幅消除激光辐照区域以外的负面热影响,优化激光辐照热效应的集中性和定域性,提高镀层的精度、质量和沉积速率。
33.6.通过调节激光能量的时空分布以及电化学参数,实现工件内表面电沉积或外表面抛光或两者同时加工,并可以区别控制电沉积/抛光的加工速率。
34.7.将阴极全部浸没入溶液,激光辐照正面后,可实现待修复件正面和背面同步定域沉积,满足复杂零件的特殊加工需求。
附图说明
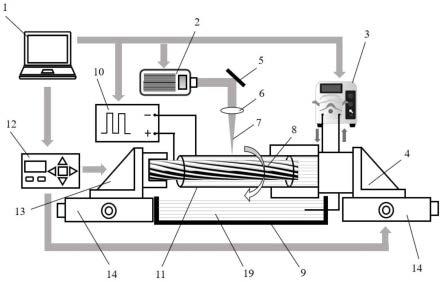
35.图1为激光辐照实现孔内壁激光复合电化学定域沉积加工系统示意图;
36.图2为孔内壁激光复合电化学定域沉积平面镀层效果示意图;
37.图3为孔内壁激光复合电化学定域沉积环状镀层效果示意图;
38.图4为图2和图3定域镀层工艺截面图;
39.图5为本发明实施例1涉及到的管件内表面线镀层光镜图,其中,标c区域为镀层,标m区域为管材内表面;
40.图6为本发明实施例1涉及到的管件内表面线镀层与基底分界面三维形貌图,其中,标c区域为镀层,标m区域为管材内表面。
41.图7为激光辐照实现薄壁件背面诱导定域电沉积加工系统示意图;
42.图8为箱体内壁激光复合电化学定域沉积加工系统示意图;
43.图9为平板薄壁件激光辐照实现正反面定域电沉积加工系统示意图;
44.图10为本发明实例2的激光扫描路径图;
45.图11为本发明实例2在薄壁件正面和背面制备的定域镀层,其中,标c区域为镀层,标m区域为薄壁件背面,标n区域为薄壁件正面;
46.图12为本发明实施例3涉及到的薄壁管件内表面区域电镀不同扫描速度下部分结果光镜图,其中,标c区域为镀层,标m区域为管件内表面;
47.图13为图12管件裁开校平后内壁表面诱导沉积区域镀层(部分)光镜图,其中,标c区域为镀层,标m区域为管材内表面;
48.图14为本发明实施例4涉及到的薄壁平板件背面区域电镀不同单脉冲能量下部分结果光镜图,其中,标c区域为镀层,标m区域为管材内表面;
49.图15为本发明实施例4涉及到的薄壁平板件背面区域电镀不同扫描速度下部分结果光镜图,其中,标c区域为镀层,标m区域为管材内表面;
50.图16为本发明实施例4涉及到的薄壁平板件背面区域电镀不同扫描间距下部分结果光镜图,其中,标c区域为镀层,标m区域为管材内表面;
51.图17为本发明实施例4涉及到的薄壁平板件背面区域电镀不同电流密度下部分结果光镜图,其中,标c区域为镀层,标m区域为管材内表面。
52.附图标记如下:
53.1-计算机;2-脉冲激光器;3-蠕动泵;4-工件工作手臂;5-反射镜;6-聚焦透镜;7-激光束;8-工具阳极;9-工作槽;10-直流脉冲电源;11-薄壁管状工件;12-运动控制器;13-工具阳极工作手臂;14-x-y-z三轴运动平台;15-平面定域镀层;16-电场线;17-环状定域图层;18-待镀区域;19-电沉积液;20-薄壁平板工件;21-第二工具阳极;22-薄壁箱体工件。
具体实施方式
54.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
55.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“轴向”、“径向”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以
是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
