压铸生产中工艺参数大数据的实时采集控制方法与流程
1.本发明实施例涉及压铸生产技术领域,具体涉及一种压铸生产中工艺参数大数据的实时采集控制方法。
背景技术:
2.目前对比欧美国家,中国机械制造业仍属于初级粗犷性阶段。制造业的升级总体需经历数据化,自动化和智能化/网络化。欧美国家部分企业实现数据化和自动化,但也未能实现智能化和网络化。
3.现阶段我国制造业以压铸生产为例连第一步数据化都没有完全达成,而且数据类型少,准确性不高;由于数据统计人员不了解工艺找不到应有的设置点,数据真实性低,具有目的性地修饰篡改;可靠性低,恶劣工业环境中故障率高;灵活性低,不易添加非内置监控参数。
4.同时目前国内的数据化技术、自动化和网络化只涉及erp,mes一类物流层面信息,对底层实际生产工艺参数(例如生产压力,生产温度)并未涉及或非常粗犷不具有实用价值。所述实际价值指对提高每台生产设备的效率,良品率和产品品质的指导意义。
技术实现要素:
5.为此,本发明实施例提供一种压铸生产中工艺参数大数据的实时采集控制方法,以解决现有技术中由于我国制造业的压铸生产没有达到数据化而导致的底层生产工艺参数无法对良品率和产品品质进行指导的问题。
6.为了实现上述目的,本发明实施例提供如下技术方案:
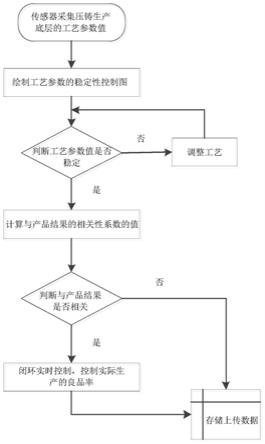
7.根据本发明实施例的第一方面一种压铸生产中工艺参数大数据的实时采集控制方法,所述方法包括:
8.采用传感器采集压铸生产底层的工艺参数值;
9.根据工艺参数值绘制工艺参数的稳定性控制图;
10.根据工艺参数的稳定性控制图判断工艺参数值是否稳定性;
11.如果工艺参数值不稳定则调整工艺,使工艺参数值达到稳定;
12.如果工艺参数值稳定,则计算所述工艺参数值与生产产品结果的相关性系数r的值;
13.根据相关性系数r的值判断所述工艺参数值与生产产品结果是否相关;
14.如果所述工艺参数值与生产产品结果相关,则根据设定的生产良品率计算工艺参数的最优取值范围;
15.根据所述工艺参数的最优取值范围,对高压铸造的工艺参数值进行闭环实时控制,从而控制实际生产的良品率。
16.进一步地,所述方法还包括:
17.将传感器采集的压铸生产底层的工艺参数值、相关性系数r值、工艺参数的最优取
值范围和生产的良品率发送到云端服务器。
18.进一步地,所述方法还包括:
19.所述云端服务器对工艺参数值、相关性系数r值、工艺参数的最优取值范围和生产的良品率的数据进行统计、分析和基于ai算法的自学习。
20.进一步地,所述根据工艺参数值绘制工艺参数的稳定性控制图,具体包括:
21.根据高压铸造生产过程中采集的工艺参数值计算第一参数均值
[0022][0023]
其中,x
ij
为第i个样本子组中的第j个第一参数值,n
i
为采集样本子组中第一参数值的个数;
[0024]
计算控制下限值lcl
i
:
[0025][0026]
计算控制上限值ucl
i
:
[0027][0028]
其中,μ为过程均值因子;k为检测参数,σ为过程标准差;i,j均为自然数;
[0029]
根据第一参数均值控制下限值lcl
i
和控制上限值ucl
i
绘制工艺参数的稳定性控制图。
[0030]
进一步地,所述根据工艺参数的稳定性控制图判断工艺参数值是否稳定,具体包括:
[0031]
根据工艺参数的稳定性控制图的数据计算所述工艺参数的极差、方差和标准差的值;
[0032]
通过极差、方差和标准差的值与设定的阈值相比较,判断所述工艺参数稳定或不稳定。
[0033]
进一步地,所述如果工艺参数稳定,则计算所述工艺参数值与生产产品结果的相关性系数r的值,具体包括:
[0034]
计算每个工艺参数对生产产品结果的影响大小的相关性系数r:
[0035][0036]
其中,x
i
为样本子组i中的第一参数值,为样本子组i中的第一参数值均值;y
i
为样本子组i中的第二参数值,为样本子组i中的第二参数值均值。
[0037]
