盾构推进中可同步拼装管片的拼装机控制方法及系统与流程
1.本发明涉及盾构施工工程领域,特指一种盾构推拼中可同步拼装管片的拼装机控制方法及系统。
背景技术:
2.传统盾构法施工是在盾构机掘进完一环管片宽度的距离后,停机状态下开始管片拼装作业。目前国内外盾构法隧道工程已经往大深度、大断面、长距离的方向发展,采用传统盾构施工方法产生的过长施工周期显然将制约长大盾构隧道工程项目的可行性。盾构推拼同步技术的研发解决了上述这一难题,通过将管片拼装融入盾构推进当中,可实现盾构的连续推进,但须要求拼装机抓取待拼装管片后与已拼好的整环管片间保持相对静止,从而满足拼装作业的要求。然而,整个拼装过程时间较长,若管片拼装机仍然沿用传统手动操作模式,操作难度较大且安全风险较高,容易产生管片坠落事故或者拼装质量不达标的情况。因此,极有必要创新一种适用于盾构推进过程中可同步拼装管片的拼装机控制方法来解决上述问题。
技术实现要素:
3.本发明的目的在于克服现有技术的缺陷,提供一种盾构推进中可同步拼装管片的拼装机控制方法及系统,解决现有的手动操作模式操作难度大且风险较高的问题。
4.实现上述目的的技术方案是:
5.本发明提供了一种盾构推进中可同步拼装管片的拼装机控制方法,包括如下步骤:
6.在盾构机推进的过程中,利用拼装机抓取一块待拼装的管片并旋转到位;
7.实时获取盾构机的俯仰角;
8.根据实时获取的盾构机的俯仰角计算得出拼装机的平移油缸的动态目标后腔压力值,并根据计算得到的平移油缸的动态目标后腔压力值控制调整拼装机的平移油缸的后腔压力;
9.利用拼装机的平移油缸将拼装机抓取的待拼装的管片抵靠到已拼装好的管片上;
10.启动与待拼装的管片相对应的推进油缸,让推进油缸推抵待拼装的管片,并将拼装机的平移油缸泄压;
11.将待拼装的管片与已拼装好的管片连接,从而完成了一块管片的拼装,接着利用拼装机抓取下一块待拼装的管片并重复上述步骤完成管片的拼装。
12.本发明的拼装机控制方法在拼装过程中让拼装机进入自动模式,解决手动操作模式存在的操作难度大的问题,且拼装机自动运行的过程中,通过实时获取的盾构机的俯仰角来计算平移油缸的动态目标后腔压力值,并实时调整平移油缸的后腔压力,利用平移油缸的后腔压力平衡盾构机俯仰姿态对管片拼装产生的不利影响,确保管片拼装的顺利进行以及保证管片拼装的质量。
13.本发明盾构推进中可同步拼装管片的拼装机控制方法的进一步改进在于,利用如下公式计算拼装机的平移油缸的动态目标后腔压力值:
[0014][0015]
式中,p
slide
为平移油缸的动态目标后腔压力值,ff为拼装机的摩擦阻力,f
segment
为管片的拼装力,g
erction
为拼装机的重力,s
cyliner
为平移油缸无杆腔面积,α为盾构机的俯仰角。
[0016]
本发明盾构推进中可同步拼装管片的拼装机控制方法的进一步改进在于,在利用拼装机抓取一块待拼装的管片时,将拼装机调节至手动操作模式,操作人员手动控制拼装机抓取待拼装的管片并旋转到位。
[0017]
本发明盾构推进中可同步拼装管片的拼装机控制方法的进一步改进在于,在拼装机抓取待拼装的管片并旋转到位后,人工手动将拼装机切换进入定点模式以实现自动控制平移油缸的运行。
[0018]
本发明盾构推进中可同步拼装管片的拼装机控制方法的进一步改进在于,在推进油缸推抵待拼装的管片时,拼装机自动进入浮动模式以使平移油缸泄压。
[0019]
本发明还提供了一种盾构推进中可同步拼装管片的拼装机控制系统,包括:
[0020]
与拼装机控制连接的操控单元,用于在盾构机推进的过程中,控制拼装机抓取一块待拼装的管片并旋转到位;
[0021]