56.一种利用激光复合电化学技术对材料内壁进行定域电沉积修复的方法,激光器发出的激光束7经聚焦辐照在待修复件表面,激光产生的热量通过热传导到达待修复件内表面,利用激光局部热效应诱导待修复件背面对应区域发生定域电沉积,直流脉冲电源10正负极分别与工具阳极8和待修复件相连,工具阳极8放置于待修复件内部中心,并与待修复件保持一定间隙,其中,所述待修复件为热导率良好的导体,比如金属材料。通过调节激光能量的时空分布以及电化学参数,实现待修复件内表面电沉积,并可以控制电沉积速率;工具阳极8为螺旋结构,由工具阳极工作手臂14夹持并与空心待修复件同轴放置,通过运动控制系统调节旋转运动速度,控制电沉积液19流量。利用螺旋结构的工具阳极8实现电沉积液19的循环和金属离子的快速补充,及时排出电沉积反应产生的氢气泡,大幅消除激光辐照区域以外的负面热影响,优化激光辐照热效应的集中性和定域性,提高镀层的精度和沉积速率。激光束聚焦在工件外表面,实现内壁的定域修复,避免了工具阳极8的遮掩和激光直射的烧蚀镀层对加工的影响,实现管、轴类内壁难加工工件内表面的定域电沉积,极大节省了镀液。
57.具体步骤如下:
58.根据待修复区域图形绘制运动路径模型,优化后导入计算机1中;
59.对待修复件内外表面进行预处理;
60.将待修复件由工件工作手臂4夹持后固定在工作槽9上方,工具阳极8与直流脉冲电源10正极相连,由工具阳极工作手臂14夹持放置于待修复件内部中心,与待修复件同轴并保持一定间隙,待修复件与直流脉冲电源10负极相连;
61.将沉积液19注入工作槽9中,蠕动泵3的进液口和出液口分别与工作槽9和待修复件端部相连,开启蠕动泵3,调节流量,使待修复件内表面和工具阳极8均浸没在沉积液19中,通电后,待修复件与工具阳极8形成电化学回路,保证电化学反应发生时沉积液19的浓度均匀;
62.将工件工作手臂4和工具阳极工作手臂14安装在x-y-z三轴运动平台13上并调整高度和位置,使激光束7聚焦在待修复件外表面上,并能与待修复件内表面待修复区域对应;
63.开启直流脉冲电源10和脉冲激光器2,实现激光诱导电化学沉积的效果;
64.根据所设定的运动路径,通过运动控制器12控制工件工作手臂4旋转和x-y-z三轴运动平台13的协同运动,对工件进行三维快速加工。
65.一种利用激光复合电化学技术对材料内壁进行定域电沉积修复的装置,包括激光辐照系统、电沉积加工系统、运动控制系统和电沉积液19循环系统;所述激光辐照系统包括脉冲激光器2、反射镜5、聚焦透镜6;所述激光器2发出的激光束7经反射镜5进行45
°
反射后改变传输方向,通过聚焦透镜6聚焦至待修复件表面;所述电沉积加工系统包括直流脉冲电流10、工作槽9、待修复件和工具阳极8,所述待修复件与直流脉冲电源10负极相连,通过工件工作手臂4夹持放置于工作槽9上方,所述工作阳极8与直流脉冲电源10正极相连,并通过工具阳极工作手臂14夹持放置于待修复件正下方,与待修复件保持一定间隙;所述运动控制系统包括计算机和运动控制器,所述计算机控制脉冲激光器1、蠕动泵3和直流脉冲电源
10,所上述运动控制器控制x-y-z三轴运动平台13、工件工作手臂4和工具阳极工作手臂14;所述电沉积液19循环系统包括和工作阳极8、蠕动泵3及泵管;所述蠕动泵3提供足够电沉积液19入射流量使电沉积液19与阴阳极充分接触,形成回路。所述工件由工作手臂4夹持,可实现轴线旋转运动,对回转体待修复件实现旋转加工。
66.结合附图1所示,计算机1分别与直流脉冲电源10、脉冲激光器2、蠕动泵3以及运动控制器12相连;计算机1可控制调节脉冲激光器2的激光参数、直流脉冲电源10的电参数以及蠕动泵3的流量参数,通过运动控制器12控制x-y-z三轴运动平台13的运动以及夹持待修复件和工具阳极8的工件工作手臂4和工具阳极工作手臂14的旋转运动。
67.待修复件放置在工作槽9上方,工具阳极8位于待修复件的中心,并于待修复件内壁保持一定间隙,调节蠕动泵3流量参数,使电沉积液19将间隙充满,直流脉冲电源10的正极连接工具阳极8,负极连接待修复件,形成电化学回路;脉冲激光器2发出的激光束7经反射镜5改变传输方向,再经聚焦透镜6聚焦于待修复件表面,激光对表面的热效应传导至待修复件内壁,诱导待修复件内壁实现电沉积,通过运动控制器12控制工件工作手臂4的旋转以及计算机调节的激光扫描路径以实现待修复区域形状的沉积。蠕动泵3的进液口和出液口分别与工作槽9和待修复件端部相连,电沉积液19存储在工作槽9中,由蠕动泵3提供动力将沉积液19从工作槽9输送至待修复件内部,电沉积液19通过待修复件的另一端回流至工作槽9内实现循环。
