一种多电极CFRP传感筋及其制备系统与制备方法
一种多电极cfrp传感筋及其制备系统与制备方法
技术领域
1.本发明属于土木工程桥梁缆索的智能监测领域,尤其涉及一种多电极cfrp传感筋及其制备系统与制备工艺。
背景技术:
2.随着中国经济的快速发展,为方便运输联通世界,大跨度桥梁越来越受到工程师的青睐。但工程实践表明大跨桥梁的钢制缆索因较大的结构自重严重制约跨度提升,易腐蚀性导致劣化而被更换,结构检测存在损伤结构、成本高、操作复杂等缺陷,导致后期维护成本较高。研究表明cfrp(carbon fiber reifoced polymer,碳纤维增强复合材料)既具有比强度高、耐腐蚀好、承载力强、耐久性好等优势,亦具有自感知、自监测、自传感特性。上述优势使得cfrp不仅能够实现承载功能,亦可作为结构自身的传感元件以实现动态、全时域的在线损伤自检测功能,因此集承载与传感特性于一体的cfrp缆索(筋/绞线)在大跨桥梁结构中逐渐兴起。
3.cfrp筋作为结构构件,承载方面以拉伸强度和拉伸模量为评价指标,用以衡量强度、刚度、稳定性等方面的要求;传感方面以线性度、重复性和灵敏度为评价指标,用以衡量自感知、自监测、自传感等方面的要求。目前,对cfrp筋的生产方式是如图1和图2所示在实验室条件下运用真空工艺与运用刷胶工艺所制备的cfrp筋,但是采用这两种方式制备的cfrp筋未能对cfrp原丝11的渗透率进行有效控制。因此上述两种方案所制备的cfrp筋在纤维体积分数、电阻率、电阻变化率-应变、灵敏度、制备效率等方面均存在不足,制约着cfrp智能传感筋的制备性能与经济效益。
4.因此,需要一种能有效提高cfrp智能传感筋在纤维体积分数、电阻率、电阻变化率-应变、灵敏度等方面的性能与制备效率的cfrp传感筋制备方案。
技术实现要素:
5.为了解决现有技术中存在的不足,本发明提出了一种多电极cfrp传感筋及其制备系统与制备方法,从环氧胶的渗透率(渗透率是描述纤维织物对流体流动阻力的物理参数,反映了树脂在纤维层中流动的难易程度,是多孔介质一种固有的材料属性)机理出发,并通过控制辊挤制备工艺中基体(环氧胶)与增强相(cfrp原丝)的体积比,进而获得性能更优异的cfrp智能传感筋。
6.本发明所采用的技术方案如下:
7.一种多电极cfrp传感筋制备系统,包括依次设置的上胶单元、辊挤单元和成型单元,
8.所述上胶单元包括滚轴、环氧胶池;所述环氧胶池内装有环氧胶;所述滚轴设置若干个,一部分滚轴设置在环氧胶池内,一部分设置在环氧胶池外,环氧胶池内、外的滚轴交错设置,将cfrp原丝浸没在环氧胶池内;
9.所述辊挤单元包括依次设置的cfrp纤维转向控制棒、挤胶装置;cfrp纤维转向控
制棒可转动安装,用于调节从环氧胶池内传输出的cfrp原丝角度;所述挤胶装置包括副挤胶辊筒、主挤胶辊筒,所述辊挤单元配有辊挤驱动单元;
10.成型单元将经过上胶、辊挤处理后的cfrp原丝加工制成cfrp筋传感元件。
11.进一步,所述cfrp纤维转向控制棒安装在支架上,该支架与转向控制棒装置连接,转向控制棒装置包括转轴固定圈、转轴和支撑杆;转轴和转轴固定圈依次套装在第一支撑杆外部,第一支撑杆与转轴之间固定连接,转轴和转轴固定圈之间可转动连接;支撑杆与cfrp纤维转向控制棒的支架固定连接;转轴固定圈通过多个均匀分布的固定螺丝固定在工作台上。
12.进一步,主挤胶辊筒设置1个,副挤胶辊筒设置2个,副挤胶辊筒分别位于主挤胶辊筒的两侧,三者位于同一直线上。
13.进一步,主挤胶辊筒可转动安装在辊筒焊接装置上,辊筒焊接装置的底部焊接在工作台上;