设于所述拼装机上并与盾构机及所述操控单元连接的定点控制单元,所述定点控制单元还与所述拼装机的平移油缸控制连接,用于实时获取盾构机的俯仰角,并根据盾构机的俯仰角计算得出拼装机的平移油缸的动态目标后腔压力值,进而在拼装机抓取待拼装的管片并旋转到位后,根据平移油缸的动态目标后腔压力值控制调整拼装机的平移油缸的后腔压力,还控制平移油缸推动待拼装的管片抵靠到已拼装好的管片上;
[0022]
设于所述拼装机上并与盾构机及所述定点控制单元连接的浮动控制单元,所述浮动控制单元还与所述拼装机的平移油缸控制连接,用于在推进油缸推抵待拼装的管片时,将平移油缸泄压。
[0023]
本发明盾构推进中可同步拼装管片的拼装机控制系统的进一步改进在于,所述定点控制单元利用如下公式计算拼装机的平移油缸的动态目标后腔压力值:
[0024][0025]
式中,p
slide
为平移油缸的动态目标后腔压力值,ff为拼装机的摩擦阻力,f
segment
为管片的拼装力,g
erction
为拼装机的重力,s
cyliner
为平移油缸无杆腔面积,α为盾构机的俯仰角。
[0026]
本发明盾构推进中可同步拼装管片的拼装机控制系统的进一步改进在于,所述操控单元为一控制手柄,通过所述控制手柄操控所述拼装机抓取待拼装的管片并旋转到位。
[0027]
本发明盾构推进中可同步拼装管片的拼装机控制系统的进一步改进在于,所述操控单元上设有与所述定点控制单元控制连接的切换按钮,通过按动切换按钮启动所述定点控制单元运行。
[0028]
本发明盾构推进中可同步拼装管片的拼装机控制系统的进一步改进在于,在定点控制单元将待拼装的管片抵靠到已拼装好的管片上后,发送控制指令给盾构机以使得盾构机启动推进油缸并让推进油缸推抵待拼装的管片,且盾构机在推进油缸推抵待拼装的管片时发送反馈信号给所述拼装机的浮动控制单元,以启动所述浮动控制单元。
附图说明
[0029]
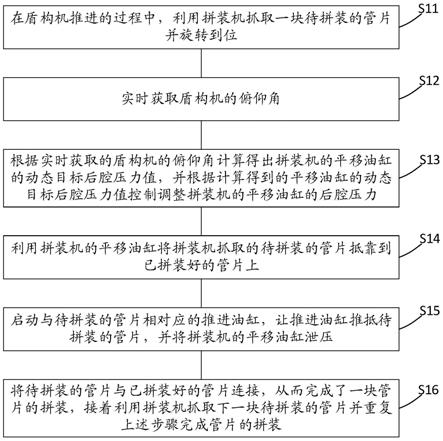
图1为本发明盾构推进中可同步拼装管片的拼装机控制方法的流程图。
[0030]
图2为本发明盾构推进中可同步拼装管片的拼装机控制系统的系统图。
具体实施方式
[0031]
下面结合附图和具体实施例对本发明作进一步说明。
[0032]
参阅图1,本发明提供了一种盾构推进中可同步拼装管片的拼装机控制方法及系统,用于解决现有拼装机采用手动操作模式,需要操作人员一直推动按钮来控制拼装机的平移油缸推顶待拼装的管片以完成的管片拼装中存在的操作难度大及安全风险高的问题。本发明的拼装机控制方法为拼装机设计了两种自动模式,分别是定点模式和浮动模式,在管片拼装的过程中,拼装机处于自动运行的状态,解放操作人员,降低操作人员的操作难度以及安全风险,提高管片拼装的质量。在定点模式下,通过实时的盾构机的俯仰角控制调整平移油缸的后腔压力,以此来平衡盾构机的俯仰姿态对待拼装管片的影响,进一步地确保拼装工作的顺利进行,还提高了拼装质量。下面结合附图对本发明盾构推进中可同步拼装管片的拼装机控制方法及系统进行说明。
[0033]
参阅图2,显示了本发明盾构推进中可同步拼装管片的拼装机控制系统的系统图。下面结合图2,对本发明盾构推进中可同步拼装管片的拼装机控制系统进行说明。
[0034]
如图2所示,本发明的盾构推进中可同步拼装管片的拼装机控制系统包括操控单元21、定点控制单元22以及浮动控制单元23,其中操控单元21与定点控制单元22连接,定点控制单元22与浮动控制单元23连接,操控单元21还与拼装机控制连接,操控单元21用于对拼装机的运行实现控制,在盾构机推进的过程中,操控单元21用于控制拼装机抓取一块待拼装的管片并旋转到位;定点控制单元22设于拼装机上并与盾构机连接,该定点控制单元22还与拼装机的平移油缸控制连接,用于实时获取盾构机的俯仰角,并根据盾构机的俯仰角计算得出拼装机的平移油缸的动态目标后腔压力值,进而在拼装机抓取待拼装的管片并旋转到位后,根据平移油缸的动态目标后腔压力值控制调整拼装机的平移油缸的后腔压力,该定点控制单元22还用于控制平移油缸推动待拼装的管片抵靠到已拼装好的管片上。浮动控制单元23设于拼装机上并与盾构机连接,该浮动控制单元23还与拼装机的平移油缸控制连接,用于在推进油缸推抵待拼装的管片时,将平移油缸泄压。
