用于检测航空发动机零件周向裂纹的超声波探头和检测方法与流程
本发明属于无损检测,涉及一种超声波探头和检测方法,用于检测航空发动机零件周向裂纹。
背景技术:
1、某型航空发动机钛及钛合金零件在修复时要求使用超声波检测出位于零件榫槽右拐角和左拐角上的周向裂纹。目前,国内其他航空发动机类似零件仅要求利用荧光法检测零件表面缺陷,未进行过超声波检测。
2、一般零件超声波检测操作程序为:预处理、选择超声波检测仪、超声波探头和耦合剂、对超声波检测仪和探头操纵装置进行灵敏度调整、对检测部位进行扫查、对缺陷信号进行观察和评定、后处理。目前市场上仅有单一的表面波探头和双晶片聚焦探头,单一的表面波探头只能检测零件表面缺陷,双晶片聚焦探头在检测时无法判定和保证探头是否始终与被测零件表面有效贴合,容易发生漏检,因此它们均无法满足该型发动机零件榫槽右拐角和左拐角上的周向裂纹超声波检测要求,进而无法保证航空发动机零件的完好性。且经过检索,国内期刊中也尚未公开能够用于检测该型发动机零件榫槽右拐角和左拐角上周向裂纹的超声波探头。
技术实现思路
1、为了解决现有的超声波探头无法检测某型航空发动机零件榫槽右拐角和左拐角上周向裂纹的技术问题,本发明提供了一种用于检测航空发动机零件周向裂纹的超声波探头和检测方法。
2、本发明的技术方案是:
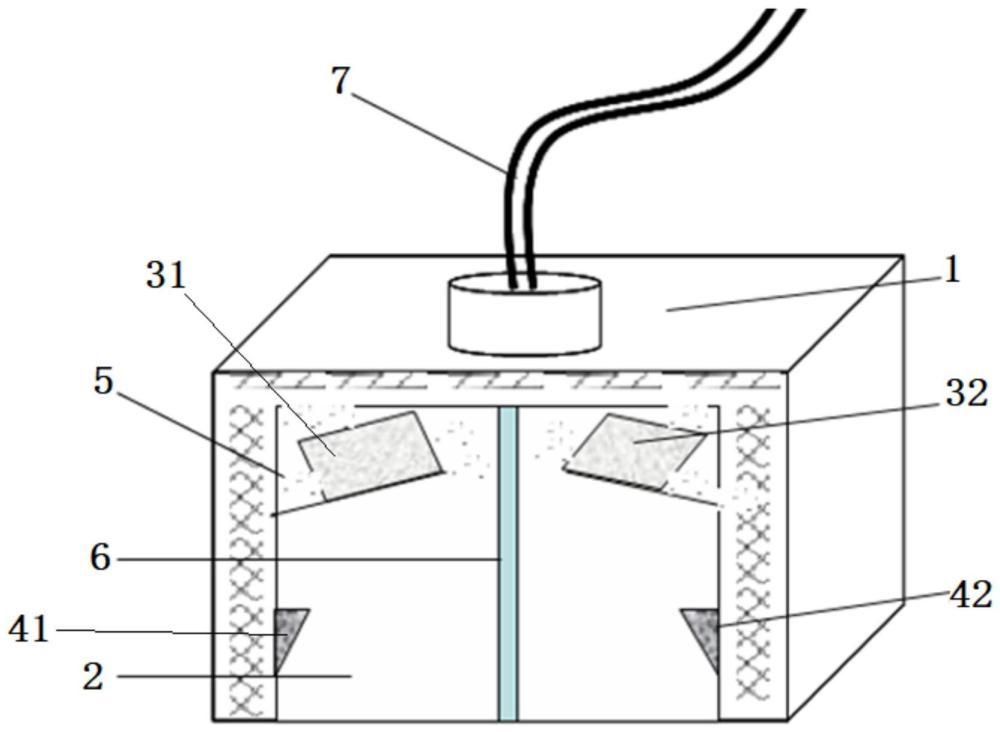
3、用于检测航空发动机零件周向裂纹的超声波探头,包括保护壳体、封装在其内的压电晶片组件,以及用于向所述压电晶片组件施加交流电压的电缆线;
4、其特殊之处在于:所述压电晶片组件包括
5、配合使用的纵波发射压电晶片和纵波接收压电晶片,用于检测零件上是否存在周向裂纹缺陷,且二者的安装位置和姿态根据所需有效检测深度确定;
6、配合使用的表面波发射压电晶片和表面波接收压电晶片,用于检测所述超声波探头与被测零件是否接触良好。
7、进一步地,所述纵波发射压电晶片和纵波接收压电晶片与竖直面的夹角均为95°~100°;所述表面波发射压电晶片和表面波接收压电晶片与水平面的夹角均为62°~63°。
8、进一步地,所述纵波发射压电晶片、纵波接收压电晶片、表面波发射压电晶片、表面波接收压电晶片均为锆钛酸铅压电晶片。
9、进一步地,被检测零件材质为钛或者钛合金时,所述纵波发射压电晶片、纵波接收压电晶片均为5mm*5mm的正方形锆钛酸铅压电晶片;所述表面波发射压电晶片、表面波接收压电晶片均为5mm*3mm的锆钛酸铅压电晶片;所述保护壳体为黄铜制成,壁厚为2mm。
10、进一步地,所述保护壳体中部设有隔声层,所述纵波发射压电晶片、纵波接收压电晶片对称设置在所述隔声层的两侧,所述表面波发射压电晶片、表面波接收压电晶片对称设置在所述隔声层的两侧。
11、进一步地,所述超声波探头还包括延迟块。
12、进一步地,所述纵波发射压电晶片、纵波接收压电晶片、表面波发射压电晶片、表面波接收压电晶片的背面均设有吸声材料。
13、本发明还提供了一种利用上述的用于检测航空发动机零件周向裂纹的超声波探头进行零件榫槽间拐角处周向裂纹缺陷检测的方法,其特殊之处在于,包括以下步骤:
14、步骤1:将超声波探头与超声波检测仪连接后,借助对比样件调节超声检测仪的灵敏度;
15、步骤2:利用超声波探头贴紧零件表面逐一移动检查,同时观察移动期间超声波检测仪的荧光屏上显示的声接触信号以保证超声波探头始终与零件有效接触防止漏检,当超声波探头移动至某处时,若所述荧光屏上显示出缺陷信号,表示该处存在缺陷。
16、本发明同时还提供了一种超声波检测装置,包括超声波检测仪和超声波探头;其特殊之处在于:所述超声波探头为上述的用于检测航空发动机零件周向裂纹的超声波探头。
17、本发明的有益效果是:
