一种考虑工件排布的车间作业智能调度方法
本发明涉及一种飞机工件喷涂生产线调度方法,具体涉及一种考虑工件排布的车间作业智能调度方法。
背景技术:
1、飞机工件喷涂车间作为航空制造系统中不可或缺的一部分,主要负责对飞机工件表面喷涂具有防锈、防腐等功能的油漆,以通过轻量化的方式提高飞机整体结构的稳定性。在该车间中,同批订单中包含多种尺寸与形状的工件,且由于分批交付的业务需求,各工件的交付日期也有所不同。为提高生产效率,飞机工件喷涂车间常采用批量喷涂的方式作业。因此,飞机工件喷涂车间中的工件会先分组装载到矩形托盘上进行移动和喷涂,以减少人工操作对漆面质量的负面影响。为了提高矩形托盘的面积利用率,通常将不同形状和大小的工件加载到同一半色调上。此外,根据飞机工件喷涂车间下游装配系统的物流分配要求,客户订单中的工件需要分批交付。如果工件在客户要求的交付日期之后完成喷涂作业,则车间应支付违约罚款。相反,如果工件在客户要求的交付日期之前过早完成喷涂作业,则车间又面临着支付工件的储存费用。然而,目前飞机工件喷涂车间主要依赖于通过专家经验制定调度方案,较过于主观,不但生产效率较低,还较难实现按照交付日期精准完成喷涂作业导致因存储或违约造成额外花费,增加了生产成本。
2、因此,结合飞机工件喷涂车间的实际需求,为了提高飞机工件喷涂车间的生产率以及降低生产成本,亟需设计一种飞机工件喷涂车间调度方法。
技术实现思路
1、为了解决目前主要依赖于通过专家经验来制定飞机工件喷涂车间调度方案所存在的生产效率较低、生产成本较高的技术问题,本发明提出了一种考虑工件排布的车间作业智能调度方法。
2、本发明的技术方案是:
3、一种考虑工件排布的车间作业智能调度方法,其特殊之处在于,包括以下步骤:
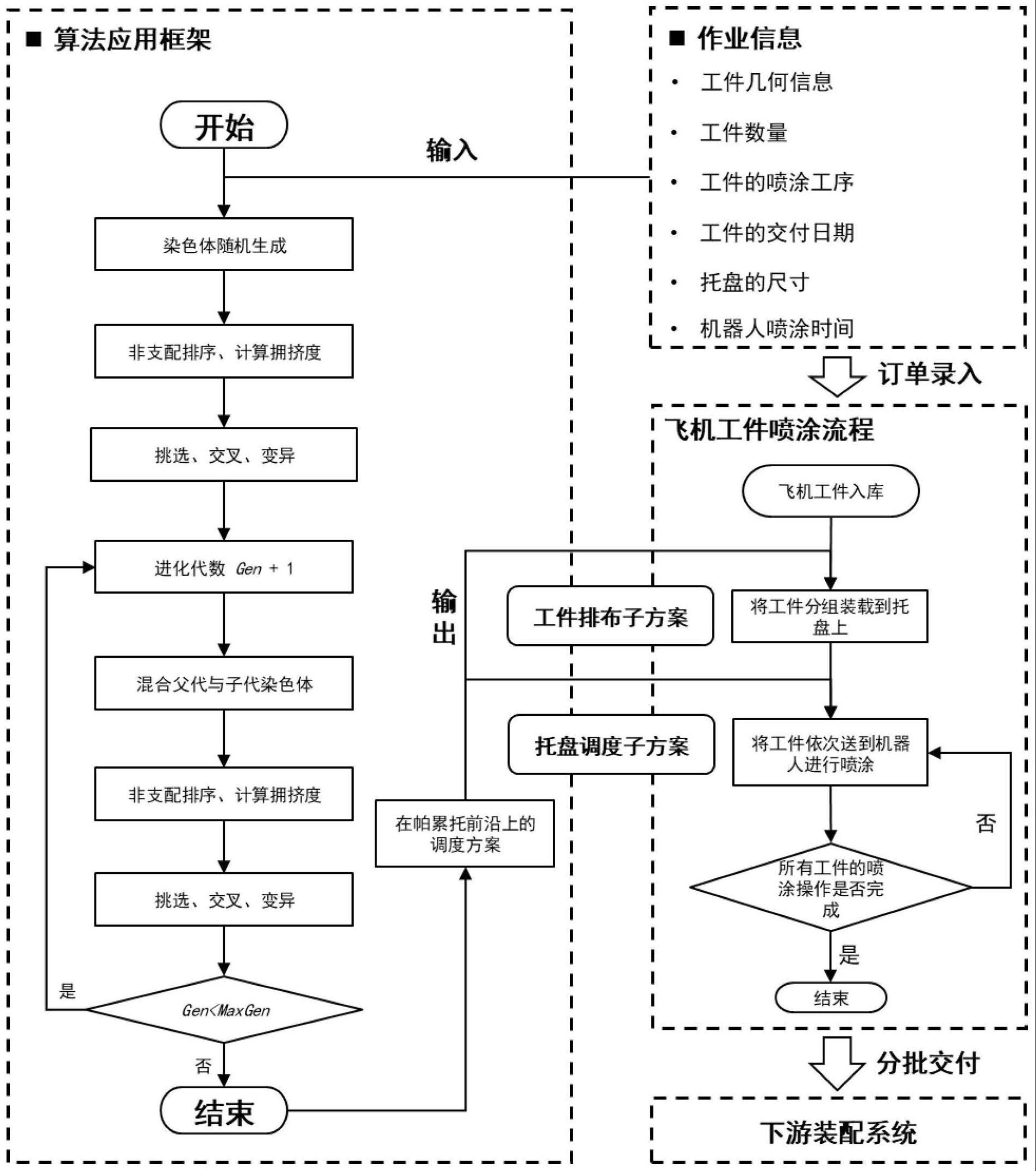
4、步骤1:基于采集的作业参数和订单信息,以最小化工件总完成时间和最小化总加权惩罚为优化目标,建立多目标优化模型;
5、步骤2:建立初始染色体种群,其中的每个染色体均为三层染色体模型,包括用于表征工件排布子方案的第一层染色体序列,以及用于表征托盘调度子方案的第二层和第三层染色体序列;
6、步骤3:计算每个染色体在所述优化目标上的表现,获取每个染色体的帕累托层数和拥挤距离;
7、步骤4:基于所述帕累托层数和拥挤距离,在当前染色体种群中选出优良染色体,组成父代种群;
8、步骤5:基于所述父代种群生成子代种群;
9、步骤6:混合当前的父代种群和子代种群,得到新的染色体种群,种群迭代次数加1,检验种群迭代次数是否符合设定要求,若否,则返回步骤3;若是,则从当前最新的染色体种群中选取位于帕累托前沿的调度方案作为生产调度的依据。
10、进一步地,步骤1中所述的作业参数包括工件总数、喷涂机器人总数、每个工件所需的喷涂工序数量、托盘尺寸、机器人喷涂时间和工件几何信息;所述订单信息包括每个工件的交付日期。