[0035]
本发明的拼装机控制系统实现了在盾构机掘进的过程中,同步的进行管片的拼装,操控单元21、定点控制单元22以及浮动控制单元23为拼装机提供了三种模式,分别是手动操作模式,定点模式以及浮动模式,操控单元21用于实现手动控制,对应手动操作模式,定点控制单元22用于实现自动控制,对应定点模式,浮动控制单元23用于实现自动控制,对应浮动模式。
[0036]
在同步推拼的过程中,需要保持拼装机与盾构机相对静止,让管片的拼装作业处
于稳定的环境下,而盾构机掘进过程也不是一直保持平直前进的,盾构机的姿态会有一定的俯仰角,而盾构机的俯仰姿态会产生对待拼装的管片产生作用力,在该作用力的作用下,会让待拼装的管片发生偏移或错误,甚至是卡死而无法安装连接螺栓,导致该待拼装的管片要重新对准安装。本发明的控制系统中的定点控制单元22根据盾构机的俯仰角实时计算对应的平移油缸的动态目标后腔压力值,利用该动态目标后腔压力值来控制平移油缸的后腔压力,让平移油缸在推抵待拼装的管片时能够通过后腔压力平衡盾构机的俯仰姿态对待拼装的管片所造成的影响,进而保证管片的顺利拼装以及管片的拼装质量。
[0037]
在本发明的一种具体实施方式中,定点控制单元利用如下公式计算拼装机的平移油缸的动态目标后腔压力值:
[0038][0039]
式中,p
slide
为平移油缸的动态目标后腔压力值(单位kpa),ff为拼装机的摩擦阻力(单位为kn),f
segment
为管片的拼装力(单位为kn),g
erction
为拼装机的重力(单位为kn),s
cyliner
为平移油缸无杆腔面积(单位为m2),α为盾构机的俯仰角(单位为
°
)。其中拼装机的摩擦阻力为拼装机在盾构机上移动的过程中所受到的阻力值,该阻力值可通过实际测量得到,拼装机的重力也可通过实际测量得出,管片的拼装力为设定值,平移油缸无杆腔面积可根据平移油缸的尺寸进行计算得到。若盾构机抬头则俯仰角的值区正,反之取负。
[0040]
进一步地,在计算得出实时的平移油缸的动态目标后腔压力值后,可通过电比例压力控制阀来控制平移油缸的泵源压力,让平移油缸的后腔压力达到动态目标后腔压力值。还可以通过电比例压力可供制法来控制平移油缸的后腔压力,让后腔压力达到动态目标后腔压力值。
[0041]
在本发明的一种具体实施方式中,操控单元为一控制手柄,该控制手柄上设有多个控制按键,各控制按键与拼装机上对应的设备控制连接,以控制各个设备的运行,通过控制手柄操控拼装机抓取待拼装的管片并旋转到位。
[0042]
较佳地,启动拼装机,让拼装机处于手动操作模式,操作人员手持控制手柄并对拼装机进行操控,让拼装机的真空吸盘抓取待拼装的管片,再让拼装机旋转到待拼装的管片所需安装的角度。
[0043]
在本发明的一种具体实施方式中,操控单元上设有与定点控制单元控制连接的切换按钮,通过按动切换按钮启动定点控制单元运行。
[0044]
另一较佳实施方式中,在拼装机的操控界面上设有模式切换按钮,可人工手动选择拼装机的工作模式,当点选定点模式时,即启动定点控制单元运行。
[0045]
在本发明的一种具体实施方式中,在定点控制单元将待拼装的管片抵靠到已拼装好的管片上后,发送控制指令给盾构机以使得盾构机启动推进油缸并让推进油缸推抵待拼装的管片,且盾构机在推进油缸推抵待拼装的管片时发送反馈信号给拼装机的浮动控制单元,以启动浮动控制单元。
[0046]
