一种工业轴承制造自动化检测平台的制作方法
1.本发明涉及轴承制造自动化领域,具体的是一种工业轴承制造自动化检测平台。
背景技术:
2.轴承被广泛应用于工业设备中,随着工业技术的发展,对轴承的需求量也日益增加。轴承的生产工艺分为很多步骤,其中对工业轴承的质量检测也是其生产工艺中重要的一环。目前在对轴承进行质量检测时通常采用人工抽取同一批次中制造的一部分轴承作为样品,然后将样品送至不同功能的检测设备上检测轴承的各项参数的方法。上述检测方法存在以下问题:
3.1、上述检测方式需要轴承样品在不同的检测平台上采用刚性夹持的方式进行锁定,易使得轴承产生磨损,从而影响检测结果;且轴承锁定时对中精度较低。
4.2、采用人工检测的方式需要手动的对轴承进行夹持、检测、卸料的动作,使得自动化程度不高,且在检测过程需要手动根据轴承的型号调整夹具,使得检测速度缓慢。
技术实现要素:
5.为了解决上述技术问题,本发明采用的技术方案是:一种工业轴承制造自动化检测平台,包括振动检测机构、噪声检测机构、推料机构;振动检测机构、噪声检测机构与推料机构均安装在平台上;振动检测机构包括前后安装在平台上的前支架与后支架;噪声检测机构位于后支架左侧;推料机构位于后支架右侧;前支架与后支架中部之间转动安装有转动架;转动架四周均安装有夹持机构,转动架内部中心位置安装有推卸机构。
6.所述的夹持机构包括双旋向丝杠、套筒、夹持曲板、外壳、底板;底板分别安装在转动架四周预设的开口的内部,底板远离转动架中心位置的一侧安装有套筒;套筒内部转动穿插有双旋向丝杠;双旋向丝杠外侧相对于其中心位置对称套设有升降组件;双旋向丝杠与升降组件螺纹配合;升降组件外侧设置有夹持曲板;底板远离转动架中心位置的一侧安装有外壳;外壳对应升降组件的位置设置有供其穿插的缺口;外壳与套筒同轴心布置且位于套筒外侧;底板上且位于外壳外侧滑动穿插设置有夹持传动组件。
7.所述的推卸机构包括动力齿轮、传动齿轮、传动锥齿轮、换向锥齿轮、推卸齿轮、推卸齿条、推卸导向柱、复位弹簧、推卸支架;动力齿轮转动安装在前支架的前侧且通过同步带与电机输出轴连接;前支架的前侧转动安装有传动齿轮;传动齿轮位于转动架转动轴线位置且传动齿轮位于动力齿轮上侧并与其啮合,传动齿轮后侧中心位置同轴安装有传动锥齿轮;传动齿轮与传动锥齿轮同步转动;推卸支架安装在后支架的前部,推卸支架位于转动架内部转动轴线位置,推卸支架内部右侧壁上转动设置有换向锥齿轮;换向锥齿轮位于传动锥齿轮右侧且与其啮合,换向锥齿轮同轴安装有推卸齿轮;推卸齿轮位于换向锥齿轮左侧位置;换向锥齿轮与推卸齿轮同步转动;推卸支架上下滑动穿插有推卸齿条;推卸齿条与推卸齿轮啮合,推卸齿条通过后部开设的槽安装有推卸导向柱;推卸导向柱外侧套设有复位弹簧;复位弹簧位于推卸齿条上部与推卸支架内部下侧壁之间。
8.作为本发明的一种优选技术方案,所述的夹持传动组件包括滑动穿插在底板上的夹持导向柱;夹持导向柱等间距设置在外壳四周;夹持导向柱位于转动架的内部与外部分别安装有推动板与推动环;推动环靠近底板一侧安装有夹持齿条;夹持齿条穿过底板并延伸至推动板;双旋向丝杠同轴设置有涡轮;涡轮位于底板靠近转动架一侧并与双旋向丝杠同步转动;底板靠近转动架一侧安装有蜗杆;蜗杆位于涡轮一侧并与其啮合,蜗杆同轴设置有夹持齿轮;夹持齿轮与蜗杆同步转动,夹持齿轮位于夹持齿条齿形一侧并与其啮合。
9.作为本发明的一种优选技术方案,所述的升降组件为剪叉式升降结构。
10.作为本发明的一种优选技术方案,所述的振动检测机构还包括前支架的内部转动设置有槽轮机构;其中,槽轮机构的主动拨盘与动力齿轮同轴设置并与其同步转动;槽轮机构的从动槽轮与转动架的中心固定连接;前支架顶部设置有动力轮与两个圆度仪;两个圆度仪设置在动力轮的后侧。
11.作为本发明的一种优选技术方案,所述的噪声检测机构包括安装在后支架左侧的左支架;左支架顶部设置有传动轮;左支架顶部设置有麦克风;麦克风位于传动轮后侧。
12.作为本发明的一种优选技术方案,所述的推料机构包括安装在后支架右侧的右支架;右支架顶部设置有气缸。
