用于组合式异型连接件的检具及检测方法与流程
1.本发明涉及建筑施工领域,特指一种用于组合式异型连接件的检具。
背景技术:
2.在建筑施工中,需要使用各种异型连接件对构筑物进行连接,通常这种异型连接件形状独特,且尺寸精度要求较高。在使用前,通常使用测量尺等方式对异型连接件直接进行测量,以对异型连接件的尺寸形状等是否符合要求进行检验,但这种方式费时费力,而且一些关键尺寸难以通过直接测量获得,导致检测效率低且人为误差较大。
技术实现要素:
3.本发明的目的在于克服现有技术的缺陷,提供一种用于组合式异型连接件的检具,解决了异型连接件尺寸形状检测困难的问题,利用检具对异型连接件进行检测,通过观察连接件与检具的贴合情况,以判断连接件是否符合要求,省时省力,大大提高了检测效率,也降低了人为误差。
4.实现上述目的的技术方案是:
5.本发明提供了一种用于组合式异型连接件的检具,第一连接件与第二连接件之间具有设定间距,第一连接件的竖截面呈t型,第二连接件的竖截面呈c型,该检具包括:
6.固定板,固定板的长度与设定间距相匹配;
7.安装于固定板的一端的底面且与第二连接件相匹配的卡块;以及
8.形成于固定板的另一端的顶面且与第一连接件相匹配的检测槽,检测槽远离卡块的一端形成有开口,第一连接件通过开口插设于检测槽。
9.本发明用于组合式异型连接件的检具,通过卡块插设于第二连接件,并将检测槽通过开口插设于第一连接件,当卡块抵住第二连接件的封闭端,若检测槽的封闭端也抵住第一连接件,则第二连接件和第一连接件之间的距离合格且第二连接件合格,进而利用塞尺测量检测槽的内壁与第一连接件之间的间隙,若测量的间隙小于设定阈值,则第一连接件合格,解决了异型连接件尺寸形状检测困难的问题,利用检具对异型连接件进行检测,通过观察连接件与检具的贴合情况,以判断连接件是否符合要求,省时省力,大大提高了检测效率,也降低了人为误差。
10.本发明用于组合式异型连接件的检具的进一步改进在于,还包括对应第一连接件开设于固定板的连通槽以及相对设置且分别固设于连通槽的两侧的定位板,两块定位板之间围合形成检测槽,连通槽远离卡块的一端形成开口,第一连接件通过开口插设于连通槽且位于两块定位板之间。
11.本发明用于组合式异型连接件的检具的进一步改进在于,还包括划刻于固定板的顶面且靠近连通槽的封闭端设置的标识线。
12.本发明用于组合式异型连接件的检具的进一步改进在于,第一连接件远离第二连接件的部分的宽度大于靠近第二连接件的部分的宽度;
13.连通槽靠近开口的部分的宽度大于远离开口的部分的宽度,定位板沿连通槽的边沿设置,两块定位板靠近开口的部分之间的间距大于远离开口的部分之间的间距。
14.本发明用于组合式异型连接件的检具的进一步改进在于,第二连接件的顶部开设有凹槽且内部开设有与凹槽相连通的c型槽;
15.卡块包括固定于固定板的底面且供插设于凹槽的竖直板以及固定于竖直板的底部且供插设于c型槽的弧形条。
16.本发明用于组合式异型连接件的检具的进一步改进在于,c型槽靠近第一连接件的部分的内径小于远离第一连接件的部分的内径;
17.弧形条靠近检测槽的部分的宽度小于远离检测槽的部分的宽度。
18.本发明用于组合式异型连接件的检具的进一步改进在于,还包括固定于弧形条远离检测槽的一端且呈水平状的标识棒。
19.本发明用于组合式异型连接件的检具的进一步改进在于,第一连接件与第二连接件之间具有设定高度差;
20.固定板倾斜设置,固定板与卡块和检测槽之间形成有设定角度。
21.本发明用于组合式异型连接件的检具的进一步改进在于,还包括安装于固定板的把手。
22.本发明提供了一种用于组合式异型连接件的检具的检测方法,包括如下步骤:
23.提供检具,将卡块插设于第二连接件,并将检测槽通过开口插设于第一连接件;
