一种检测轴类零件外圆导程角的装置的制作方法
1.本发明涉及轴类零件检测技术领域,特别涉及一种检测轴类零件外圆导程角的装置。
背景技术:
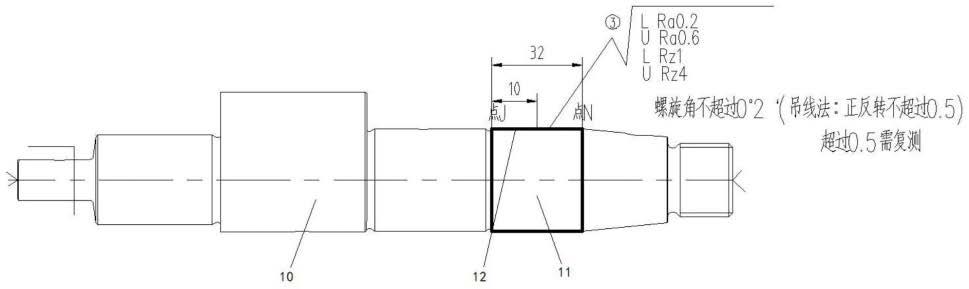
2.如图1所示的轴类零件10,磨削位置11长度为32mm,实际有效油封位置12为10mm,传统工艺要求磨削长度11满足ra在0.2到0.6之间,rz在1到4之间的双向标准即可。然而使用满足该条件的工件进行总成调试却发现出现微渗漏的情况,经过在特殊软件扫描外圆表面质量分析后,确认该磨削位置11的有效油封位置12的外圆导程角不合格,不得超过2分。该检测需购置进口软件和设备,检测过程慢,费用昂贵,如大批量生产时,无法满足实际需求。
技术实现要素:
3.本发明的目的在于针对现有国内外检测轴类零件的有效油封位置的外圆导程角存在的不足和缺陷,提供一种检测轴类零件外圆导程角的装置,以解决上述问题。
4.本发明所解决的技术问题可以采用以下技术方案来实现:
5.一种检测轴类零件外圆导程角的装置,包括:
6.一工作台面;
7.安装在所述工作台面上的带减速调整电机;
8.安装在所述带减速调整电机的卡盘,所述带减速调整电机驱动所述卡盘转动;
9.安装在所述卡盘上的第一合金顶尖和拨杆,所述卡盘带动所述第一合金顶尖和拨杆同步回转;所述第一合金顶尖顶在轴类零件的第一端的中心,所述拨杆与所述轴类零件的第一端连接;
10.安装在工作台面上并位于所述卡盘上方的信号接收装置,所述信号接收装置对所述轴类零件的旋转起始位置及均匀情况进行检测;
11.安装在所述工作台面上的尾座,在所述尾座上安装有第二合金顶尖,所述第二合金顶尖顶在所述轴类零件的第二端的中心;
12.一安装在工作台面上的吊线移动量采集装置并位于所述轴类零件的有效油封位置的上方,所述吊线移动量采集装置对吊线的偏移量进行检测;
13.一环绕在所述轴类零件的有效油封位置的外圆上的吊线,所述吊线的两端与一砝码连接;
14.所述导程角的计算公式为:int(60
×
(2a/0.91)-int(2a/0.91),其中a为吊线左右偏移量,单位mm。
15.在本发明的一个优选实施例中,所述带减速调整电机,转速60转每分钟,可实现任意切换正转20秒和反转20秒。
16.在本发明的一个优选实施例中,所述吊线移动量采集装置对吊线的0.1mm以内偏
移量进行检测。
17.在本发明的一个优选实施例中,所述第一合金顶尖和第二合金顶尖的旋转跳动在0.01mm以内,所述第一合金顶尖与第二合金顶尖同高,两者的中心高150cm,偏差在0.02mm以内。
18.在本发明的一个优选实施例中,所述尾座采用t型螺杆压紧在工作滑台上,所述工作滑台滑动配置在工作台面上。
19.在本发明的一个优选实施例中,所述吊线环绕所述轴类零件的有效油封位置的外圆3/4部位,即大于270
°
20.在本发明的一个优选实施例中,所述砝码的重量为10g,材质为铜。
21.在本发明的一个优选实施例中,所述吊线移动量采集装置为电子显微镜。
22.在本发明的一个优选实施例中,所述带减速调整电机通过一控制装置进行控制,所述控制装置包括第一闸刀开关、第二闸刀开关、第三闸刀开关、变频器、转速表、霍尔传感器、第一按钮开关、第二按钮开关、交流接触器和继电器,其中第一闸刀开关的三相输入端与三相交流电的三相火线连接,第一闸刀开关的三相输出端与第二闸刀开关的三相输入端连接,第二闸刀开关的三相输出端与变频器的三相输入端连接,变频器的三相输出端与带减速调整电机的三相输入端连接;所述带减速调整电机的转速通过霍尔传感器检测,所述霍尔传感器的信号输出端与转速表的信号输入端连接,转速表的电源输入端分别通过所述第三闸刀开关与第一闸刀开关的一相输出端连接以及三相