一种双向温控的加料罐料液温度控制方法与流程
本发明涉及制丝加料的料液温控,尤其涉及一种双向温控的加料罐料液温度控制方法。
背景技术:
1、制丝加料机是烟草制丝工艺中对烟片进行雾化添加料液的设备,而加料罐的作用是存储料液和维持料液温度恒定。加料机罐体温度采集源自测温传感器,罐体温度则是通过蒸汽通断阀的开和关两个执行动作进行控制。通过蒸汽进入罐体外围密封夹层中,用罐壁的热量对料液进行间接加热。当罐内料液较多时,加热过程比较缓慢。当罐内料液较少时,加热迅速,容易超温。现有技术的加料罐温控采用单一的蒸汽通断阀控制,罐温高于55℃,蒸汽通断阀关闭;罐温低于54℃时控制蒸汽通断阀开启。这种温控模型存在缺陷,即在生产末尾料液剩余量较少时,开启蒸汽通断阀后进入的大量蒸汽会对少量料液保持持续加热的效果,导致批次尾部有罐体温度升温爬坡的波动,造成料液超温,影响产品质量。同时,阀体的开关决定了加入蒸汽的多少,而蒸汽的所有热量都传递给料罐和料液,而多余热量则一直存储于料罐蒸汽管壁上,无法消耗。造成加料罐料液温度控制性质决定只能快速加热、无法快速冷却,而目前工艺对料液化学性质的要求是,不允许超温,且要持续稳定在工艺设定温度的小范围内。因此,如何实现既能快速加热又能快速散热的双向作用的料液温度控制,达到稳定控制料温的目的,具有重要的意义。
技术实现思路
1、本发明提供一种双向温控的加料罐料液温度控制方法,解决现有制丝加料罐料液温控存在的问题,能实现料罐的快速加热和快速散热,提高料液温度控制的稳定性和准确性。
2、为实现以下目的,本发明提供以下技术方案:
3、一种双向温控的加料罐料液温度控制方法,包括:
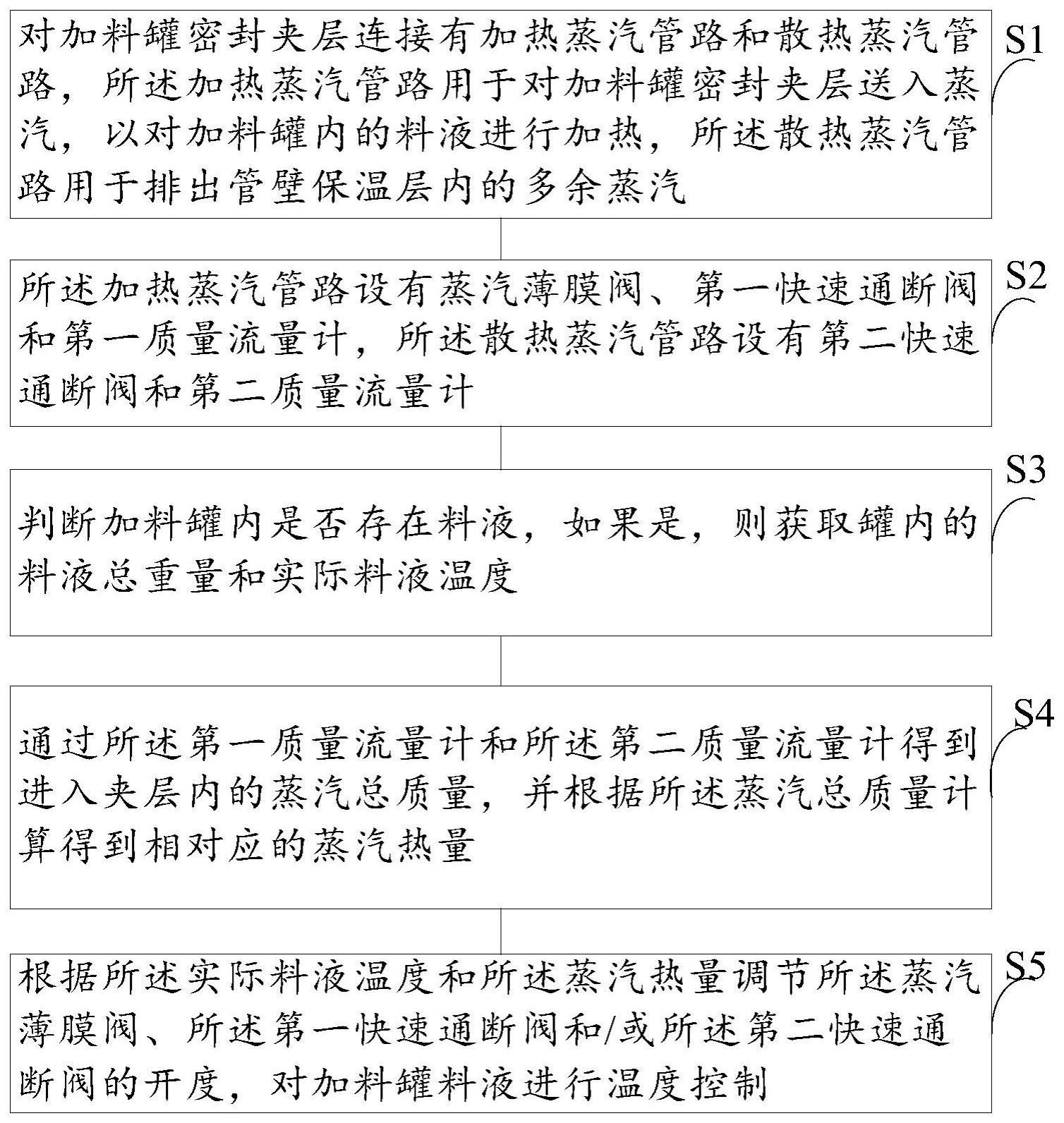
4、对加料罐密封夹层连接有加热蒸汽管路和散热蒸汽管路,所述加热蒸汽管路用于对加料罐密封夹层送入蒸汽,以对加料罐内的料液进行加热,所述散热蒸汽管路用于排出管壁保温层内的多余蒸汽;
5、所述加热蒸汽管路设有蒸汽薄膜阀、第一快速通断阀和第一质量流量计,所述散热蒸汽管路设有第二快速通断阀和第二质量流量计;
6、判断加料罐内是否存在料液,如果是,则获取罐内的料液总重量和实际料液温度;
7、通过所述第一质量流量计和所述第二质量流量计得到进入夹层内的蒸汽总质量,并根据所述蒸汽总质量计算得到相对应的蒸汽热量;
8、根据所述实际料液温度和所述蒸汽热量调节所述蒸汽薄膜阀、所述第一快速通断阀和/或所述第二快速通断阀的开度,对加料罐料液进行温度控制。
9、优选的,所述根据所述蒸汽总质量计算得到相对应的蒸汽热量,包括:
