一种汽车零部件涂装质量管理系统及质量管理方法
本发明涉及涂装生产线管理系统,具体来说,涉及一种汽车零部件涂装质量管理系统及质量管理方法。
背景技术:
1、随着汽车行业的不断发展、劳动力成本的不断提高以及环保意识的不断增强,汽车零部件涂装管理系统需要进行升级。管理是构建整个生产线的支柱,对于质量有着非同一般的意义。要想得到零部件的良好涂层,涂装管理是根本保证。
2、专利号201611252738.2公开了基于云计算的汽车智能喷漆系统,其包括数据管理系统、汽车零件三维模型数据库、汽车零件喷涂程序数据库、喷涂件点云数据库、汽车零件喷涂程序数据库、质量检测数据库、汽车零件喷涂路径规划系统等,从而、双线接入式千兆网络,解决了油漆损耗大、质量一致性差的问题。
3、但是以上管理系统在具体使用时均存在以下问题:
4、现有的涂装质量管理系统在缺少对涂装车间内温度的高效管理,导致车间的总体功耗较高,且车间内的温度常常远低于规范设定的值,不利于企业降低生产成本,也达不到绿色发展的要求。同时在管理汽车零部件喷涂作业时,需要对涂装作业产生的粉尘进行处理,因此需要精确且及时的监测粉尘异常情况,保证工作环境安全,即难以兼顾生产标准和环保节能的要求。
5、针对相关技术中的问题,目前尚未提出有效的解决方案。
技术实现思路
1、针对相关技术中的问题,本发明提出一种汽车零部件涂装质量管理系统及质量管理方法,以克服现有相关技术所存在的上述技术问题。
2、为此,本发明采用的具体技术方案如下:
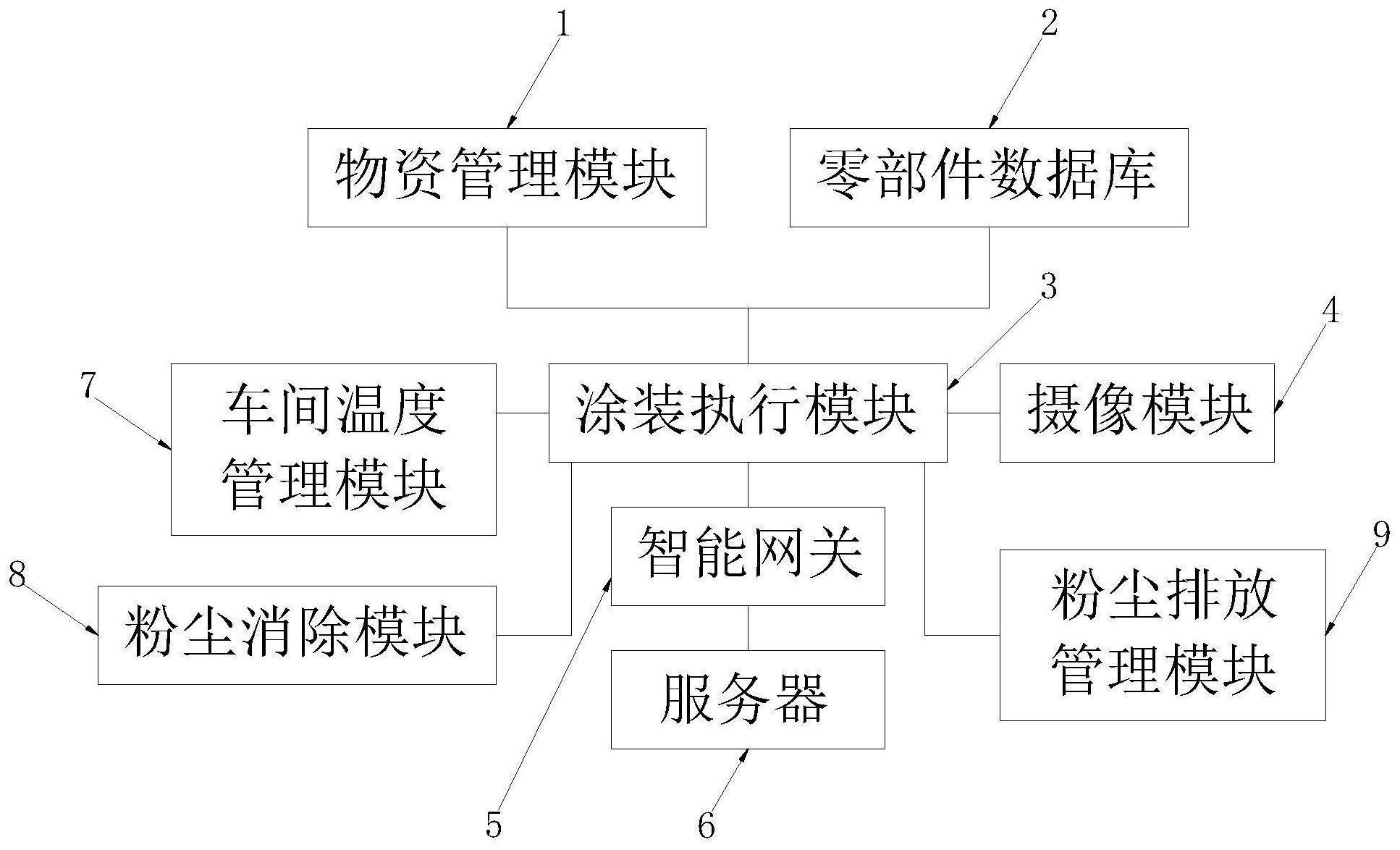
3、根据本发明的一个方面,提供了一种汽车零部件涂装质量管理系统,该系统包括涂装执行模块,摄像模块、智能网关、服务器、车间温度管理模块、粉尘消除模块及粉尘排放管理模块;
4、其中,所述涂装执行模块,用于获取喷涂工艺所需的参数,并启动喷涂机器人完成汽车零部件的涂装作业;
5、所述摄像模块,对汽车零部件涂装车间内的各个区域进行拍摄并监控;
6、所述智能网关,用于将每日汽车零部件涂装车间获取的生产数据及监控数据发送至服务器;
7、所述服务器,用于接收智能网关发送的数据,并下达生产指令,并通过智能网关将生产指令发送至汽车零部件涂装车间;
8、所述车间温度管理模块,用于预测汽车零部件涂装车间的冷负载,并根据预测的冷负载精准控制车间内供风量,并计算第一预测能耗值;
9、所述粉尘消除模块,用于将汽车零部件涂装车间喷涂时产生的粉尘进行吸收,并对吸收的粉尘进行净化处理;
10、所述粉尘排放管理模块,用于对汽车零部件涂装车间喷涂时产生的粉尘进行监控,并获取车间粉尘状况,并根据所述车间粉尘状况计算出粉尘消除模块所达到预设标准所需的第二预测能耗值;
