一种基于套接式波箔的空气轴承的制作方法
1.本发明涉及空气轴承,具体是一种基于套接式波箔的空气轴承。
背景技术:
2.公开号cn112879318a的发明专利公开了一种高速离心压缩机,并具体公开了止推空气轴承包括底板、中间支撑件、顶层箔片,底板呈环形,底板上沿圆周设有若干条冷却凹槽,底板的外边缘设有若干个固定安装孔;中间支撑件包括若干支撑箔片和弹性箔片,支撑箔片和弹性箔片通过点焊方式固定在底板上,支撑箔片和弹性箔片两两一组,用来对顶层箔片进行支撑;所述顶层箔片包括若干片单片箔片,所述若干片单片箔片呈环形布置,相邻两单片箔片之间柔性连接形成整体式顶层箔片结构。
3.公开号cn108286567a的发明专利公开了一种具有厚顶层箔片结构的止推箔片动压空气轴承,包括底板、支承波箔和顶层箔片,圆形的底板设置在下方,多片扇形的顶层箔片固定在底板的上方,支承波箔装配在底板和顶层箔片之间,还包括设置在顶层箔片和底板结合处径向一侧的入口段垫片,入口段垫片的厚度可调,支承波箔和顶层箔片之间为预紧装配。
4.上述专利公开的技术方案中都包含了底板,并且波箔、顶箔都直接或间接与底板进行连接,而通常底板都是通过螺钉固接在扩压器或轴承座上,不仅占据了有限的空间,而且在长期动载荷的作用下,螺钉会出现松动、断裂,影响气体压缩机整个系统的稳定性。而且支承波箔因焊接容易造成变形,造成波箔翘起,导致顶波不平整,运行时气膜不均匀。
技术实现要素:
5.为克服现有技术的缺陷或缺陷之一,本发明公开一种基于套接式波箔的空气轴承,所采取的技术方案是:一种基于套接式波箔的空气轴承,包括n个波箔单体,与现有技术不同的是:扩压器或轴承座的端面上开设同心的圆槽,在圆槽的槽底圆周阵列n组、每组m个圆销孔,n组、每组m个圆柱销分别与这些圆销孔过盈配合,圆柱销的顶面高出扩压器或轴承座的端面至少波箔单体的厚度;n个波箔单体分别套设在n组圆柱销上;每个圆柱销的顶端通过点焊与顶箔固接;n≥3,m≥1。
6.进一步地,每个波箔单体靠近圆销孔的一侧向外同曲率延伸形成非波段,非波段上开设m个通孔,通孔与圆柱销间隙或过渡配合。
7.进一步地,顶箔包括n个顶箔单体,每个顶箔单体包括固定段、比固定段高的抵接段、将固定段与抵接段连为一体的转折段,固定段的下表面与抵接段的下表面之间的距离小于波箔单体的波高;每个顶箔单体的固定段与1组圆柱销的顶端通过激光点焊固接在一起。
8.进一步地,顶箔包括n个顶箔单体,相邻两个顶箔单体之间通过波形系带连为一体形成环形;每个顶箔单体的同侧边缘与1组圆柱销的顶端通过激光点焊固接在一起。
9.进一步地,波形系带包括靠近内环的内系带和靠近外环的外系带。
10.进一步地,还包括n个垫片,每个垫片上开设m个与圆销孔位置对应的通孔,通孔与圆柱销间隙或过渡配合。
11.与现有技术相比,本发明具有如下有益的技术效果:1.省去现有技术的底板、安装螺钉,节省了零件和加工成本。
12.2.波箔套设在圆柱销上,无需焊接,避免了波箔因焊接引起的变形。
13.3.波箔套设在圆柱销上,圆柱销对波箔进行径向和轴向限位,无需焊接固定,避免脱焊掉落的可能性,运行更可靠,但不限制波箔自由端的伸展与回缩,提供相应的弹性和阻尼。