68.结合附图2和3,激光束聚焦在待修复件表面后产生的热效应传递至待修复件内壁,引发区域的电场集中效应,限制电沉积仅发生在激光辐照区域的背面,聚焦后的激光束4沿着预设路径循环往复扫描时,在待修复件内壁实现平面镀层修复,通过调控激光参数、电参数以及工具阳极8的旋转速度,实现对镀层厚度、精度和沉积速率的控制。当运动控制器12调控待修复件旋转后,计算机1调整不同的激光参数和出光频率可以制备出不同形状尺寸的环状修复镀层。附图4为定域修复镀层工艺截面图,通过待修复件的旋转运动及激光束4扫描路径的相互配合,实现对待修复区域18的定域电镀。
69.本发明具体实施方法如下:
70.通过分析待修复区域形状制定激光的扫描路径和对x-y-z三轴运动平台14的动态调控方案,以保证修复的镀层和原镀层平整度一致,镀层尺寸精度达到要求。
71.待修复件需要由导热率较好的材料制成,厚度为0~3mm之间,工件内壁与工具阳极8的间隙保持在3~5mm之间,对待修复件的内外表面进行预处理,待修复件与直流脉冲电源10负极相连,工具阳极8与直流脉冲电源10正极相连。
72.工具阳极8的材料根据镀层及沉积液的需要合理选择,形状根据工件的形状所定制,工具阳极8被工具阳极工作手臂13所夹的一端需要绝缘,保证电场只均匀存在于工具阳极8与待修复件的间隙中间。
73.在工作槽9中加入电沉积液19,表面制备有螺旋结构的工具阳极8在工具阳极工作手臂13的加持下旋转运动,实现电沉积液的快速流动,大幅消除激光辐照区域以外的负面热影响,优化激光辐照热效应的集中性,提高了镀层的定域性,避免杂散沉积现象。
74.开启蠕动泵3实现沉积液的循环,对金属离子进行快速补充,抑制浓差极化的影响,及时排出电沉积反应产生的氢气泡,有利于提高镀层的表面质量和生产效率。
75.开启激光器7、直流脉冲电源10以及运动控制器12,根据待修复区域的形状大小,
动态调节x-y-z三轴运动平台13调整激光光斑的大小和激光的离焦量,实现对待修复区域的高效率沉积。
76.实施例1
77.下面以镍薄板圆管件为例,说明本发明一种利用激光辐照实现薄壁件背面诱导定域电沉积的方法的实施过程,包括以下步骤:
78.(1)本实例中采用的阴极为铜基镀镍圆管件,外径为130mm,壁厚为0.1mm,长度为30mm,工作阳极采用不溶性阳极钌铱镀层钛板(15
×
20
×
2mm),置于阴极内部,阴阳极相距10mm,将电沉积液充满管件内部,电流密度为2a/m2,采用单向脉冲电源,脉冲频率为1khz,占空比为50%,激光单脉冲能量为6μj,扫描速度为2000mm/s,激光脉冲频率为4000khz,扫描间距为0.02mm,激光扫描时间为60s,环境温度为25℃,沉积的图案为线状镀层。
79.(2)结合图5和图6,将管件剪开后观察内表面镀层形貌,镀层宽度为1mm,厚度约为3μm,可以观察到镀层形状清晰,亮度和平整度较高,镀层美观度较好,可以实现管件内表面的定域电沉积。
80.一种利用激光辐照实现薄壁件背面诱导定域电沉积的方法,激光器发出的激光束7经聚焦辐照在薄壁管状工件11正面,激光产生的热量通过热传导迅速到达工件背面诱导电沉积,背面其他区域温度上升不明显不发生电化学沉积,从而实现薄壁管状工件11背面的定域电沉积。直流脉冲电源10正负极分别与工具阳极8和薄壁管状工件11相连,其中,所述薄壁管状工件11为热导率良好的金属薄壁件。激光束聚焦在工件正面,实现工件背面的定域电沉积,可用于板类、管类、箱体类等薄壁零件背面的定域沉积。
81.结合附图7至9,激光束聚焦在管状薄壁件20孔外表面后产生的热效应传递至管状薄壁件20孔内壁,引发区域的电场集中效应,限制电沉积仅发生在激光辐照区域的背面,聚焦后的激光束7沿着预设路径循环往复扫描时,在管状薄壁件20孔内壁实现平面镀层定域沉积,通过调控激光参数、电参数以及螺旋工具阳极21的旋转速度,实现对镀层厚度、精度和沉积速率的控制。当运动控制器12调控管状薄壁件20旋转后,计算机1调整不同的激光参数和出光频率可以制备出不同形状尺寸的环状定域镀层。附图5为定域电沉积层工艺截面图,通过管状薄壁件20的旋转运动及激光束7扫描路径的相互配合,实现对待沉积区域18的定域电镀。