14.副挤胶辊筒可转动安装在第二支撑杆,在每个第二支撑杆的底部设置副辊筒滑动控制装置,通过副辊筒滑动控制装置可以调节2个副挤胶辊筒与1个主挤胶辊筒在工作台上的相对距离。
15.进一步,在工作台上开设轨道,轨道与辊筒两侧的滑轮相对应。
16.进一步,辊挤驱动单元包括电动机,电动机的动力输出端与主挤胶辊筒动力连接。
17.进一步,在挤胶辊筒的上部设有矩形漏池,矩形漏池装有环氧胶,矩形漏池内的环氧胶13通过漏孔滴落在副挤胶辊筒、主挤胶辊筒上。
18.进一步,在挤胶辊筒的下部设有矩形收集池,利用矩形收集池对经副挤胶辊筒、主挤胶辊筒辊挤出的多余环氧胶进行回收。
19.一种多电极cfrp传感筋制备工艺,包括如下步骤:
20.步骤1,cfrp原丝沿着滚轴浸润在由环氧胶池所盛环氧胶中,静置至原丝之间无气泡冒出;
21.步骤2,cfrp原丝经过牵引进入cfrp纤维转向棒,有效的掠去cfrp原丝表面多余的环氧胶。再通过调节上胶单元内滚轴,控制cfrp原丝浸胶时间;以及调节副挤胶辊筒与主挤胶辊筒之间的距离,控制cfrp原丝的渗透率:
[0022][0023]
其中,d
gt
为副、主挤胶辊筒之间的距离;t
gt
为副、主挤胶辊筒之间cfrp原丝的浸胶时间;k为渗透率;k为直线斜率,v
cfrp
为cfrp原丝的体积,δp为进入辊筒的压力差;为cfrp原丝11的孔隙率,μ为环氧胶粘度;s为主副挤胶辊筒折算的平面面积,c为cfrp原丝经过副、主挤胶辊筒的位移;
[0024]
步骤3,将浸润过环氧胶并经过辊挤后的cfrp原丝置入模具中成型,制备cfrp筋;
[0025]
步骤4,将制备好的cfrp筋两端断面切割整齐,并打磨平整后清除断面残屑;
[0026]
步骤5,制备电极;
[0027]
步骤6,在电极处均匀涂抹环氧胶,待固化完成后形成电极保护。
[0028]
一种多电极cfrp传感筋,采用上述系统制备而成。
[0029]
本发明的有益效果如下:
[0030]
1、本发明针对一种多电极cfrp智能传感结构的制备工艺进行优化,较其它制备工艺,本优化工艺对cfrp原丝的渗透率进行有效控制,使得传感元件的纤维体积分数、电阻率、电阻变化率-应变、灵敏度、制备效率等参数更优,有效提高智能筋的传感特性。
[0031]
2、本发明针对一种多电极cfrp智能传感结构的制备工艺进行优化,且本系统整体结构简单成本低、可批量生产,系统通过设置的转向控制棒32、挤胶装置对cfrp原丝的渗透率进行有效控制,较其它制备工艺,本系统简单可控。
[0032]
3、本发明针对一种多电极cfrp智能传感结构的制备工艺进行优化,较其他制备工艺,本制备工艺针对cfrp的渗透率并辅之以理论推导,提出一套工艺原理、工艺流程及操作方法,使得制备工艺科学、合理。
[0033]
本发明针对上述两种制备工艺中的成型工艺原理、工艺流程、操作方法、不同工艺使用的设备、原料辅料等技术方面进行优化后提出一种辊挤制备工艺的方法与技术理论并进行试验测试,实验结果表明辊挤制备工艺所制备的cfrp智能传感筋性能较上述两种制备工艺所制备的cfrp智能传感筋更优异,同时,亦表明辊挤制备工艺的可行性、优异性与可靠性,可以为cfrp智能传感筋在cfrp缆索结构/构件中实现传感、监测提供制备方面的技术支持。
附图说明
[0034]
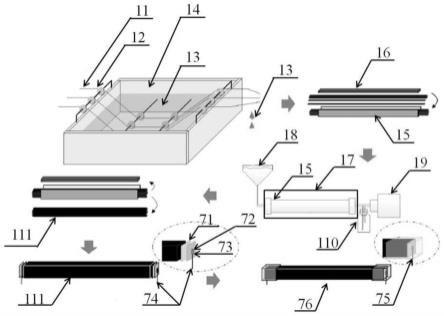
图1为实验室真空制备工艺图;
[0035]
图2为实验室刷胶制备工艺图;
[0036]
图3为实验室辊挤制备工艺图;
[0037]
图4为实验室辊挤制备工艺装置流程图;
[0038]