10、根据蒸汽热量方程得到蒸汽热量能量守恒公式:km=gt+c×y×(t2-t1)计算得到对应的蒸汽热量,其中,t1为料液吸收热量前的温度,t2为料液吸收热量后的温度,k、g、c值为常数,通过试验得到,y为罐内的料液总质量,m为蒸汽总质量,t为时间。
11、优选的,还包括:
12、根据罐内的所述料液总重量进行分区,并构造所述蒸汽薄膜阀的开度值与所述料液总重量对应关系,进而将蒸汽压力基于罐内的所述料液温度控制,以提升温度控制精度。
13、优选的,所述根据罐内的所述料液总重量进行分区,包括:
14、设立第一重量阈值eight1、第二重量阈值weight2和第三重量阈值weight3,判断罐内的所述料液总重量处于对应的分区,以计算对应的所述蒸汽薄膜阀的开度值,其中weight3<weight2<weight1。
15、优选的,构造所述蒸汽薄膜阀的开度值与所述料液总重量对应关系,包括:
16、根据公式计算所述蒸汽薄膜阀的开度值va,计算公式如下:
17、其中,r为设定开度值。
18、优选的,还包括:
19、根据料液温度实际值tt计算快速通断阀开启的时间ton2与关闭时间toff2,然后反复以变化时间的方式反复开启和关闭所述第一快速通断阀,每次重新计算开启的时间ton2与关闭时间toff2的值,最终以时变的脉冲波的形式控制所述第一快速通断阀的开启与关闭,使得罐体内料液温度稳定到工艺设定值ttemp。
20、优选的,还包括:
21、如果料液温度实际值tt大于所述工艺设定值,则保持所述第二快速通断阀常开,且关闭加热管路的所述蒸汽薄膜阀和所述第一快速通断阀,以快速进行散热。
22、优选的,还包括:
23、当0<ttemp-tt≤0.3时,表明实际罐内料液温度几乎接近工艺要求值,为了防止超温,关闭加热管路的所述蒸汽薄膜阀和所述第一快速通断阀,并以定时的方式开关所述第一快速通断阀和所述第二快速通断阀,然后反复以定时的方式反复开启、关闭快速通断阀,最终以定值脉冲波的形式控制散热快速通断阀的开启与关闭。
24、优选的,还包括:
25、当时,表明所述第一快速通断阀控制升温过程速度过快,且升温与时间的比值大于设定阈值yu2,则关闭加热管路的所述蒸汽薄膜阀和所述第一快速通断阀,然后根据与第一质量流量计累计加入蒸汽量的值计算所述第二快速通断阀开启的时间ton4与关闭时间toff4,然后反复以变化时间的方式反复开启、关闭所述第二快速通断阀,每次重新计算开启的时间ton4与关闭时间toff4的值,最终以时变的脉冲波的形式控制散热所述第二快速通断阀的开启与关闭,以减缓料液温度上升过快的速度,进而保证料液温度不会上升过快而导致超温。
26、优选的,还包括:
27、散热蒸汽管路的所述第二快速通断阀开启后,开始累计开启的时间ton4,直到散热蒸汽管路的所述第二质量流量计累计总质量达到x值,则迅速关闭所述第二快速通断阀,其中,x值计算公式为:其中fk定义为比例系数,由用户调试确定,p1为第一质量流量计累计加入蒸汽量的值。
28、本发明提供一种双向温控的加料罐料液温度控制方法,采用进入罐内的蒸汽总重量和实际料液温度对加料罐连接的加热蒸汽管路和散热加热管路上的蒸汽薄膜阀、第一快速通断阀和第二快速通断阀的开度进行调节,以对加料罐内的料液温度进行控制,解决现有制丝加料罐料液温控存在的问题,能实现料罐的快速加热和快速散热,提高料液温度控制的稳定性和准确性。
技术特征:
1.一种双向温控的加料罐料液温度控制方法,其特征在于,包括:
2.根据权利要求1所述的双向温控的加料罐料液温度控制方法,其特征在于,所述根据所述蒸汽总质量计算得到相对应的蒸汽热量,包括:
3.根据权利要求2所述的双向温控的加料罐料液温度控制方法,其特征在于,还包括:
4.根据权利要求3所述的双向温控的加料罐料液温度控制方法,其特征在于,所述根据罐内的所述料液总重量进行分区,包括:
5.根据权利要求4所述的双向温控的加料罐料液温度控制方法,其特征在于,构造所述蒸汽薄膜阀的开度值与所述料液总重量对应关系,包括:
6.根据权利要求5所述的双向温控的加料罐料液温度控制方法,其特征在于,还包括:
7.根据权利要求6所述的一种双向温控的加料罐料液温度控制方法,其特征在于,还包括:
8.根据权利要求7所述的双向温控的加料罐料液温度控制方法,其特征在于,还包括:
9.根据权利要求8所述的双向温控的加料罐料液温度控制方法,其特征在于,还包括:
10.根据权利要求9所述的双向温控的加料罐料液温度控制方法,其特征在于,还包括:
技术总结
本发明提供一种双向温控的加料罐料液温度控制方法,包括:对加料罐密封夹层连接有加热蒸汽管路和散热蒸汽管路,所述加热蒸汽管路设有汽薄膜阀、第一快速通断阀和第一质量流量计,所述散热蒸汽管路设有第二快速通断阀和第二质量流量计;判断加料罐内是否存在料液,如果是,则获取罐内的料液总重量和实际料液温度;通过所述第一质量流量计和所述第二质量流量计得到进入夹层内的蒸汽总质量,并根据所述蒸汽总质量计算得到相对应的蒸汽热量;根据所述实际料液温度和所述蒸汽热量调节所述蒸汽薄膜阀、所述第一快速通断阀和/或所述第二快速通断阀的开度,对加料罐料液进行温度控制。本发明能提高料液温度控制的稳定性和准确性。
技术研发人员:郭奔,吴林岳,梁婕,李汉莹
受保护的技术使用者:浙江中烟工业有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!