13.作为本发明的一种优选技术方案,所述的动力齿轮为不完全齿轮,槽轮机构中的主动拨盘带动从动槽轮转动时动力齿轮不与传动齿轮啮合。
14.本发明的有益效果在于:
15.一、本发明采用槽轮机构带动转动架间歇转动90
°
,转动架通过夹持机构带动轴承转动至不同检测机构之间检测轴承的各项参数,使得轴承可以在固定位置完成轴承质量的检测,避免了轴承在不同检测设备之间来回运送时出现轴承磨损的风险,从而保证了检测的准确度。
16.二、本发明采用安装在转动架四周的夹持机构在转动架的带动下同时对轴承进行夹持、检测、卸料,使得轴承自动批量的进行循环检测,从而提升轴承的检测效率。
17.三、本发明采用气缸推动轴承至其套在外壳外侧,并使得轴承推动推动环向底板方向移动,通过夹持传动组件的传动使得双旋向丝杠转动,双旋向丝杠通过升降组件推动夹持曲板向外侧移动,从而完成轴承自动化的夹紧锁定并保持轴承始终在夹持机构轴心位置,增加了轴承检测的精度与效果。
18.四、本发明采用动力齿轮在转动架不转动时与传动齿轮啮合,传动齿轮通过传动锥齿轮带动换向锥齿轮转动,换向锥齿轮通过推卸齿轮带动推卸齿条向下移动,推卸齿条推动推动板向底板方向移动并通过夹持传动组件的传动使得夹持曲板向内侧移动,进而对轴承解除锁定,使得轴承在重力的作用下脱离夹持机构,完成对检测后的轴承自动卸料,使得检测的过程无需人工干预,自动化程度较高。
附图说明
19.下面结合附图和实施例对本发明进一步说明。
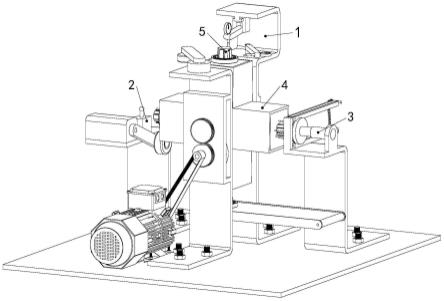
20.图1是一种工业轴承制造自动化检测平台的第一结构示意图。
21.图2是一种工业轴承制造自动化检测平台中将转动架上部剖除后的俯视平面图。
22.图3是一种工业轴承制造自动化检测平台的第二结构示意图。
23.图4是一种工业轴承制造自动化检测平台中夹持机构去除夹持传动组件的爆炸图。
24.图5是一种工业轴承制造自动化检测平台中夹持机构的结构示意图。
25.图6是一种工业轴承制造自动化检测平台的局部剖视图。
26.图7是一种工业轴承制造自动化检测平台中推卸机构的局部剖视图。
27.图8是一种工业轴承制造自动化检测平台中推卸机构与夹持机构的结构示意图。
28.图中:1、振动检测机构;2、噪声检测机构;3、推料机构;4、转动架;5、夹持机构;6、推卸机构;11、前支架;12、后支架;13、槽轮机构;14、动力轮;15、圆度仪;21、左支架;22、传动轮;23、麦克风;31、右支架;32、气缸;51、双旋向丝杠;52、套筒;53、夹持曲板;54、外壳;55、底板;61、动力齿轮;62、传动齿轮;63、传动锥齿轮;64、换向锥齿轮;65、推卸齿轮;66、推卸齿条;67、推卸导向柱;68、复位弹簧;69、推卸支架;551、夹持导向柱;552、推动环;553、推动板;554、夹持齿条;555、涡轮;556、蜗杆;557、夹持齿轮。
具体实施方式
29.下面详细描述本发明的实施例。下面描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。实施例中未注明具体技术或条件的,按照本领域内的文献所描述的技术或条件或者按照产品说明书进行。
30.参阅图1、图2与图6,一种工业轴承制造自动化检测平台,包括振动检测机构1、噪声检测机构2、推料机构3;振动检测机构1、噪声检测机构2与推料机构3均安装在平台上;振动检测机构1包括前后安装在平台上的前支架11与后支架12;噪声检测机构2位于后支架12左侧;推料机构3位于后支架12右侧;前支架11与后支架12中部之间转动安装有转动架4;转动架4四周均安装有夹持机构5,转动架4内部中心位置安装有推卸机构6;本发明通过推料机构3将轴承推动至夹持机构5夹紧固定,轴承被转动架4带动至振动检测机构1与噪声检测机构2进行质量检测,最后由推卸机构6推动使得轴承从夹持机构5中卸下;本发明用于对轴承批量化、自动化的进行夹持固定、质量检测与推卸下料。