图5为实验室辊挤制备工艺纤维转向控制棒转向装置局部放大图;
[0039]
图6为实验室辊挤制备工副辊筒移动装置局部放大图;
[0040]
图7为三种工艺制备cfrp筋传感元件图;
[0041]
图8为三种工艺制备cfrp筋传感元件的纤维体积分数图;
[0042]
图9为三种工艺制备cfrp筋传感元件的电阻率箱型对比图;
[0043]
图10为三种工艺制备cfrp筋传感元件的电阻变化率-应变对比图;
[0044]
图11为三种工艺制备cfrp筋传感元件的灵敏度趋势分段对比图;
[0045]
图1:11、cfrp原丝,12、滑轮,13、环氧胶,14、环氧胶池,15、模具,16、压顶钢条,17、真空袋,18、漏斗,19、抽气泵,110、收集瓶,111、cfrp筋;
[0046]
图2:21、玻璃底板,22、固定带,23、预拉力,24、毛刷,25、防腐手套,26、剪刀;
[0047]
图3:31、滚轴,32、cfrp纤维转向控制棒,33、副挤胶辊筒,34、主挤胶辊筒,35、矩形漏池;
[0048]
图4:41、支架,42、工作台,43、转向控制棒装置,44、电动机,45、传动带,46、副辊筒滑动控制装置,47、主辊筒焊接装置,48、矩形收集池;
[0049]
图5:51、转轴固定圈,52、固定螺丝,53、转轴,54、定位螺丝,55、第一支撑杆;
[0050]
图6:61、滑轮,62、刹车皮,63、刹车螺丝,64、刹车定位孔,65、第二支撑杆,66、轨
道;
[0051]
图7:71、导电胶,72、铜电极,73、焊点,74、导线,75、电极保护,76、cfrp筋传感元件,
具体实施方式
[0052]
为了使本发明的目的、技术方案及优点表述清楚,下述将结合附图及实施例对本发明内容进行详细说明。应当理解,此处所描述的具体实施例仅用于解释本发明,并不用于限定本发明。
[0053]
现有技术1:
[0054]
图1所示的制备工艺是现有技术中cfrp筋真空制备系统及工艺,首先,将cfrp原丝11沿着滑轮12的作用,慢慢滑动将cfrp原丝11浸润在环氧胶池14所盛的环氧胶13中,静置至原丝之间无气泡冒出。在模具15的内壁上均匀涂抹好脱模剂,以连续、完整、顺直、叠层的方式自下而上将浸润过环氧胶的cfrp原丝11置入模具15中。使原丝的层叠厚度大于筋材设计尺寸2mm,然后在纤维层顶部水平放置压顶钢条16,保证顶面成型质量。
[0055]
将模具15全部、水平的放入抽真空袋17内,在漏斗18内加入适量环氧胶13,再用抽气泵19抽出真空袋17内的空气。将压顶钢条16在真空袋17收紧过程中持续均匀挤压碳纤维叠层,多余环氧胶13在负压作用下流入收集瓶110内。
[0056]
观察收集瓶110内环氧胶增加情况以确定抽真空停止时间,当瓶内环氧胶不在增加,静置5min-10min后关闭抽气泵19。从真空袋17内取出模具15并压紧压顶钢条16,25℃恒温固化养护7天。
[0057]
按规格需求,将制备好的cfrp筋111两端断面切割整齐,用砂纸打磨平整后再用酒精清除断面残屑。
[0058]
如图7用导电胶71将铜电极72黏贴在cfrp筋111端部截面,再用焊锡将导线74焊在铜电极72上并形成焊点73以制备电极。在端部施加均匀压力后养护24h,待导电胶71固化。
[0059]
最后将制作好电极的cfrp筋传感元件76两端均匀涂抹环氧胶13,待固化完成后形成较好的电极保护75。
[0060]
现有技术2:
[0061]