24.沿第一连接件和第二连接件移动固定板,直至卡块抵住第二连接件的封闭端,若检测槽的封闭端也抵住第一连接件,则第二连接件合格;
25.利用塞尺测量检测槽的内壁与第一连接件之间的间隙,若测量的间隙小于设定阈值,则第一连接件合格。
附图说明
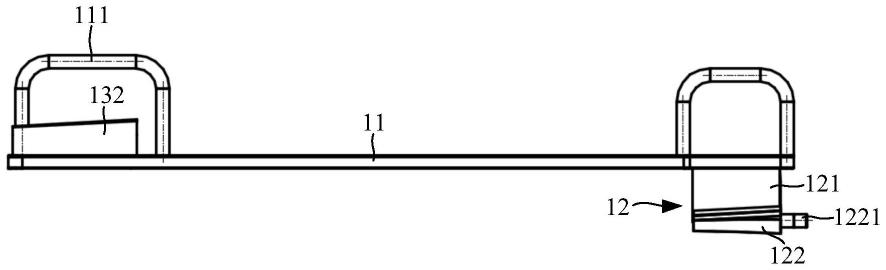
26.图1为本发明用于组合式异型连接件的检具的一种实施方式的主视图。
27.图2为本发明用于组合式异型连接件的检具的另一种实施方式的主视图。
28.图3为本发明用于组合式异型连接件的检具的俯视图。
29.图4为本发明用于组合式异型连接件的检具的左视图。
具体实施方式
30.下面结合附图和具体实施例对本发明作进一步说明。
31.参阅图1,本发明提供了一种用于组合式异型连接件的检具,通过卡块插设于第二连接件,并将检测槽通过开口插设于第一连接件,当卡块抵住第二连接件的封闭端,若检测槽的封闭端也抵住第一连接件,则第二连接件和第一连接件之间的距离合格且第二连接件合格,进而利用塞尺测量检测槽的内壁与第一连接件之间的间隙,若测量的间隙小于设定阈值,则第一连接件合格,解决了异型连接件尺寸形状检测困难的问题,利用检具对异型连接件进行检测,通过观察连接件与检具的贴合情况,以判断连接件是否符合要求,省时省力,大大提高了检测效率,也降低了人为误差。下面结合附图对本发明用于组合式异型连接件的检具进行说明。
32.参阅图1,图1为本发明用于组合式异型连接件的检具的一种实施方式的主视图。下面结合图1,对本发明用于组合式异型连接件的检具进行说明。
33.如图1~4所示,本发明用于组合式异型连接件的检具,第一连接件21与第二连接件22之间具有设定间距,第一连接件21的竖截面呈t型,第二连接件22的竖截面呈c型,该检具包括:
34.固定板11,固定板11的长度与设定间距相匹配;
35.安装于固定板11的一端的底面且与第二连接件22相匹配的卡块12;以及
36.形成于固定板11的另一端的顶面且与第一连接件21相匹配的检测槽13,检测槽13远离卡块12的一端形成有开口,第一连接件21通过开口插设于检测槽13。
37.具体的,第一连接件21与第二连接件22之间具有设定高度差;
38.固定板11倾斜设置,固定板11与卡块12和检测槽13之间形成有设定角度。
39.较佳地,还包括安装于固定板11的把手111。
40.作为本发明的一较佳实施方式,还包括对应第一连接件21开设于固定板的连通槽131以及相对设置且分别固设于连通槽131的两侧的定位板132,两块定位板132之间围合形成检测槽13,连通槽131远离卡块12的一端形成开口,第一连接件21通过开口插设于连通槽131且位于两块定位板132之间。
41.具体的,还包括划刻于固定板11的顶面且靠近连通槽131的封闭端设置的标识线112,若第一连接件21靠近第二连接件22的端部位于标识线112的靠近第二连接件22的一侧,则认为第一连接件21和第二连接件22的间距合格,且第二连接件22的c型槽深度符合要求,若第一连接件21对应的端部位于标识线112远离第二连接件22的一侧,则认为第一连接件21和第二连接件22的间距不合格,或第二连接件22的c型槽深度不符合要求,或第一连接件21的形状不符合要求。
42.具体的,第一连接件21远离第二连接件22的部分的宽度大于靠近第二连接件22的部分的宽度;
43.连通槽131靠近开口的部分的宽度大于远离开口的部分的宽度,定位板132沿连通槽131的边沿设置,两块定位板132靠近开口的部分之间的间距大于远离开口的部分之间的间距。
44.进一步的,第二连接件22的顶部开设有凹槽且内部开设有与凹槽相连通的c型槽;
45.卡块12包括固定于固定板11的底面且供插设于凹槽的竖直板121以及固定于竖直板121的底部且供插设于c型槽的弧形条122。