31.参阅图1、图3与图6,所述的推料机构3包括安装在后支架12右侧的右支架31;右支架31顶部设置有气缸32;气缸32伸出输出端将对应位置的轴承推动至轴承套在夹持机构5外侧,气缸32输出端继续推动至夹持机构5夹紧锁定轴承;推料机构3用于将轴承推动至夹持机构5上,使得夹持机构5自动夹紧轴承。
32.参阅图1与图4,所述的夹持机构5包括双旋向丝杠51、套筒52、夹持曲板53、外壳54、底板55;底板55分别安装在转动架4四周预设的开口的内部,底板55远离转动架4中心位置的一侧安装有套筒52;套筒52内部转动穿插有双旋向丝杠51;双旋向丝杠51外侧相对于其中心位置对称套设有升降组件;双旋向丝杠51与升降组件螺纹配合;升降组件外侧设置有夹持曲板53;底板55远离转动架4中心位置的一侧安装有外壳54;外壳54对应升降组件的位置设置有供其穿插的缺口;外壳54与套筒52同轴心布置且位于套筒52外侧;底板55上且位于外壳54外侧滑动穿插设置有夹持传动组件;双旋向丝杠51在套筒52内部转动时通过双旋向丝杠51与升降组件的螺纹配合,使得升降组件带动夹持曲板53沿双旋向丝杠51的径向移动;夹持机构5用于对轴承进行自适应的夹持锁定并保持轴承中心在外壳54的轴心位置。
33.参阅图4,所述的升降组件为剪叉式升降结构;升降组件用于使夹持曲板53同步内
外移动,从而使得夹持曲板53顶紧或松脱轴承的内圈。
34.参阅图1、图4与图5,所述的夹持传动组件包括滑动穿插在底板55上的夹持导向柱551;夹持导向柱551等间距设置在外壳54四周;夹持导向柱551位于转动架4的内部与外部分别安装有推动板553与推动环552;推动环552靠近底板55一侧安装有夹持齿条554;夹持齿条554穿过底板55并延伸至推动板553;双旋向丝杠51同轴设置有涡轮555;涡轮555位于底板55靠近转动架4一侧并与双旋向丝杠51同步转动;底板55靠近转动架4一侧安装有蜗杆556;蜗杆556位于涡轮555一侧并与其啮合,蜗杆556同轴设置有夹持齿轮557;夹持齿轮557与蜗杆556同步转动,夹持齿轮557位于夹持齿条554齿形一侧并与其啮合;气缸32伸出输出端推动轴承,轴承推动推动环552向底板55方向运动,推动环552通过夹持齿条554与夹持齿轮557的啮合带动夹持齿轮557转动,夹持齿轮557通过蜗杆556带动涡轮555转动,涡轮555带动双旋向丝杠51转动,双旋向丝杠51通过升降组件带动夹持曲板53向外侧移动,使得轴承被夹持在夹持曲板53的外侧;夹持传动组件用于将轴承推动推动环552向底板55方向移动的运动转化为夹持曲板53向轴承内圈移动的运动,从而使得夹持机构5自适应的夹紧轴承。
35.参阅图1与图6,所述的振动检测机构1还包括前支架11的内部转动设置有槽轮机构13;其中,槽轮机构13的主动拨盘与动力齿轮61同轴设置并与其同步转动;槽轮机构13的从动槽轮与转动架4的中心固定连接;前支架11顶部设置有动力轮14与两个圆度仪15;两个圆度仪15设置在动力轮14的后侧;动力齿轮61带动主动拨盘转动,主动拨盘通过从动槽轮带动转动架4间歇转动90
°
;动力轮14贴近轴承外圈并通过摩檫力带动轴承外圈转动,两个圆度仪15的检测部分分别移动至轴承外圈的圈面与上侧壁;槽轮机构13用于使得转动架4停止检测时间后转动90
°
并使得转动架4在停止时间内锁止;同时槽轮机构13的主动拨盘为推卸机构6提供动力;振动检测机构1用于检测轴承转动时其外圈的振动情况;需要说明的是,动力轮14通过内置的动力装置转动,且其宽度可以覆盖夹持在夹持机构5上的轴承,使得动力轮14能够带动不同型号的轴承转动;圆度仪15设置有可调节的支架,使得圆度仪15可以针对不同型号的轴承进行检测。
36.参阅图1、图3与图6,所述的噪声检测机构2包括安装在后支架12左侧的左支架21;左支架21顶部设置有传动轮22;左支架21顶部设置有麦克风23;麦克风23位于传动轮22后侧;传动轮22贴近轴承外圈并通过摩檫力带动轴承外圈转动,调整麦克风23至距离轴承一定距离与方向,同时在麦克风23与轴承之间采取隔音措施使得麦克风23与轴承之间的环境音低于20db;噪声检测机构2用于检测轴承转动时的噪声情况;需要说明的是,传动轮22通过内置的动力装置转动,且其宽度可以覆盖夹持在夹持机构5上的轴承,使得传动轮22能够带动不同型号的轴承转动。