交流电的零线连接;所述第一按钮开关、第二按钮开关、继电器的常闭触头、交流接触器的线包串联后,一端与第三闸刀开关的输出端连接,另一端与三相交流电的零线连接;继电器线包一端与第三闸刀开关的输出端连接,另一端与三相交流电的零线连接;交流接触器的第一常开触头与第一按钮开关并联,交流接触器的第二常开触头控制变频器,交流接触器的第一常闭触头控制继电器线包处于暂停工作状态,所述第一按钮开关控制继电器线包处于复位状态;所述第一按钮开关为常开按钮开关,所述第二按钮开关为常闭按钮开关。
23.由于采用了如上的技术方案,本发明的有益效果在于:对轴类零件在磨削后,检测其外圆导程角,相对常规检测方法,效率高,成本低。
附图说明
24.图1是为轴类零件的结构示意图。
25.图2为控制装置的电气原理示意图。
26.图3为检测轴类零件外圆导程角的装置的结构示意图。
27.图4为吊线环绕在轴类零件的有效油封位置的外圆上的示意图。
28.图5为图4的a向视图。
具体实施方式
29.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图做简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
30.图1是需要加工的轴类零件10的结构示意图,磨削位置11长度为32mm,实际有效油封位置12为10mm,有效油封位置12表面表粗需满足ra在0.2到0.6之间,rz在1到4之间的双向标准,同时满足吊线30检测偏移量小于0.5mm,其偏移量与导程角存在一定的换算关系。
31.图2是用于控制带减速调整电机96的控制装置的电气原理示意图,其中变频器98实现减速调整电机96的转速60转每分钟,可实现任意切换正转20秒和反转20秒,具体结构如下:
32.控制装置包括第一闸刀开关qf0、第二闸刀开关qf1、第三闸刀开关qf2、变频器98、转速表99、霍尔传感器94、第一按钮开关sb1、第二按钮开关sb2、交流接触器ka1和继电器sj1,其中第一闸刀开关qf0的三相输入端与三相交流电的三相火线l1、l2、l3连接,第一闸刀开关qf0的三相输出r0、s0、to与第二闸刀开关qf1的三相输入端连接,第二闸刀开关qf1的三相输出端r1、s1、t1与变频器98的三相输入端连接,变频器96的三相输出端与带减速调整电机96的三相输入端u11、v11、w11连接。
33.带减速调整电机96的转速通过霍尔传感器94检测,霍尔传感器94的信号输出端(棕、蓝、黑)与转速表96的信号输入端14、13、11连接,转速表的电源输入端n与三相交流电的零线n连接,转速表的电源输入端l通过第三闸刀开关qf2与第一闸刀开关qf0的一相输出端to连接。
34.第一按钮开关sb1、第二按钮开关sb2、继电器sj1的常闭触头sj1-1、交流接触器ka1的线包串联后,一端与第三闸刀开关qf2的输出端连接,另一端与三相交流电的零线n连接;继电器sj1线包一端与第三闸刀开关qf2的输出端连接,另一端与三相交流电的零线n连接;交流接触器ka1的第一常开触头ka1-1与第一按钮开关sb1并联,交流接触器ka1的第二常开触头ka1-2控制变频器98,交流接触器ka1的第一常闭触头ka1-3控制继电器sj1线包处于暂停工作状态,第一按钮开关sb1控制继电器sj1线包处于复位状态;第一按钮开关sb1为常开按钮开关,第二按钮开关sb2为常闭按钮开关。
35.控制装置sj1进行时间设定20秒,按钮开关sb3与变频器98连接,可任意rev和for(正反转)切换,常闭触头ka1-2与按钮开关sb3相连,关闭状态时,sb3可任意切换,变频器98工作,打开状态时,变频器98停止工作,如此实现电机96任意切换正转20秒和反转20秒。