进一步地,所述根据相关性系数r的值判断所述工艺参数与生产产品结果是否相关,具体包括:判断相关性系数r值是否小于影响因子,当相关性系数r值小于或等于影响因子时,所述工艺参数与生产产品结果相关;
[0038]
当相关性系数r值大于影响因子时,所述工艺参数与生产产品结果不相关。
[0039]
进一步地,相关性系数r值越小,所述工艺参数与生产产品结果相关性越大。
[0040]
进一步地,所述根据所述工艺参数的最优取值范围,对高压铸造的工艺参数进行闭环实时控制,从而控制实际生产的良品率,具体包括:
[0041]
根据所述工艺参数的最优取值范围,对高压铸造的工艺参数进行闭环实时控制:
[0042]
如果工艺参数超出最优取值范围,则对所述工艺参数进行反馈,使之回到最优取值范围,从而控制实际生产的良品率;
[0043]
如果工艺参数不能回到最优取值范围,则发出信号报警,同时将超出最优取值范围的工艺参数列表。
[0044]
本发明实施例一种压铸生产中工艺参数大数据的实时采集控制方法具有如下优点:
[0045]
1、能够总体升级我国制造业,有助于生产企业生产实现智能化和网络化;
[0046]
2、有助于实现我国压铸生产的数据化,通过大数据技术,采集海量多种类型数据,提高数据准确性和真实性;
[0047]
3、有助于数据统计人员了解工艺,找到工艺参数应有的设置点,降低工业环境中故障率;灵活性强,方便添加非内置监控参数;
[0048]
4、对底层实际生产工艺参数例如生产压力,生产温度的监控具有实用价值,能够提高生产设备的效率和良品率,对产品品质具有指导意义。
附图说明
[0049]
为了更清楚地说明本发明的实施方式或现有技术中的技术方案,下面将对实施方式或现有技术描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是示例性的,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图引伸获得其它的实施附图。
[0050]
本说明书所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容能涵盖的范围内。
[0051]
图1为本发明实施例提供的压铸生产中工艺参数大数据的实时采集控制方法的流程图;
[0052]
图2为本发明实施例提供的压铸生产中工艺参数大数据的实时采集控制方法的工艺参数的稳定性控制图。
具体实施方式
[0053]
以下由特定的具体实施例说明本发明的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本发明的其他优点及功效,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0054]
本发明提出一种压铸生产中工艺参数大数据的实时采集控制方法,如图1所示,所
述方法采用多种传感器采集压铸生产过程中底层生产的各类型变量数据,对所述变量数据通过不同处理后得到多个底层生产的工艺参数值。
[0055]
对所述工艺参数值进行计算后分析各个工艺参数的历史数据的稳定性,计算各个工艺参数的历史数据的误差,判断生产过程中各个工艺参数是否稳定,进而指导控制高压压铸生产的良品率。
[0056]
步骤1、采用速度或压力传感器采集高压铸造生产过程中底层生产的各类型变量数据,包括压射杆的压射速度值,压射缸压力值,以及其他工艺参数值;
[0057]
根据所述工艺参数值绘制工艺参数的稳定性控制图;
[0058]
根据所述稳定性控制图通过标绘点的描绘判断稳定性;
[0059]
所述工艺参数的稳定性控制图中的标绘点为:
[0060][0061]
其中,稳定性控制图中每个标绘点代表高压铸造生产过程中采集到的样本子组i中的第一参数均值,x
ij
为第i个子组中的第j个第一参数值,n
i
为子组中第一参数值的个数;所述第一参数值可以是传感器采集到的压射杆的压射速度,压射缸压力,以及其他工艺参数;i,j均为自然数;