18、1.本发明的超声波探头包括一发一收的两个纵波压电晶片、一发一收的两个表面波压电晶片,其中一发一收的两个纵波压电晶片配合使用能够检测零件内部的周向裂纹,一发一收的两个表面波压电晶片配合使用能够提示超声波探头是否与被检测零件接触是否良好以防止漏检,如此通过两种压电晶片的协同作用,能够有效保证探伤效果。
19、2.本发明通过特殊设计两个纵波压电晶片、两个表面波压电晶片的安装角度及它们的相对位置关系,能够同时满足两种波型的传播与接收,并保证超声波检测的灵敏度,使得有效检测深度能够覆盖零件上可能发生缺陷的范围,保证了检测的可靠性。
20、3.本发明中两个纵波压电晶片均采用5mm*5mm的正方形锆钛酸铅压电晶片,两个表面波压电晶片均采用5mm*3mm的锆钛酸铅压电晶片,保护壳体的壁厚为2mm,在保证检测灵敏度和可靠性的前提下,使得整个超声波探头尺寸尽可能小巧且便于抓握,能够适用于大多数零件的检测,通用性强。
技术特征:
1.用于检测航空发动机零件周向裂纹的超声波探头,包括保护壳体、封装在其内的压电晶片组件,以及用于向所述压电晶片组件施加交流电压的电缆线;
2.根据权利要求1所述的用于检测航空发动机零件周向裂纹的超声波探头,其特征在于:所述纵波发射压电晶片和纵波接收压电晶片与竖直面的夹角均为95°~100°;所述表面波发射压电晶片和表面波接收压电晶片与水平面的夹角均为62°~63°。
3.根据权利要求2所述的用于检测航空发动机零件周向裂纹的超声波探头,其特征在于:所述纵波发射压电晶片、纵波接收压电晶片、表面波发射压电晶片、表面波接收压电晶片均为锆钛酸铅压电晶片。
4.根据权利要求3所述的用于检测航空发动机零件周向裂纹的超声波探头,其特征在于:被检测零件材质为钛或者钛合金时,所述纵波发射压电晶片、纵波接收压电晶片均为5mm*5mm的正方形锆钛酸铅压电晶片;所述表面波发射压电晶片、表面波接收压电晶片均为5mm*3mm的锆钛酸铅压电晶片;所述保护壳体为黄铜制成,壁厚为2mm。
5.根据权利要求1-4任一所述的用于检测航空发动机零件周向裂纹的超声波探头,其特征在于:所述保护壳体中部设有隔声层,所述纵波发射压电晶片、纵波接收压电晶片对称设置在所述隔声层的两侧,所述表面波发射压电晶片、表面波接收压电晶片对称设置在所述隔声层的两侧。
6.根据权利要求5所述的用于检测航空发动机零件周向裂纹的超声波探头,其特征在于:所述超声波探头还包括延迟块。
7.根据权利要求6所述的用于检测航空发动机零件周向裂纹的超声波探头,其特征在于:所述纵波发射压电晶片、纵波接收压电晶片、表面波发射压电晶片、表面波接收压电晶片的背面均设有吸声材料。
8.利用权利要求1-7任一所述的用于检测航空发动机零件周向裂纹的超声波探头进行零件榫槽间拐角处周向裂纹缺陷检测的方法,其特征在于,包括以下步骤:
9.超声波检测装置,包括超声波检测仪和超声波探头;其特征在于:所述超声波探头为权利要求1-8任一所述的用于检测航空发动机零件周向裂纹的超声波探头。
技术总结
为了解决现有的超声波探头无法检测某型航空发动机零件榫槽右拐角和左拐角上周向裂纹的技术问题,本发明提供了一种用于检测航空发动机零件周向裂纹的超声波探头和检测方法。本发明的超声波探头包括一发一收的两个纵波压电晶片、一发一收的两个表面波压电晶片,其中一发一收的两个纵波压电晶片配合使用能够检测零件内部的周向裂纹,一发一收的两个表面波压电晶片配合使用能够提示超声波探头是否与被检测零件接触是否良好以防止漏检,如此通过两种压电晶片的协同作用,能够有效保证探伤效果。
技术研发人员:朱阳光,李玫,刘瑞,杨兴展,张欢幸,杨召
受保护的技术使用者:国营四达机械制造公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!