11、进一步地,步骤1中所建立的多目标优化模型如下:
12、
13、其中:
14、x1和x2分别为工件排布子方案变量和托盘调度子方案变量;
15、numhi表示第i个工件所摆放的托盘编号;
16、posxi与posyi表示第i个工件在托盘上的坐标;
17、numrj_q表示第j个托盘上的工件第q次喷涂选择的喷涂机器人编号;
18、tsj_q表示第j个托盘上的工件第q次执行喷涂的开始时间;
19、f1,f2为目标函数;
20、twi为第i个工件完成所有喷涂工序的时间;
21、di为第i个工件的计划交付日期;
22、θ1与θ2为权重因子,取值在0-1之间,分别对应违约与存储导致的生产成本消耗;
23、cmax为工件总完成时间;
24、p为总加权惩罚;
25、leni为包围第i个工件的矩形的长,widi为包围第i个工件的矩形的宽;
26、lenh为托盘的长度,widh为托盘的宽度。
27、进一步地,步骤2中所述的第一层染色体序列,其长度等于工件总数i,由正整数1-i随机顺序组成,且任意正整数i∈[1,i]仅能出现一次;
28、步骤2中所述的第二层与第三层染色体序列的长度均为q×j,第二层染色体序列由正整数1-j随机顺序组成,且任意正整数j∈[1,j]出现的次数与第j个托盘需要喷涂的次数q相等;第三层染色体序列由正整数1-k随机组成,且任意正整数k∈[1,k]出现次数不限;j为装载工件所需的托盘数量,通过对所述第一层染色体序列解码得到;k为喷涂机器人总数。
29、进一步地,步骤3中计算每个染色体在所述优化目标上的表现的方法为:
30、首先,采用最低水平线排布法对第一层染色体序列解码,按照第一层染色体序列中正整数的顺序对工件进行排布,得到工件排布子方案schw,从而确定每个工件所处的托盘编号;
31、然后,对第二层与第三层染色体序列解码,第二层与第三层染色体序列中任意一对位置相同的实数j与实数k构成一个调度指令,表示第j个托盘由第k个喷涂机器人执行一次喷涂操作,得到包含所有托盘需要的喷涂操作的托盘调度子方案甘特图,基于该甘特图计算每个染色体在所述优化目标上的表现。
32、进一步地,步骤3中,所述每个染色体的帕累托层数通过经典nsga-ii算法中的非支配排序方法获取,所述拥挤距离通过经典nsga-ii算法中的拥挤距离计算方法获取。
33、进一步地,步骤5具体为:
34、从所述父代种群中随机挑选两个染色体作为父本与母本,设置交叉概率p1∈[0,1],随机生成一个正整数x∈[1,10],若x≤p1×10,则对所述父本与母本进行交叉、变异,得到新染色体加入子代种群中,反之则直接将所述父本与母本添加到子代种群中。
35、进一步地,对所述父本与母本进行交叉、变异时,对父本与母本中的第一层染色体序列采用多点交叉算子,对第二层与第三层染色体采用改进的新交叉算子;
36、针对第一层染色体序列的多点交叉算子的具体步骤如下:
37、sa1、两个已知三层染色体模型中第一层染色体序列长度为i,随机构建一个工件集合s={s1,s2,...,si/2},该集合通过从工件编号1~i中任意选取i/2个不重复的工件编号构成;i/2若为小数则向上取整;
38、sa2、遍历工件集合s,按照集合中的工件编号将父本序列中的相同编号按照相同位置遗传给子代1染色体中的第一层序列;
39、sa3、1~i中剩余的工件编号,根据其在母本序列中的出现顺序,填补在子代1染色体中的第一层序列中的空余位置;
40、sa4、子代2染色体的第一层序列生成的方式与子代1的第一层染色体生成方式相反,即先按照集合中的工件编号将母本序列中的相同编号按照相同位置遗传给子代2染色体中的第一层序列,然后对于1~i中剩余的工件编号,根据父本序列中的出现顺序,填补在子代2染色体中的第一层序列中的空余位置;
41、针对第二层与第三层染色体序列的改进的新交叉算子的具体步骤如下:
42、情形1:子代染色体的第二层与第三层染色体序列所需要的托盘数量j比父本和母本的序列需要的托盘数量(j1,j2)少:
43、sb1、随机构建一个托盘集合s1={s1,s2,...,sj/2},该集合通过从托盘编号1~min{j1,j2}中任意选取min{j1,j2}/2个不重复的托盘编号构成;min{j1,j2}/2若为小数则向上取整;
44、sb2、遍历托盘集合s1,若较短长度的染色体序列中托盘编号与s1相同,则按照相同位置保留到子代染色体的第二层染色体序列中,同时与其对应的第三层染色体序列中的机器人编号保持位置遗传到子代染色体的第三层染色体序列中;
45、sb3、1~min{j1,j2}中剩余的托盘编号,根据较长的染色体第二层序列中的出现顺序,填补在子代染色体中的第二层染色体序列中的空余位置,第三层染色体序列中对应的正整数填补在对应位置;
46、sb4、删除子代染色体第二层序列中(j,min{j1,j2}]的托盘编号,以及对应位置的第三层染色体序列中的机器人编号;
47、情形2:子代染色体的第二层与第三层染色体序列所需要的托盘数量j比父本和母本的序列需要的托盘数量(j1,j2)都大
48、sc1、随机构建一个托盘集合该集合通过从托盘编号1~max{j1,j2}中任意选取max{j1,j2}/2个不重复的托盘编号构成;max{j1,j2}/2若为小数则向上取整;
49、sc2、遍历集合s1,如果父本与母本中所需托盘较多的那个染色体中第二层染色体序列中的托盘编号与集合s1中的托盘编号相同,则保留位置遗传到子代染色体的第二层染色体序列中,同时与其对应的第三层染色体序列中的正整数保持位置遗传到子代染色体的第三层染色体序列中;
50、sc3、(min{j1,j2},j]中剩余的正整数随机填补在子代染色体第二层染色体序列的剩余位置中,子代染色体的第三层染色体序列的空余位置由1~k的正整数随机填入;
51、sc4、1~min{j1,j2}中剩余的托盘编号,根据父本与母本中所需托盘较少的那个染色体的第二层染色体序列中的出现顺序,填补在子代染色体中的第二层染色体序列中的空余位置,第三层染色体序列中对应的正整数填补在对应位置;