37.参阅图1、图6、图7与图8,所述的推卸机构6包括动力齿轮61、传动齿轮62、传动锥齿轮63、换向锥齿轮64、推卸齿轮65、推卸齿条66、推卸导向柱67、复位弹簧68、推卸支架69;动力齿轮61转动安装在前支架11的前侧且通过同步带与电机输出轴连接;前支架11的前侧转动安装有传动齿轮62;传动齿轮62位于转动架4转动轴线位置且传动齿轮62位于动力齿轮61上侧并与其啮合,传动齿轮62后侧中心位置同轴安装有传动锥齿轮63;传动齿轮62与传动锥齿轮63同步转动;推卸支架69安装在后支架12的前部,推卸支架69位于转动架4内部转动轴线位置,推卸支架69内部右侧壁上转动设置有换向锥齿轮64;换向锥齿轮64位于传
动锥齿轮63右侧且与其啮合,换向锥齿轮64同轴安装有推卸齿轮65;推卸齿轮65位于换向锥齿轮64左侧位置;换向锥齿轮64与推卸齿轮65同步转动;推卸支架69上下滑动穿插有推卸齿条66;推卸齿条66与推卸齿轮65啮合,推卸齿条66通过后部开设的槽安装有推卸导向柱67;推卸导向柱67外侧套设有复位弹簧68;复位弹簧68位于推卸齿条66上部与推卸支架69内部下侧壁之间;动力齿轮61与传动齿轮62啮合时带动传动齿轮62转动,传动齿轮62通过传动锥齿轮63带动换向锥齿轮64转动,换向锥齿轮64通过推卸齿轮65带动推卸齿条66向下移动,推卸齿条66推动推动板553向底板55运动;使得夹持机构5将套设在外侧的轴承接触锁定,轴承在重力的作用下从夹持机构5上脱离;推卸机构6用于在转动架4停止转动后对检测完成的轴承自动的推卸至轴承脱离夹持机构5,从而完成轴承的自动化卸料。
38.参阅图1、图6与图7,所述的动力齿轮61为不完全齿轮,槽轮机构13中的主动拨盘带动从动槽轮转动时动力齿轮61不与传动齿轮62啮合;动力齿轮61用于在转动架4停止转动后带动推卸机构6完成卸料。
39.本发明对工业轴承制造自动化检测时:
40.第一步,首先伸出气缸32的输出端将轴承推动至套在外壳54外侧,然后继续伸出气缸32的输出端推动轴承向底板55方向移动;轴承推动推动环552向底板55方向运动,推动环552通过夹持齿条554与夹持齿轮557的啮合带动夹持齿轮557转动,夹持齿轮557通过蜗杆556带动涡轮555转动,涡轮555带动双旋向丝杠51转动,双旋向丝杠51在套筒52内部转动时通过双旋向丝杠51与升降组件的螺纹配合,使得升降组件带动夹持曲板53向轴承内圈内壁方向移动至夹紧轴承内圈,之后缩回气缸32的输出端;
41.第二步,电机通过同步带带动动力齿轮61转动,动力齿轮61带动主动拨盘转动,主动拨盘通过从动槽轮带动转动架4间歇转动90
°
至轴承位于振动检测机构1处;然后动力轮14贴近轴承外圈并通过摩檫力带动轴承外圈转动,两个圆度仪15的检测部分分别移动至轴承外圈的轴面与侧壁对轴承转动时产生的振动进行检测;
42.第三步,槽轮机构13带动转动架4转动至轴承位于噪声检测机构2处,然后移动传动轮22贴近轴承外圈并通过摩檫力带动轴承外圈转动,调整麦克风23至距离轴承一定距离与方向,同时在麦克风23与轴承之间采取隔音措施使得麦克风23与轴承之间的环境音低于20db,使用麦克风23对轴承转动时产生的噪声进行检测;
43.第四步,槽轮机构13带动转动架4转动至轴承位于推卸机构6处,然后动力齿轮61与传动齿轮62啮合带动传动齿轮62转动,传动齿轮62通过传动锥齿轮63带动换向锥齿轮64转动,换向锥齿轮64通过推卸齿轮65带动推卸齿条66向下移动,推卸齿条66推动推动板553向底板55运动带动推动环552远离底板55,从而使得夹持机构5停止夹持轴承,轴承在重力的作用下脱离夹持机构5完成检测后轴承的自动的推卸。
44.尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型,仍涵盖在本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1