11、基于单位时间内的车间供风量与粉尘净化效率的关系匹配图,匹配出最优的供风量和粉尘净化效率,从而得到第一修正预测能耗值和第二修正预测能耗值;
12、根据所述第一修正预测能耗值和第二修正预测能耗值分别设置车间温度管理模块以及粉尘排放管理模块的工作状态。
13、进一步的,所述车间温度管理模块中预测汽车零部件涂装车间的冷负载,并根据预测的冷负载精准控制车间内供风量时,预测汽车零部件涂装车间的内部冷负载及外部冷负载。
14、进一步的,所述预测汽车零部件涂装车间的内部冷负载时,对于预测a分钟后的内部冷负载,则从预先构建好的历史数据库中调取上周同一时间的内部冷负载作为预测的a分钟后的内部冷负载值,同时对历史数据进行加权优化。
15、进一步的,所述预测汽车零部件涂装车间的外部冷负载时,实时采集车间外温湿度参数并存储,实时采集车间内空调系统中冷冻水管的温度及冷冻水流量,计算得到空调系统的实时负载并存储;
16、将空调系统的实时负载与采集车间外温湿度参数进行对比,由于空调系统的实时负载与采集车间外温湿度参数的高峰值具有时间差,该时间差即为传导时间t,根据传导时间t便可预测外部冷负载,并将预测的外部冷负载及内部冷负载值进行相加,得到汽车零部件涂装车间的预测冷负载。
17、进一步的,所述预测汽车零部件涂装车间的冷负载之后,计算汽车零部件涂装车间内空调系统的空气处理机组的总预测送风量:
18、
19、式中,q为预测冷负载,cp为空气的比热容,tn为室内温度,ts为送风温度,并根据所述第一修正预测能耗值来修正得到最终总预测送风量。
20、进一步的,所述空气处理机组的最终总预测送风量得到后,根据最终总预测送风量改变车间内空调系统的空调机组和回排风机的转速,即调节供风量。
21、进一步的,所述粉尘排放管理模块中用于对汽车零部件涂装车间喷涂时产生的粉尘进行监控,并获取车间粉尘意外状况时,采用监控相机得到粉尘图像,并将粉尘图像输入改进的yolov4-tiny模型中,判断粉尘是否异常。
22、进一步的,所述改进的yolov4-tiny模型包括骨干网络及颈网络;
23、其中,所述改进的yolov4-tiny模型的骨干网络中,使用seres模块替换原yolov4-tiny网络中的res残差组件及route层组成的csp结构,使用步长为2的3×3卷积取代原yolov4-tiny网络中的第二个max pool层,并在第二个max pool层之后添加xres模块;
24、在颈网络中增加spp模块,并将prn模块组合到原yolov4-tiny网络中的fpn结构上;
