圆弧与直线衔接拐角的光顺方法、系统、设备及存储介质与流程
本技术涉及自动化控制,尤其涉及一种圆弧与直线衔接拐角的光顺方法、系统、设备及存储介质。
背景技术:
1、在激光切割系统中,数控编程的刀具轨迹通常用直线命令g01和圆弧命令g02/g03混合表达。直线和圆弧衔接时,如果衔接拐角不经过任何处理而直接按原始轨迹加工,由于衔接拐角的前后切矢量和曲率的不连续,刀具在拐角处的加工速度和加速度会发生跳变,导致工件表面的加工质量受到不良影响,加工效率也会降低。因此,针对直线和圆弧的衔接拐角进行几何连续性研究是非常有必要的。
2、目前,直线和圆弧的衔接拐角的处理方法主要有两种。一、倒圆角工艺:在直线和圆弧的衔接拐角添加一段过渡圆弧。这种方法只保证了过渡圆弧与直线、圆弧的衔接处的g1连续(速度连续,或者称相切连续),但其加速度仍处于跳变状态,对直线和圆弧的衔接拐角的加工效率提升不大。二、在直线和圆弧的衔接拐角处添加一段或两段样条曲线,但这种方式仅保证了过渡的样条曲线与直线的衔接处的g2连续(加速度连续,或者称曲率连续),但样条曲线与圆弧的衔接处仍是g1连续,而没有g2连续。
3、相关技术中,为使过渡曲线与直线、圆弧的衔接拐角均满足g1连续和g2连续,需经过一个复杂的求解过程,计算的工作量较大。
技术实现思路
1、本技术旨在至少解决现有技术中存在的技术问题之一。为此,本技术提出一种圆弧与直线衔接拐角的光顺方法,通过简单的计算即可实现圆弧与直线的衔接拐角的g1连续和g2连续。
2、本技术还提出一种加工轨迹拐角光顺系统。
3、本技术还提出一种加工设备。
4、本技术还提出一种计算机可读存储介质。
5、根据本技术的第一方面实施例的圆弧与直线衔接拐角的光顺方法,包括以下步骤:
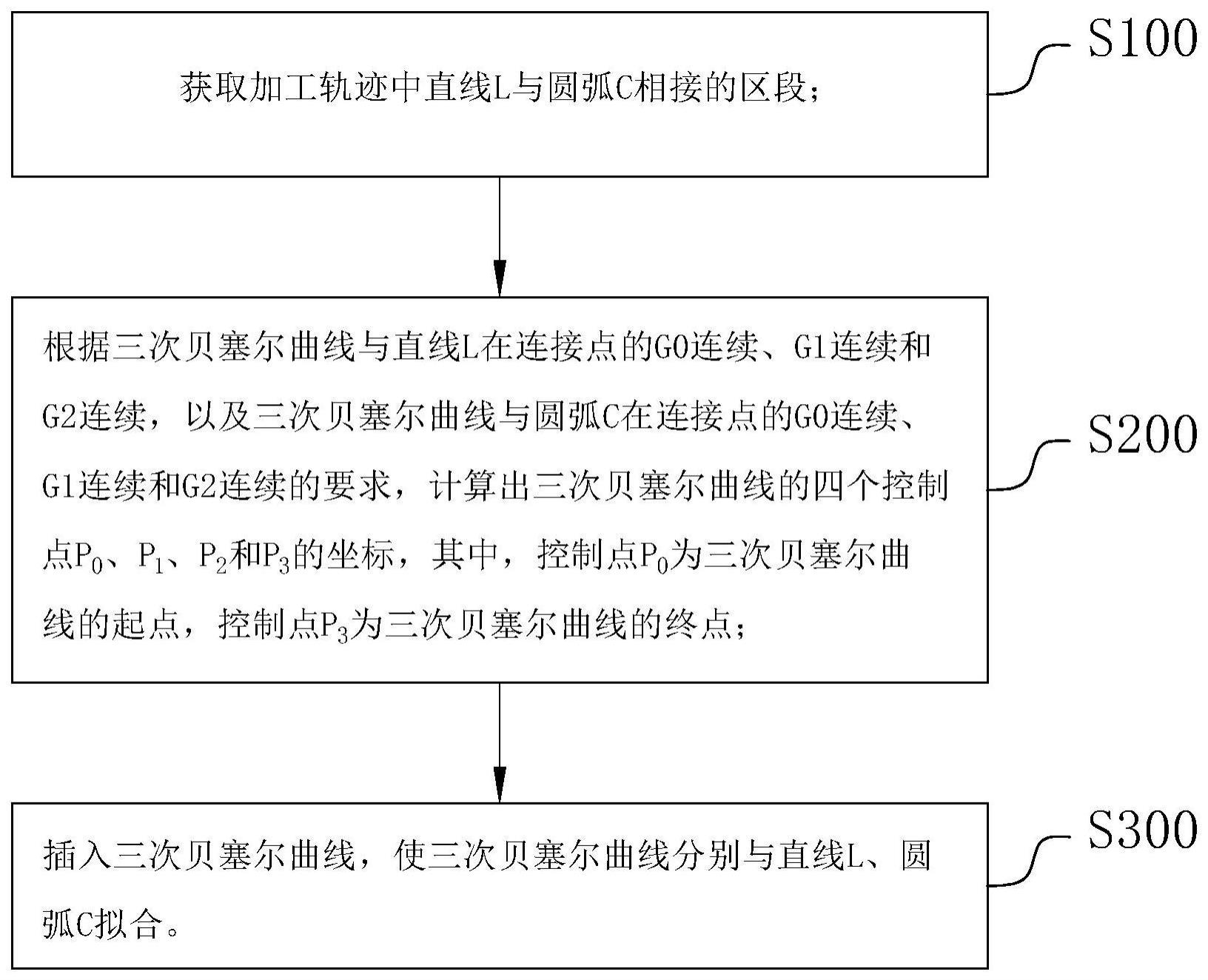
6、获取加工轨迹中直线l与圆弧c相接的区段;
7、根据三次贝塞尔曲线与直线l在连接点的g0连续、g1连续和g2连续,以及三次贝塞尔曲线与圆弧c在连接点的g0连续、g1连续和g2连续的要求,计算出三次贝塞尔曲线的四个控制点p0、p1、p2和p3的坐标,其中,控制点p0为三次贝塞尔曲线的起点,控制点p3为三次贝塞尔曲线的终点;
8、插入三次贝塞尔曲线,使三次贝塞尔曲线分别与直线l、圆弧c拟合。
9、根据本技术实施例的圆弧与直线衔接拐角的光顺方法,至少具有如下有益效果:通过直线l与圆弧c的衔接拐角的相切连续和曲率连续的要求,结合三次贝塞尔曲线的参数方程和曲率公式,只要确定它的四个控制点p0、p1、p2和p3的坐标,即可获得确定形状的三次贝塞尔曲线,该计算过程较为简单,无需求解高次方程,有利于以简单的算法实现直线l与圆弧c的衔接拐角的相切连续和曲率连续。
10、根据本技术的一些实施例,获得控制点p0的坐标的步骤包括:
11、根据三次贝塞尔曲线与圆弧c的g0连续的要求,在圆弧c上取一点作为控制点p0;使|pcp0|err,其中,pc为直线l与圆弧c的交点,err为直线l与圆弧c的拐角拟合精度,|pcp0|为控制点p0与交点pc之间的距离;
12、如果则取得的p0满足要求;如果则在圆弧上另外取一点作为p0,使得其中,为圆弧c上从控制点p0到交点pc的弧长,lc为圆弧c的弧长,d1为系数,且系数d1满足关系式:d1≤0.5。
13、根据本技术的一些实施例,系数d1的取值为0.4。
14、根据本技术的一些实施例,获得控制点p1的坐标的步骤包括:
15、三次贝塞尔曲线的参数方程为c(t)=(1-t)3p0+3(1-t)2tp1+3(1-t)t2p2+t3p3,其中,t为参变量,且t∈[0,1];
16、根据曲线曲率公式可知,三次贝塞尔曲线在终点p3的曲率为其中,c'(t)表示c(t)的一阶导数,c”(t)表示c(t)的二阶导数,“×”表示矢量的叉积,||p2p3||表示矢量p2p3的欧几里得范数,也即矢量p2p3的模长,||p2p1||表示矢量p2p1的欧几里得范数,也即矢量p2p1的模长;
17、根据三次贝塞尔曲线与直线l的g0连续的要求,在直线l上选取一点作为三次贝塞尔曲线的控制点p3;
18、根据三次贝塞尔曲线与直线l的g1连续的要求,三次贝塞尔曲线在控制点p3处的切矢量t3(xt3,yt3)为直线的单位矢量,其中,直线l的起点为ls(xls,yls),起点ls与交点pc为同一点,直线l的终点为le(xle,yle);
19、根据三次贝塞尔曲线与直线l在控制点p3处的g2连续的要求,三次贝塞尔曲线在控制点p3处的曲率k(1)=0;
20、将k(1)=0代入公式根据四个控制点p0、p1、p2和p3为不同的点,可得sin(∠p3p1p2)=0,即p1、p2和p3三点均在直线l上;
21、根据三次贝塞尔曲线与圆弧c在控制点p0处的g1连续的要求,控制点p1为切矢量t0(xt0,yt0)所在直线与直线l的交点,其中,切矢量t0(xt0,yt0)为圆弧c在控制点p0处的切矢量;
22、判断控制点p1是否存在,即判断切矢量t0(xt0,yt0)与切矢量t3(xt3,yt3)是否平行;如果t0×t3=0,则说明控制点p1不存在,此时缩小拐角拟合精度err,直至t0×t3≠0;
23、通过方程组计算p1的坐标(x1,y1)。
24、根据本技术的一些实施例,获得控制点p2的坐标的步骤包括:
25、根据曲线曲率公式可知,三次贝塞尔曲线在控制点p0的曲率为其中,c'(t)表示c(t)的一阶导数,c”(t)表示c(t)的二阶导数,“×”表示矢量的叉积,||p1p2||表示矢量p1p2的欧几里得范数,也即矢量p1p2的模长,||p0p1||表示矢量p0p1的欧几里得范数,也即矢量p0p1的模长;