82.箱体薄壁件22放置在工作槽9内,工具阳极8位于箱体薄壁件22的内部,且不与箱体薄壁件22接触,调节蠕动泵3流量参数,使电沉积液19充满箱体薄壁件22,直流脉冲电源10的正极连接工具阳极8,负极连接箱体薄壁件22,形成电化学回路;脉冲激光器2发出的激光束7经反射镜5改变传输方向,再经聚焦透镜6聚焦于箱体薄壁件22表面,激光对表面的热效应传导至箱体薄壁件22内壁,诱导箱体薄壁件22内壁实现电沉积,通过运动控制器12控制箱体薄壁件22位置以及计算机调节的激光扫描路径以实现目标区域形状的沉积。蠕动泵3的进液口和出液口分别与箱体薄壁件22底部和工作槽9顶部相连,电沉积液19存储在工作槽9中,由蠕动泵3提供动力将沉积液19从箱体薄壁件22底部输送至工作槽9顶部。
83.实施例2
84.下面以镍金属薄板为例,即薄壁平板工件20材料为镍金属薄板,说明本发明一种利用激光辐照实现薄壁件背面诱导定域电沉积的方法的实施过程,包括以下步骤:
85.(1)确定阴阳极参数、激光参数、电参数以及溶液配比。本实施例中采用的阴极为
铜基镀镍板(30
×
20
×
0.1mm),工作阳极采用不溶性阳极钌铱镀层钛网(15
×
20
×
2mm),阴阳极间距为3mm,电流密度为2a/m2,另外采用单向脉冲电源,脉冲频率为1khz,占空比为50%,激光单脉冲能量为6μj,扫描速度为2000mm/s,激光脉冲频率为2500khz,扫描间距为0.02mm。采用的电沉积体系为酸性氰化物镀金体系,溶液主要由氰化金钾6g/l、柠檬酸70g/l、柠檬酸钾90g/l、七水硫酸钴3g/l组成,溶液的ph值为3.9~4.0,环境温度为25℃。
86.(2)通过计算机1绘制了图10所示激光的扫描路径,激光束7根据图10扫描运动路径聚焦扫描在薄壁平板工件20正面30s后,得到了图11所示的局部镀层。从图中可以清晰看出工件正面激光辐照区域获得了和扫描路径完全一致的区域镀层;由于热传导规律,背面沉积区域与扫描路径略有区别,但是形状依然清晰完整,镀层与基底分界面清晰。该实例说明本发明可以实现高精度的背面及双面定域沉积,说明书中提到的工艺效果和预想结果完全可以实现。
87.(3)为了验证本实例中制备的镀层服役性能是否能满足要求,对该镀层进行了耐蚀性、结合力、焊接性能以及显微硬度的测试试验,并对比专业电镀公司提供的镀金样品,完全符合实际生产要求。
88.耐蚀性测试:将镀层浸没在2mol/l的盐酸中24h,通过光学显微镜和电子显微镜观察镀层前后形貌变化,镀层无明显变化,表面无裂纹、脱离等腐蚀痕迹,说明镀金层的耐蚀性良好,另外还对该镀层在3.5%nacl溶液中进行tafel测试,测试结果中的腐蚀电流密度和腐蚀电位均持平或优于传统镀金工艺制备的镀层。
89.结合力测试:采用折弯测试和热震试验来检验金层结合力。在折弯测试中对样品反复折弯180
°
直至断裂,观察其断裂处镀层是否脱落;热震试验是将镀件置于280℃的电阻炉中保温30min,拿出后立即放入室温的水中骤冷,观察镀层形貌。折弯测试中未发现断裂处镀层发生脱落,热震试验中也没有发现镀层出现起皮、鼓泡、脱落等现象,说明本技术中的金镀层的结合力良好,能克服极端的服役条件。
90.焊接性能测试:利用恒温电烙铁在基板表面和金镀层上进行点焊锡试验,观察对比两者的润湿性能,本技术中制备的金镀层的表面润湿性能良好,焊点能均匀铺展开,保证了零件的焊接性能,进而为电子元器件的电子稳定性提供保障。
91.显微硬度测试:使用显微硬度计测量了优化参数下制备的镀金层显微硬度,载荷10g,加载时间20s。制备了五件优化参数下镀金样品,在每件样品中选取五个点进行显微硬度检测并取平均值记录,由显微硬度测试值可知,镀层的平均显微硬度为130~195hv,达到金镀层的显微硬度要求,可以满足反复插拔电子器件的服役情况。
92.实施例3