36.图3是本发明的检测轴类零件外圆导程角的装置的结构示意图,图中所示的检测轴类零件外圆导程角的装置,包括:工作台面97、带减速调整电机96、卡盘50、第一合金顶尖20a、信号接收装置70、拨杆60、尾座95、第二合金顶尖20b、吊线30、砝码40、吊线移动量采集装置60和工作滑台80。
37.带减速调整电机96安装在工作台面97上,工作台面97的平面度在0.05mm以内。卡盘50安装在带减速调整电机96上,通过带减速调整电机96驱动而转动。第一合金顶尖20a和拨杆60安装在卡盘50上,卡盘50带动第一合金顶尖50a和拨杆60同步回转;第一合金顶尖20a顶在轴类零件10的第一端的中心,拨杆60与轴类零件10的第一端连接,这样卡盘50通过第一合金顶尖20a和拨杆60带动轴类零件10转动。
38.信号接收装置70安装在工作台面97上并位于卡盘50上方,信号接收装置70对轴类零件10的旋转起始位置及均匀情况进行检测。
39.工作滑台80滑动配置在工作台面97上,尾座95采用t型螺杆(图中未示出)压紧在工作滑台80上,第二合金顶尖20b安装在尾座95上,第二合金顶尖20b顶在轴类零件10的第
二端的中心。尾座95控制第二合金顶尖20b,便于产品装取。
40.第一合金顶尖20a和第二合金顶尖20b完成对轴类零件10的顶紧,两者的旋转跳动在0.01mm以内,第一合金顶尖20a与第二合金顶尖20b同高,两者的中心高150cm,偏差在0.02mm以内。
41.吊线移动量采集装置90安装在工作台面97上并位于轴类零件10的有效油封位置12的上方,吊线移动量采集装置90为电子显微镜,对吊线30的偏移量进行检测。
42.参见图4和图5,吊线30环绕在轴类零件10的有效油封位置12的外圆上,吊线30的两端与一砝码40连接;砝码40位于轴类零件10的有效油封位置12的外圆的下方。砝码40需垂直放置,砝码40的重量为10g,材质为铜。吊线30环绕轴类零件10的有效油封位置12的外圆3/4部位,即大于270
°
43.图4和图5为吊线环绕在轴类零件的有效油封位置的外圆上的示意图。也是本发明导程角计算公式的推导,获得导程角的计算公式为int(60x(2xa/0.91)-int(2xa/0.91)),精确到角度的秒,其中a为吊线30左右偏移量,单位mm,x为乘号。
44.将本发明按照正常的步骤做如下详细说明:
45.1、裁剪吊线30,长度为110mm;
46.2、将砝码40系在吊线30的两端,确保吊线30是一个完整的圆;
47.3、在无尘白布表面喷无水乙醇,擦试轴类零件10的有效油封位置12的外圆表面;
48.4、将检测轴类零件外圆导程角的装置调整至合适位置;
49.5、把吊线30环绕轴类零件10的有效油封位置12的外圆上;
50.6、使用第一合金顶尖20a和第二合金顶尖20b对轴类零件10进行夹紧定位;
51.7、开启吊线移动量采集装置90 90,捕捉吊线30位置;
52.8、开启带减速调整电机96正转20s,捕捉吊线30位置;
53.9、开启带减速调整电机96反转20s,捕捉吊线30位置;
54.10、读取吊线30偏移量,退出第二合金顶尖20b,取下轴类零件10和吊线30,吊线30仅且只能使用1次,后面检测需更换新的.
55.本发明完成一次对轴类油封零件进行磨削位置导程角的检测,相对常规检测方法,效率高,成本低。
56.以上显示和描述了本发明的基本原理和主要特征及本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内,本发明要求保护范围有所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1