14.4.波箔套设在圆柱销上,提高了轴承装配的表面平整度,提高了受力和磨擦的均匀性,减少磨损、提高寿命。
15.5.整个空气轴承均下潜进圆槽,不仅节省了空间,有利于气体压缩机的小型化、轻量化,而且空气轴承在旋转过程中产生的空气垫相对被局限在圆槽内不易逸散,产生的止推力量更强、更稳定。
16.6.结构简单,便于安装。
附图说明
17.图1是本发明轴承座的结构示意图。
18.图2是本发明波箔单体的结构示意图。
19.图3是本发明圆柱销的结构示意图。
20.图4是实施例1中顶箔单体的结构示意图。
21.图5是实施例1中轴承座与波箔单体、圆柱销和顶箔单体装配后的结构示意图。
22.图6是实施例2中顶箔的结构示意图。
23.图7是实施例2中轴承座与波箔单体、圆柱销和顶箔装配后的结构示意图。
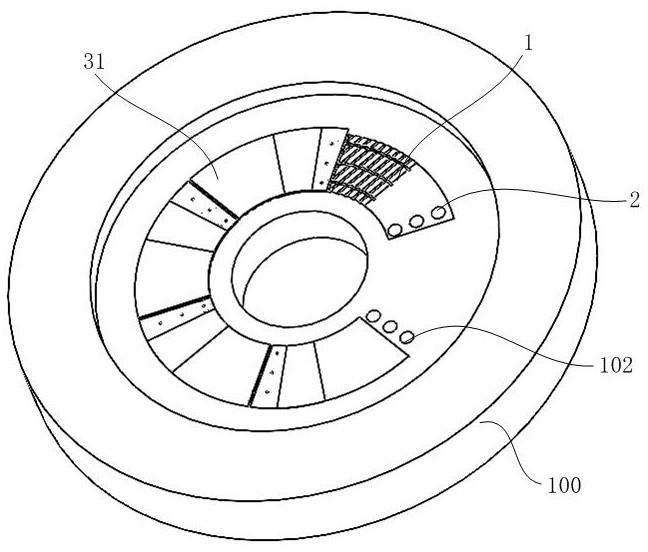
24.图8是切除部分顶箔后的结构示意图。
25.图中,100-轴承座;101-圆槽;102-圆销孔;103-优弧槽;1-波箔单体;2-圆柱销;3-顶箔;31-顶箔单体;311-固定段;312-抵接段;313-转折段;32-波形系带;321-内系带;322-外系带。
具体实施方式
26.下面结合附图、以轴承座100为例对本发明做进一步说明。
27.实施例1,如图1所示的气体压缩机的轴承座100,中心开设轴孔,扩压器或轴承座100的端面上开设同心的圆槽101,在圆槽101的槽底圆周阵列6组、每组3个、总数为18个圆销孔102,圆销孔102可以采取钻孔的方式加工,加工工艺非常简单。圆槽101可以采取车或铣的方式加工,加工工艺成熟简便。
28.如图3所示,6组、每组3个、总数为18个圆柱销2分别与6组、每组3个、总数为18个圆销孔102过盈配合;圆柱销2的顶面高出扩压器或轴承座100的端面至少波箔单体1的厚度;圆柱销2的材质选用不锈钢、碳钢或高温合金等任何适焊的材料,区别于轴承座100常用的铝材,比铝材更方便焊接,焊接强度也更高。
29.如图2所示的6个波箔单体1分别套设在6组圆柱销2上;每个波箔单体1靠近圆销孔102的一侧向外同曲率延伸形成非波段11,非波段11上对应圆销孔102的位置开设3个通孔12,通孔12与圆柱销2间隙配合,过渡配合也可以。波箔单体1套设在圆柱销2上,彻底杜绝了波箔单体1开焊脱落的可能。
30.如图4所示的6个顶箔单体31的右侧通过激光点焊分别与18个圆柱销2的顶端固接,每个顶箔单体31包括固定段311、比固定段311高的抵接段312、将固定段311与抵接段312连为一体的转折段313,固定段311的下表面与抵接段312的下表面之间的距离小于波箔单体1的波高;6个顶箔单体31被焊接固定后,6个顶箔单体31抵接段312的下表面分别抵接6个波箔单体1带有波形曲面的上表面,每个波箔单体1的非波段11的上表面分别抵压每个顶箔单体31的下表面,每个顶箔单体31的转折段313和抵接段312就会向上翘起,每个顶箔单体31呈现一端低、一端高的斜坡状,整个顶箔3呈现高低相间的环状锯齿波。