93.下面以镍薄板圆管件为例,说明本发明一种利用激光辐照实现薄壁件背面诱导定域电沉积的方法的实施过程,包括以下步骤:
94.(1)本实例中采用的阴极为铜基镀镍圆管件如图5,外径为130mm,壁厚为0.1mm,长度为30mm,工作阳极采用不溶性阳极钌铱镀层钛板(15
×
20
×
2mm),置于阴极内部,阴阳极相距10mm,将电沉积液充满管件内部,电流密度为2a/m2,采用单向脉冲电源,脉冲频率为1khz,占空比为50%,激光脉冲频率为4000khz,扫描间距0.02mm,激光单脉冲能量为3.6μj,环境温度为25℃,沉积的图案为直径3mm的圆。比较不同扫描速度的镀层形貌,如图6所示。
95.(2)图13,(a)~(c)分别是扫描速度10mm/s、20mm/s、30mm/s,可以观察到不同扫描
速度均可获得管件内壁表面诱导电沉积,其中扫描速度30mm/s的镀层形状清晰,亮度和平整度较高,镀层美观度较好。
96.实施例4
97.下面以镍薄板为例,说明本发明一种利用激光辐照实现薄壁件背面诱导定域电沉积的方法的实施过程,包括以下步骤:
98.(1)本实例中采用的阴极为铜基镀镍薄板件(30
×
20
×
0.1mm)工作阳极采用不溶性阳极钌铱镀层钛板(15
×
20
×
2mm),阴阳极间距为3mm,阴阳极平行正对放置,采用单向脉冲电源,脉冲频率为1khz,占空比为50%,激光脉冲频率为3000khz,环境温度为25℃,沉积图案为3
×
3mm正方形和直径3mm的圆镀层。比较不同激光单脉冲能量、扫描速度、扫描间距、电流密度的镀层形貌,分别如图14、图15、图16、图17所示。
99.(2)如图14所示,在扫描速度10mm/s,扫描间距0.02mm,电流密度2a/m2情况下,(a)、(a1)的激光单脉冲能量为2.93μj,(b)、(b1)的激光单脉冲能量为4.8μj,可以观察到不同单脉冲能量均能在金属薄壁背面诱导局域电沉积,其中单脉冲能量为4.8μj的镀层形状清晰,亮度和平整度较高,镀层美观度较好;
100.(3)如图15所示,在单脉冲能量4.8μj,扫描间距0.02mm,电流密度2a/m2情况下,比较扫描速度(a)、(a1)5mm/s,(b)、(b1)10mm/s,(c)、(c1)25mm/s,可以观察到采用不同扫描速度均可以在金属薄壁件背面诱导局域电镀,其中扫描速度为10mm/s的镀层形状较清晰,亮度和平整度较高,镀层美观度较好;
101.(4)如图16所示,在单脉冲能量4.8μj,扫描速度10mm/s,电流密度2a/m2情况下,比较扫描间距(a)、(a1)0.02mm/s,(b)、(b1)0.03mm/s,(c)、(c1)0.05mm/s,可以观察到采用不同扫描间距参数均可以获得金属薄壁件背面的诱导局域电镀,其中扫描间距为0.02mm/s的镀层形状较清晰,亮度和平整度较高,镀层美观度较好;
102.(5)如图17所示,在单脉冲能量4.8μj,扫描速度10mm/s,扫描间距0.02mm情况下,比较电流(a)、(a1)1a/m2,(b)、(b1)2a/m2,(c)、(c1)3a/m2,可以观察到不同电流密度下均可以获得薄壁件背面诱导局域电镀,其中电流密度为1a/m2的镀层形状较清晰,亮度和平整度较高,镀层美观度较好。
103.结合实施例1-4可以得出:薄壁管状件和薄板在厚度为0~3mm,激光单脉冲能量0.1~30μj,扫描速度10~2000mm/s,激光扫描频率500~4000khz,激光扫描线间距10~100μm,激光扫描时间5~300s;所述电压1~5v,电流脉冲频率1~1000khz,电流密度0.1~5a/m2参数范围内都可以实现良好的定域修复。
104.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
105.尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在不脱离本发明的原理和宗旨的情况下在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1