25、prn模块的结构公式为:
26、pi=fi+upsample(fi+1)
27、fout=concat(p2,p3,...,pi);
28、式中,fi表示fpn结构中第i个尺度的特征图,fi+1表示比fi更大一个尺度的特征图;
29、pi表示经过prn模块调整后的第i个尺度的特征图;
30、upsample表示上采样操作,concat表示连接操作;
31、fout表示prn模块最终输出的多尺度特征图。
32、进一步的,所述seres模块,用于增强网络特征通道之间的信息交互;
33、所述xres模块,用于对通道相关性与空间相关性做最大程度的分离;所述spp模块,用于通过不同大小的池化层提取不同角度的特征,形成带有不同感受野的特征图,并通过route层将特征图进行通道维度上的拼接,提取到多尺度信息;
34、所述prn模块,用于将输入的粉尘图像分为两部分,一部分经过卷积,另一部分与卷积操作的结果进行特征融合,得到包含较多语义信息的特征图。
35、根据本发明的另一方面,提供了一种汽车零部件涂装质量管理方法,该质量管理方法包括以下步骤:
36、获取喷涂工艺所需的参数,并启动喷涂机器人完成汽车零部件的涂装作业,且对汽车零部件涂装车间内的各个区域进行拍摄并监控;
37、汽车零部件涂装车间与服务器之间通过智能网关进行数据传输;
38、预测汽车零部件涂装车间的冷负载,并根据预测的冷负载精准控制车间内供风量,并计算第一预测能耗值;
39、将汽车零部件涂装车间喷涂时产生的粉尘进行吸收,并对吸收的粉尘进行净化处理,同时对汽车零部件涂装车间喷涂时产生的粉尘进行监控,并获取车间粉尘状况,并根据所述车间粉尘状况计算出粉尘消除模块所达到预设标准所需的第二预测能耗值;
40、基于单位时间内的车间供风量与粉尘净化效率的关系匹配图,匹配出最优的供风量和粉尘净化效率,从而得到第一修正预测能耗值和第二修正预测能耗值;
41、根据所述第一修正预测能耗值和第二修正预测能耗值分别设置车间温度管理模块以及粉尘排放管理模块的工作状态。
42、本发明的有益效果为:本发明的汽车零部件涂装车间通过智能网关与远程的服务器进行数据传输,满足了远程管理需求。通过精准控制车间内供风量,从而可以高效的管理涂装车间内温度,降低了涂装车间的整体功耗,降低了企业生产成本,具备绿色发展的要求。同时对涂装过程中产生的粉尘进行吸收净化,减少了对环境的不良影响,且通过改进的yolov4-tiny模型可以及时且精准的检测到粉尘的异常情况,根据异常情况判断涂装车间是否发生异常。
- 还没有人留言评论。精彩留言会获得点赞!