31.为了方便地说明波箔单体1、圆柱销2和顶箔单体31与轴承座的结构关系,在图5中,右下方位置的1组圆销孔102未装配圆柱销2,也就未套设波箔单体1,而且也未焊接顶箔单体31;右上方位置的1组圆销孔102上虽装配圆柱销21,圆柱销2上也套设了波箔单体1,但未焊接顶箔单体31;其它位置的圆柱销2上均完整地装配了波箔单体1、圆柱销2和顶箔单体31。图中的小黑点为激光焊接的焊点。
32.本实施例的空气轴承是一种空气止推轴承,分别安装在扩压器和轴承座100上,成对镜像安装,轴在旋转时,带动周围的空气同时旋转流动,旋转流动的空气流经顶箔3高低相间的环状锯齿波时,在边界层吸附效应的作用下,成对的空气止推轴承之间就会产生要将彼此分离的推力,轴旋转的速度越快,产生的推力相应越大,相应地进入每个波箔单体1下表面的波形槽中空气的压力也越大,每个波箔单体1会抵压每个顶箔单体31不至于被压塌,这是一个动态平衡的过程,在此过程中,波箔单体1小幅度地伸缩变形,波高会有小幅度的变化,以适应轴旋转速度的变化。
33.实施例2,如图6-8所示,其他与实施例1相同,不同的是顶箔3为环形一体结构,相邻两个顶箔单体31之间通过波形系带32连为一体形成环形;波形系带32包括靠近内环的内系带321和靠近外环的外系带322。波形系带32起到柔性连接相邻顶箔单体31的作用。
34.每个顶箔单体31的同侧边缘与1组圆柱销2的顶端通过激光点焊固接在一起。从而使得顶箔3与轴承座100固接在一起。焊接后,环形的顶箔3的下表面与圆柱销2的顶面抵接,波形系带32便自然弯曲变形,使得整个顶箔3呈现高低相间的环状锯齿波。由于波形系带32对相邻顶箔单体31具有牵扯作用,故而整个顶箔3的顶面会更加平整,提高了受力和磨擦的均匀性,减少磨损、提高寿命。
35.为了方便地说明波箔单体1、圆柱销2和顶箔3与轴承座100相互的结构关系,在图8中,将顶箔3进行了半剖,右下方位置的1组圆销孔102未装配圆柱销2,也就未套设波箔单体1,顶箔3被剖切;右方和右上方位置的2组圆销孔102上装配了圆柱销21,圆柱销2上也套设了波箔单体1,顶箔3被剖切;其它位置的圆柱销2上均完整地装配了波箔单体1、圆柱销2和顶箔单体31,顶箔3未被剖切。图中顶箔3上的小黑点为激光焊接的焊点。
36.实施例3,在实施例1或实施例2的基础上,增加了6个垫片(图中未示出),每个垫片上开设3个与圆销孔102位置对应的通孔,通孔与圆柱销2间隙或过渡配合。相应地,圆柱销2的顶面高出轴承座100的端面的距离等于波箔单体1的厚度加上垫片的厚度。垫片套设在圆
柱销上,彻底杜绝了垫片开焊脱落的可能。垫片的厚度可以根据需要进行调整,通过套设不同厚度的垫片可以调节单个顶箔单体31的起伏坡度。
37.上述具体实施方式不能作为对本发明保护范围的限制,对于本技术领域的技术人员来说,对本发明实施方式所做出的任何替代改进或变换均落在本发明的保护范围内。
38.本发明未详述之处,均为本技术领域技术人员的公知技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1