26、根据三次贝塞尔曲线与圆弧c在控制点p0处的g2连续的要求,三次贝塞尔曲线在控制点p0的曲率为其中,r为圆弧c的半径;
27、计算∠p0p1p2的角度,其中,||t0||为切矢量t0的欧几里得范数,也即切矢量t0的模长,||t3||为切矢量t3的欧几里得范数,也即切矢量t3的模长;
28、根据控制点p0和p1的坐标,计算矢量p0p1的模长l1;
29、将矢量p0p1的模长l1和代入三次贝塞尔曲线在控制点p0的曲率公式中,计算得出矢量p1p2的模长
30、根据控制点p2位于直线l上,可得控制点p2的坐标:p2(x2,y2)=p1(x1,y1)+l2t3(xt3,yt3)。
31、根据本技术的一些实施例,获得控制点p3的坐标的步骤包括:
32、令||p2p3||=l2,;
33、根据控制点p3位于直线l上,可得控制点p3的坐标:p3(x3,y3)=p2(x2,y2)+l2t3(xt3,yt3)。
34、根据本技术的一些实施例,检验控制点p3的坐标,包括以下步骤:
35、如果则控制点p3满足要求;如果则缩小拐角拟合精度err,重新计算四个控制点p0、p1、p2和p3的坐标,直至或者,如果将与交点pc的距离为d2ll、且在线段lsle上的点确定为控制点p3,并采用上述步骤,反向推导出控制点p0、p1和p2的坐标;
36、其中,为线段p3pc的长度,ll为线段lsle的长度,d2为系数,且系数d2满足关系式:d2≤0.5。
37、根据本技术的第二方面实施例的圆弧与直线衔接拐角的光顺系统,包括:
38、加工轨迹获取模块,用于获取加工轨迹中直线l与圆弧c相接的区段;
39、坐标获取模块,用于根据三次贝塞尔曲线与直线l在连接点的g0连续、g1连续和g2连续,以及三次贝塞尔曲线与圆弧c在连接点的g0连续、g1连续和g2连续的要求,计算出三次贝塞尔曲线的四个控制点p0、p1、p2和p3的坐标,其中,控制点p0为三次贝塞尔曲线的起点,控制点p3为三次贝塞尔曲线的终点;
40、拟合模块,用于插入三次贝塞尔曲线,使三次贝塞尔曲线分别与直线l、圆弧c拟合。
41、根据本技术的第三方面实施例的一种加工设备,包括:
42、存储器,存储有计算机程序;
43、处理器,所述处理器执行所述计算机程序时能够实现如上述的圆弧与直线衔接拐角的光顺方法的步骤。
44、根据本技术的第四方面实施例的一种计算机可读存储介质,所述计算机可读存储介质上存储有计算机程序,所述计算机程序被处理器执行时实现上述的圆弧与直线衔接拐角的光顺方法的步骤。
45、本技术的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本技术的实践了解到。
- 还没有人留言评论。精彩留言会获得点赞!