在手动操作模式下,已经让拼装机抓取的待拼装的管片旋转到位了,进入定点模式时,拼装机自动运行,平移油缸驱动拼装机进行轴向运动,且平移油缸在驱动的过程中保持动态目标后腔压力,使得拼装机相对于盾构机向后运动,待拼装的管片与已经拼装好的管片相紧贴。之后盾构机控制推进油缸伸出,该推进油缸与待拼装的管片相接触,之后盾构
机控制推进油缸调节后腔压力,在后腔压力调节到设定值(较佳为100bar)时,拼装机自动进入了浮动模式,平移油缸泄压不出力,拼装机与待拼装的管片一起被推进油缸顶推着,且拼装机与待拼装的管片保持相对静止。此时操作人员可完成管片的环、纵向螺栓的安装,以实现连接待拼装的管片和已拼装好的管片,如此就完成了一块管片的安装,拼装机提升油缸回缩,拼装机的吸盘与管片脱离,待提升油缸回缩一定值(较佳为10cm)后自动切换进入手动操作模式,继续进行下一块管片的安装。
[0047]
本发明还提供了一种盾构推进中可同步拼装管片的拼装机控制方法,下面对该控制方法进行说明。
[0048]
如图1所示,本发明的盾构推进中可同步拼装管片的拼装机控制方法包括如下步骤:
[0049]
执行步骤s11,在盾构机推进的过程中,利用拼装机抓取一块待拼装的管片并旋转到位;接着执行步骤s12;
[0050]
执行步骤s12,实时获取盾构机的俯仰角;接着执行步骤s13;
[0051]
执行步骤s13,根据实时获取的盾构机的俯仰角计算得出拼装机的平移油缸的动态目标后腔压力值,并根据计算得到的平移油缸的动态目标后腔压力值控制调整拼装机的平移油缸的后腔压力;接着执行步骤s14;
[0052]
执行步骤s14,利用拼装机的平移油缸将拼装机抓取的待拼装的管片抵靠到已拼装好的管片上;接着执行步骤s15;
[0053]
执行步骤s15,启动与待拼装的管片相对应的推进油缸,让推进油缸推抵待拼装的管片,并将拼装机的平移油缸泄压;接着执行步骤s16;
[0054]
执行步骤s16,将待拼装的管片与已拼装好的管片连接,从而完成了一块管片的拼装,接着利用拼装机抓取下一块待拼装的管片并重复上述步骤完成管片的拼装。
[0055]
本发明的拼装机控制方法在拼装过程中让拼装机进入自动模式,解决手动操作模式存在的操作难度大的问题,且拼装机自动运行的过程中,通过实时获取的盾构机的俯仰角来计算平移油缸的动态目标后腔压力值,并实时调整平移油缸的后腔压力,利用平移油缸的后腔压力平衡盾构机俯仰姿态对管片拼装产生的不利影响,确保管片拼装的顺利进行以及保证管片拼装的质量。
[0056]
在本发明的一种具体实施方式中,利用如下公式计算拼装机的平移油缸的动态目标后腔压力值:
[0057][0058]
式中,p
slide
为平移油缸的动态目标后腔压力值,ff为拼装机的摩擦阻力,f
segment
为管片的拼装力,g
erction
为拼装机的重力,s
cyliner
为平移油缸无杆腔面积,α为盾构机的俯仰角。
[0059]
在本发明的一种具体实施方式中,在利用拼装机抓取一块待拼装的管片时,将拼装机调节至手动操作模式,操作人员手动控制拼装机抓取待拼装的管片并旋转到位。
[0060]
在本发明的一种具体实施方式中,在拼装机抓取待拼装的管片并旋转到位后,人工手动将拼装机切换进入定点模式以实现自动控制平移油缸的运行。
[0061]
在本发明的一种具体实施方式中,在推进油缸推抵待拼装的管片时,拼装机自动
进入浮动模式以使平移油缸泄压。
[0062]
以上结合附图实施例对本发明进行了详细说明,本领域中普通技术人员可根据上述说明对本发明做出种种变化例。因而,实施例中的某些细节不应构成对本发明的限定,本发明将以所附权利要求书界定的范围作为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1