图2所示的制备工艺是现有技术中cfrp筋刷胶制备系统及工艺,首先,根据试验规格需求截取一定长度的cfrp原丝11,并将其平行排列在光滑洁净的玻璃底板21上,并用固定带22对cfrp原丝11进行固定,然后在cfrp原丝11两端施加一定的预拉力23保证纤维顺直、紧贴玻璃底板21上。
[0062]
对玻璃底板21上的cfrp原丝11进行第一次刷胶。用毛刷24沾取环氧胶13均匀、平缓地土刷在玻璃底板21上的cfrp原丝11,用边缘打磨光滑的玻璃刮片用力朝一个方向刮除多余环氧胶及残留气泡。
[0063]
将第一次刷胶的cfrp原丝11在25℃恒温养护7天后,用防腐手套25除模并剥离碳纤维丝束。用剪刀26沿着纤维边界裁剪出丝束,重复进行上述方法对cfrp原丝进行二次刷胶。
[0064]
将二次刷胶完成的碳纤维丝束逐一、整齐排列于涂抹好脱模剂的模具15中,层叠厚度大于筋材设计尺寸1mm,盖上模具钢条盖板,施加以均匀压力,按要求进行养护。
[0065]
按规格需求,将制备好的cfrp筋111两端断面切割整齐,用砂纸打磨平整后再用酒精清除断面残屑。
[0066]
如图7用导电胶71将铜电极72黏贴在cfrp筋111端部截面,再用焊锡将导线74焊在铜电极72上并形成焊点73以制备电极。在端部施加均匀压力后养护24h,待导电胶71固化。
[0067]
最后将制作好电极的cfrp筋传感元件76两端均匀涂抹环氧胶13,待固化完成后形成较好的电极保护75。
[0068]
但是上述两种cfrp筋制备方法中,对cfrp原丝11上环氧胶的过程中是通过人工刮出等方式去除多余环氧胶,以至于这两种方式都无法对增强项(cfrp原丝)的渗透率进行精准控制,难以控制筋材内部气泡并难降低原丝之间的空隙率,进而无法有效控制筋材内部的cfrp原丝导电通路,并最终影响cfrp筋传感元件的电阻率、电阻变化率-应变、灵敏度等方面的性能与制备效率。
[0069]
基于上述现有工艺存在的不足,本技术设计出了一种多电极cfrp传感筋制备系统,如图3和4所示,包括:上胶单元、辊挤单元以及成型单元。
[0070]
上胶单元包括滚轴31、环氧胶池14。环氧胶池14内装有环氧胶13;在环氧胶池14内设置至少一根滚轴31,环氧胶池14内的滚轴31与环氧胶池14壁面可转动安装;在环氧胶池14上部至少设置2根滚轴31,环氧胶池14上部的滚轴31可转动安装在支架41上;滚轴31起到改变cfrp原丝11移动方向的作用;如图3所示,cfrp原丝11交错穿过滚轴31,在滚轴31的作用下,将cfrp原丝11浸没在环氧胶池14内。
[0071]
另外,为了提高原丝11在环氧胶池14内上胶的时间,在环氧胶池14内可以设置多根滚轴31。例如,分别在环氧胶池14外设置2根,环氧胶池14内设置3根;环氧胶池14内的滚轴31与环氧胶池14外部的滚轴31交错布置。因此cfrp原丝11在5根滚轴31的作用下呈“w”状,cfrp原丝11可以两次浸没在环氧胶池14内。或者,环氧胶池14内设置2根,在环氧胶池14外部设置2根,但是通过增大环氧胶池14内设置2根滚轴31之间的距离,也可以提高原丝11在环氧胶池14内上胶的时间。
[0072]
辊挤单元包括cfrp纤维转向控制棒32、挤胶装置以及辊挤驱动单元;
[0073]
cfrp纤维转向控制棒32安装在支架上,该支架与转向控制棒装置43连接,通过转向控制棒装置43控制cfrp纤维转向控制棒32的转向运动。结合附图5所示,转向控制棒装置43包括转轴固定圈51、转轴53和支撑杆55;转轴53和转轴固定圈51依次套装在第一支撑杆55外部,第一支撑杆55与转轴53之间固定连接,两者能够同步转动;转轴53和转轴固定圈51之间可转动连接,固定圈51用于限定转轴53的位置。转轴固定圈51通过多个均匀分布的固定螺丝52固定在工作台42上。转轴53为旋转轴承,转轴53上开设一个定位孔,该定位孔配有定位螺丝54,在旋转调整角度时以定位螺丝54控制旋停位置。本技术中,通过cfrp纤维转向控制棒32对上胶后cfrp原丝11的方向进行调节,cfrp原丝11在末端牵引力作用下通过调整cfrp纤维转向控制棒32,有效的掠去cfrp原丝11表面富余的环氧胶13。