52、情形3:其他情况
53、sd1、随机构建一个托盘集合该集合通过从托盘编号1~min{j1,j2}中任意选取min{j1,j2}/2个不重复的托盘编号构成;min{j1,j2}/2若为小数则向上取整;
54、sd2、遍历集合s1,如果父本与母本中所需托盘较少的那个染色体中第二层染色体序列中的托盘编号与集合s1中的托盘编号相同,则保留位置遗传到子代染色体的第二层染色体序列中,同时与其对应的第三层染色体序列中的正整数保持位置遗传到子代染色体的第三层染色体序列中;
55、sd3、1~j中剩余的托盘编号,根据父本与母本中所需托盘较多的那个染色体的第二层染色体序列中的出现顺序,填补在子代染色体中的第二层染色体序列中的空余位置,第三层染色体序列中对应的托盘编号填补在对应位置。
56、本发明同时提供了一种电子设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序;其特殊之处在于:所述处理器执行所述程序时实现上述的车间作业智能调度方法。
57、本发明还提供了一种非易失性存储介质,其上存储有计算机程序,其特殊之处在于:所述计算机程序被执行时实现上述的车间作业智能调度方法。
58、与现有技术相比,本发明具有如下有益效果:
59、1.本发明所提供的车间作业智能调度方法,将工件的尺寸信息、交付日期、喷涂工艺以及飞机工件喷涂车间的基本作业信息输入本发明所建立的调度模型后,通过智能多目标优化算法快速且稳定地在全局领域中搜索到合适的调度方案,能够辅助车间的工作人员进行调度方案的决策,实现在保证使用较少的托盘尽快完成所有喷涂工序的前提下,能根据每个工件的交付日期精确地完成工件的喷涂操作,减少因提前完工需要存储工件所带来的成本增加以及延后完工带来的额外损失,有利于提高飞机工件喷涂生产线的经济效益。
60、2.在现有的调度方法中,对于飞机工件喷涂车间调度问题中所需要的工件排布子方案与托盘调度子方案,由于考虑的约束不同,大多采用优化方法首先以最小完工时间为目标对工件排布子方案进行单独优化,然后,针对最优的工件排布方案,以最小加权惩罚为目标对托盘调度子方案进行单独优化,虽然避免了染色体长度变化对编码与交叉带来的复杂性,但却忽略了工件排布子方案与托盘调度子方案之间的联系,提前确定了工件排布子方案导致托盘调度子方案无论怎么优化也无法得到合适的结果。
61、本发明在多目标优化模型构建完成后,采用nsga-ii优化方法作为优化框架,提出了改进的三层染色体模型以及对应的交叉算子,解决了由于工件排布所需要的托盘数量不确定而导致长度变化的染色体的编码与交叉问题,使得本发明提出的调度方法能够将飞机工件喷涂车间调度问题中所需要的工件排布子方案以及托盘调度子方案看作一个整体进行同时优化。
- 还没有人留言评论。精彩留言会获得点赞!