46.具体的,c型槽靠近第一连接件21的部分的内径小于远离第一连接件21的部分的内径;
47.弧形条122靠近检测槽13的部分的宽度小于远离检测槽13的部分的宽度。
48.具体的,还包括固定于弧形条122远离检测槽13的一端且呈水平状的标识棒1221,卡块12插入第二连接件22后,可观察标识棒1221露出部分的长度,若露出部分的长度小于等于标识棒1221本身的长度,则c型槽和凹槽的深度符合要求,若标识棒1221露出部分的长度大于其本身的长度或标识棒1221未露出,则c型槽和凹槽的深度不符合要求。
49.本发明用于组合式异型连接件的检具的具体实施方式如下:
50.以管片为例,管片的端面通常需要预埋t型的第一连接件21和c型的第二连接件
22,以使得管片之间能够相互拼接连接;
51.将竖直板121插设于凹槽且弧形条122插设于c型槽,并将检测槽13通过开口插设于第一连接件21,即第一连接件21插设于两块定位板132之间;
52.通过把手沿第一连接件21和第二连接件22移动固定板11,直至卡块12抵住第二连接件22的封闭端,若检测槽13的封闭端也抵住第一连接件21,则第二连接件22的c型槽和凹槽的深度合格且第二连接件22和第一连接件21的间距符合要求,若检测槽13的封闭端位于标识线112远离第二连接件22的一侧,则c型槽和凹槽的深度不合格,或第一连接件21的形状不合格,或第二连接件22和第一连接件21的间距不合格,需要进一步排查,可单独将卡块12插入第二连接件22,或单独将检测槽13卡设于第一连接件21来进行排查;
53.利用塞尺测量检测槽13的内壁与第一连接件21之间的间隙,若测量的间隙小于等于2mm,则第一连接件21的尺寸合格,若测量的间隙大于2mm,则第一连接件21的尺寸不合格。
54.本发明还提供了一种用于组合式异型连接件的检具的检测方法,该方法包括如下步骤:
55.提供检具,将卡块12插设于第二连接件22,并将检测槽13通过开口插设于第一连接件21;
56.沿第一连接件21和第二连接件22移动固定板11,直至卡块12抵住第二连接件22的封闭端,若检测槽13的封闭端也抵住第一连接件21,则第二连接件22合格;
57.利用塞尺测量检测槽13的内壁与第一连接件21之间的间隙,若测量的间隙小于设定阈值,则第一连接件21合格。
58.本发明提供的检测方法实际实施的具体操作方式如下:
59.将竖直板121插设于凹槽且弧形条122插设于c型槽,并将检测槽13通过开口插设于第一连接件21,即第一连接件21插设于两块定位板132之间;
60.通过把手沿第一连接件21和第二连接件22移动固定板11,直至卡块12抵住第二连接件22的封闭端,若检测槽13的封闭端也抵住第一连接件21,则第二连接件22的c型槽和凹槽的深度合格且第二连接件22和第一连接件21的间距符合要求,若检测槽13的封闭端位于标识线112远离第二连接件22的一侧,则c型槽和凹槽的深度不合格,或第一连接件21的形状不合格,或第二连接件22和第一连接件21的间距不合格,需要进一步排查,可单独将卡块12插入第二连接件22,或单独将检测槽13卡设于第一连接件21来进行排查;
61.利用塞尺测量检测槽13的内壁与第一连接件21之间的间隙,若测量的间隙小于等于2mm,则第一连接件21的尺寸合格,若测量的间隙大于2mm,则第一连接件21的尺寸不合格。
62.以上结合附图实施例对本发明进行了详细说明,本领域中普通技术人员可根据上述说明对本发明做出种种变化例。因而,实施例中的某些细节不应构成对本发明的限定,本发明将以所附权利要求书界定的范围作为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1