[0074]
挤胶装置包括副挤胶辊筒33、主挤胶辊筒34;在本实施例中,设置1个主挤胶辊筒34、2个副挤胶辊筒33,副挤胶辊筒33位于主挤胶辊筒34的两侧,三者位于同一直线上。主挤胶辊筒34可转动安装在辊筒焊接装置47上,辊筒焊接装置47的底部焊接在工作台42上;副挤胶辊筒33可转动安装在第二支撑杆65;例如,主挤胶辊筒34的两端设有转轴,每一侧的转轴均通过轴承安装在辊筒焊接装置47的轴承安装孔内,故可以实现辊筒绕支撑杆转动。
[0075]
在每个第二支撑杆65的底部设置副辊筒滑动控制装置46,通过副辊筒滑动控制装置46可以调节2个副挤胶辊筒33与1个主挤胶辊筒34在工作台42上的相对距离。副辊筒滑动控制装置46的结构如图6所示,包括滑轮61以及刹车单元;其中,滑轮61与第二支撑杆65的底部铰接,通过手动控制滑轮61,进而控制副、主辊筒之间的距离;由电机正转或反转驱动滑轮61相应的转动,从而带动相应的辊筒发生相对移动。刹车单元包括刹车皮62、刹车螺丝63,刹车皮62的一端与第二支撑杆65固定连接,刹车皮62的另一端装有刹车螺丝63,在第二支撑杆65上开设多个刹车定位孔64,当需要刹车时,通过旋转刹车螺丝63,使得刹车螺丝63带动刹车皮62靠近第二支撑杆65,此时刹车皮62会与滑轮61接触,通过刹车皮62对滑轮61进行锁紧,使其停止滚动。反之,通过调节刹车螺丝63,松开刹车皮62与滑轮61,使得滑轮61可以恢复滚动。
[0076]
更优的,为了限定挤胶装置在工作台42上沿直线移动,因此在工作台42上开设轨道66,轨道66与辊筒两侧的滑轮61相对应,在移动过程中,滑轮61沿轨道66移动,能够保证挤胶装置移动的平稳。
[0077]
辊挤驱动单元包括电动机44,电动机44的动力输出端与主挤胶辊筒34动力连接,驱动主挤胶辊筒34转动。而主挤胶辊筒34会带动其两侧的副挤胶辊筒33发生转动。在本实施例中,电动机44通过传动带45连接主挤胶辊筒34,实现动力传递;也可以通过联轴器,直接将电动机44的输出端连接主挤胶辊筒34。
[0078]
成型单元是将经过上胶、辊挤处理后的cfrp原丝11加工制成cfrp筋传感元件76;具体过程是:将辊挤处理后的cfrp原丝11置入模具15,通过压合成型;将压合成型的cfrp筋传感元件76的端断面切割整齐,用砂纸打磨平整后再用酒精清除断面残屑;在安装铜电极72以及后续的加工。
[0079]
更具体地,在本系统的挤胶装置的上部设有矩形漏池35,矩形漏池35装有环氧胶13,矩形漏池35内的环氧胶13通过漏孔滴落在副挤胶辊筒33、主挤胶辊筒34中,防止进行辊挤时cfrp原丝11上的环氧胶13的体积过少。
[0080]
更具体地,在本系统的挤胶装置的下部设有矩形收集池48,利用矩形收集池48对经副挤胶辊筒33、主挤胶辊筒34辊挤出的多余环氧胶13进行回收。
[0081]
更具体地,在挤胶装置的后续工位可以再设置一组支架41以及支架41上的滚轴31用于改变辊挤后cfrp原丝11的走向。
[0082]
基于本技术所设计出的一种多电极cfrp传感筋制备系统,本技术还设计出了一种多电极cfrp传感筋制备方法:
[0083]
步骤1,将cfrp原丝11沿着滚轴31由牵引力慢慢滑动浸润在由环氧胶池14所盛环氧胶13(环氧胶粘度在0.1-0.3pa
·
s范围,便于流动和渗透)中,静置至原丝之间无气泡冒出。
[0084]
步骤2,cfrp原丝经过牵引进入cfrp纤维转向棒(cfrp纤维转向棒对cfrp原丝的浸润角小于8
°
),有效的掠去cfrp原丝表面多余的环氧胶。再通过调节上胶单元内滚轴,控制cfrp原丝浸胶时间;以及调节副挤胶辊筒与主挤胶辊筒之间的距离,控制cfrp原丝的渗透率。即在辊挤工艺中,环氧胶13在cfrp原丝11中流动可以看作成牛顿体在多孔介质中的流动,则:
[0085][0086]
式中,v为环氧胶表观流动速度;μ为环氧胶粘度;
▽
p为压力梯度;k为渗透率。
[0087]
因为辊挤制备工艺是单向运行,则可以将本问题视作单向流,即:
[0088][0089]
式中,dl/dt为压力梯度;p为进入辊筒的压力;l为t时刻环氧胶流动位置;δp为进入辊筒的压力差;为预成型体孔隙率,即cfrp原丝11的孔隙率。
[0090]
在恒压与初始条件下,对上式(2)积分,可得:
[0091][0092]
式中,c为cfrp原丝经过副、主挤胶辊筒的位移,pj为进入辊筒的压力;pc为辊挤出辊筒的压力;pm为毛细管压力。
[0093]
cfrp原丝的孔隙率是体积分数的函数:
[0094][0095]
式中,v
cfrp
为cfrp原丝的体积;v
gt
为主副挤胶辊筒间形成的体积。
[0096]
cfrp原丝的质量为:
[0097]mcfrp
=v
cfrp
ρ
cfrp
=nsρ
cfrp,m
ꢀꢀ
(5)
[0098]
式中,m
cfrp
为cfrp原丝的质量;ρ
cfrp
为cfrp原丝的密度;n为cfrp原丝铺设成层的层数;ρ
cfrp,m
为cfrp原丝铺设成面的面密度;s为主副挤胶辊筒折算的平面面积。
[0099]
根据式(5),cfrp原丝的体积换算为:
[0100][0101]
则主副挤胶辊筒间形成的体积为:
[0102]vgt
=sh
ꢀꢀ
(7)
[0103]
式中,h为通过记录每隔一定时间环氧胶流动浸渍过程中流动位置。
[0104]
将式(7)带入式(3)中,对x
2-t作图并通过线性拟合,由直线斜率可计算出cfrp原丝的空隙率为:
[0105][0106]
渗透率为:
[0107]
[0108]
式中,k为渗透率;k为直线斜率。
[0109]
根据上式(3)、式(9)可得:
[0110][0111]
则副挤胶辊筒与主挤胶辊筒之间的距离与cfrp原丝浸胶时间为:
[0112][0113]
式中,d
gt
为副、主挤胶辊筒之间的距离;t
gt
为副、主挤胶辊筒之间cfrp原丝的浸胶时间。将副挤胶辊筒33、主挤胶辊筒34之间的距离调整至5-8mm,浸胶时间为18-20s,控制cfrp原丝11的渗透率k=3.5
×
10-5
mm2。
[0114]
步骤3,在模具15的内壁上均匀涂抹好脱模剂,以连续、完整、顺直、叠层的方式自下而上将浸润过环氧胶的cfrp原丝11置入模具15中。使原丝的层叠厚度大于筋材设计尺寸2mm,然后在纤维层顶部水平放置压顶钢条16,施加以均匀压力,保证顶面成型质量并养护。
[0115]
步骤4,将制备好的cfrp筋111两端断面切割整齐,用砂纸打磨平整后再用酒精清除断面残屑。
[0116]
步骤5,用导电胶71将铜电极72黏贴在筋材111端部截面,再用焊锡将导线74焊在铜电极72上并形成焊点73以制备电极。在端部施加均匀压力后养护24h,待导电胶71固化。
[0117]
步骤6,最后将制作好电极的cfrp筋传感元件76两端均匀涂抹环氧胶13,待固化完成后形成较好的电极保护75。
[0118]
一种多电极cfrp传感筋,采用上述系统以及方法制备而成。
[0119]
为了验证本系统、方法以及所制备的多电极cfrp传感筋的性能,分别对采用上文所提到的两种现有制备工艺制备的cfrp传感筋,以及本发明制备的cfrp传感筋进行实验测试,并将纤维体积含量、电阻率、电阻变化率-应变、灵敏度等参数进行对比,用以评价各传感元件及制备工艺的优劣。
[0120]
表1实验所有材料
[0121][0122]
表2传感元件测试设备
[0123]
[0124]
上表1与表2为传感元件及制备工艺所用的原材料。通过实验室现行的刷胶工艺、真空工艺、辊挤工艺这3种制备工艺所制备的传感元件,测试参考的标准如下:传感元件拉伸试验参考国际标准《is0527-4:1997纤维增强塑料拉伸性能试验方法》、电阻测试参考gb1410-2006固体绝缘材料体积电阻率试验方法。
[0125]
从图8可以看出,辊挤制备工艺制得的cfrp筋传感元件中碳纤维含量最高,碳纤维体积占筋材总体积的平均值为63.5%。cfrp筋的抗拉强度主要取决于增强相
‘
碳纤维’,因此cfrp占比越高,传感元件的抗拉强度越大;同时,从图中亦可以看出辊挤制备工艺较其它2种制备工艺离散程度最小,表明辊挤制备工艺水平较高。
[0126]
从图9可以看出,真空、刷胶、辊挤3种制备工艺制得的cfrp筋传感元件的平均电阻率分别为18.8ω/m、10.9ω/m、5.4ω/m;同时,3种制备工艺制得的cfrp筋传感元件的有效电阻率范围分别为17.1-21.4ω/m标准差为2.7、9.7-12.4ω/m标准差为1.3、4.9-5.7ω/m标准差为0.6,表明辊挤制备工艺制得的cfrp筋传感元件电阻率最低,最稳定。
[0127]
从图10可以看出,3种制备工艺中辊挤制备工艺制得的cfrp筋传感元件的电阻变化率增幅最大,其电阻变化率最高可达15%~20%,其应变硬化阶段所对应的应变范围最集中,且电阻变化率仍保持一定的增幅,离散程度较低,结果表明辊挤制备工艺制备的传感元件性能最好。
[0128]
从图11可以看出,通过对3种制备工艺制得的cfrp筋传感元件的灵敏度(单位应变引起的电阻变化率)结果进行数值拟合,结果表明辊挤制备工艺制得的cfrp筋传感元件第一区段内的灵敏度均值为10.8,远高于刷胶工艺的4.4、真空工艺的2.1;在第二区段内,辊挤工艺灵敏度均值为11.5,远高于刷胶工艺的4.3、真空工艺的2.3;在第三区段,辊挤工艺组灵敏度均值为15.5,远高于刷胶工艺的7.6、真空工艺的3.1。结果表明辊挤制备工艺制备的cfrp筋传感元件的灵敏度指标最好。
[0129]
通过上述理论与实验探讨,结果表明有效控制辊挤制备工艺中cfrp原丝的渗透率参数,同时通过控制纤维转向控制棒与副、主辊筒挤胶装置进而有效调节基体(环氧胶)与增强项(cfrp原丝)的体积比与浸胶质量(辊挤减少筋材内部气泡,并可降低原丝之间的空隙率),进而有效控制筋材内部的导电通路,最终提高cfrp筋传感元件的电阻率、电阻变化率-应变、灵敏度、等方面的性能与制备效率。
[0130]
以上实施例仅用于说明本发明的设计思想和特点,其目的在于使本领域内的科研及工程技术人员能够了解本发明的内容并据以实施。本发明的保护范围不限于上述实施例,因此凡依据本发明所揭示的理论、技术及方法所作的等同变化或修饰,均在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1