[0062]
根据样本子组i中第一参数值的个数n
i
计算控制下限值lcl
i
:
[0063][0064]
根据样本子组i中第一参数值的个数n
i
计算控制上限ucl
i
:
[0065][0066]
其中,μ为过程均值因子;k为检测参数,默认值为3;σ为过程标准差;
[0067]
根据上述公式得到的第一参数均值控制下限值lcl
i
和控制上限值ucl
i
绘制工艺参数的稳定性控制图,如图2所示。
[0068]
通过工艺参数的稳定性控制图判断生产过程中工艺参数的稳定性,如果图2中的工艺参数超差则判断为不稳定,表示需要对工艺参数进行调整。
[0069]
所述根据工艺参数的稳定性控制图判断工艺参数的稳定性,具体包括:
[0070]
根据工艺参数的稳定性控制图进行误差计算:
[0071]
1)计算极差r:
[0072]
r=x
imax
‑
x
imin
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(4)
[0073]
其中x
imax
为样本子组i中的第一参数值最大值,x
imin
为样本子组i中的第一参数值最小值;
[0074]
2)计算方差σ2:
[0075]
[0076]
其中,x
i
为样本子组i中的第一参数值,为样本子组i中的第一参数平均值,n为样本的个数,n为自然数;
[0077]
3)计算标准差s:
[0078][0079]
将极差、方差和标准差的值与设定的阈值相比较,获得工艺参数稳定或不稳定的结果。
[0080]
步骤2、如果工艺参数稳定,则计算所述工艺参数与生产产品结果的相关性系数r的值:
[0081][0082]
其中,x
i
为样本子组i中的第一参数值,为样本子组i中的第一参数值均值;y
i
为样本子组i中的第二参数值,为子组i中的第二参数值均值;所述第二参数可以是传感器采集到的压射杆的压射速度,压射缸压力,以及其他工艺参数,与第一参数相区别;
[0083]
根据所述工艺参数对生产产品结果影响的大小对相关性系数r值降序排列,判断相关性系数r值是否小于影响因子,当相关性系数r值小于或等于影响因子时,所述工艺参数与生产产品结果相关;
[0084]
当相关性系数r值大于影响因子时,所述工艺参数与生产产品结果不相关。所述影响因子的优选值为0.05,相关性系数r值越小,所述工艺参数与生产产品结果相关性程度越大。
[0085]
步骤3、根据实际生产中获取的历史数据通过anova优化算法计算,计算工艺参数的最优取值范围。在不考虑自变量工艺参数间相互影响的情况下,计算工艺参数的最优取值范围m为:
[0086]
p(m)=0.95
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(8)
[0087][0088]
其中,p(m)为生产良品率,是工艺参数在最优取值范围内生产结果是良品的概率,m是工艺参数的最优取值范围。
[0089]
步骤4、根据实际生产中获取的历史数据通过anova优化算法计算最优取值范围,对高压铸造的核心工序压射速度进行闭环实时控制,从而控制生产工艺参数。
[0090]
步骤5、将所有从本地采集的工艺参数,执行步骤1
‑
步骤4,并将传感器采集的高压铸造生产过程中的工艺参数值、相关性系数r值、工艺参数的最优取值范围和生产的良品率发送到云端服务器,每个车间的数据都将被传到云端服务器。
[0091]
步骤6、所述云端服务器对工艺参数值、相关性系数r值、工艺参数的最优取值范围和生产的良品率的数据进行统计、分析和基于ai算法的自学习。
[0092]
步骤7、根据所述工艺参数的最优取值范围,对高压铸造的工艺参数进行闭环实时控制:
[0093]
如果工艺参数超出最优取值范围,则对所述工艺参数进行反馈控制,使之回到最优取值范围,从而控制实际生产的良品率;
[0094]
如果工艺参数不能回到最优取值范围,则发出信号报警,同时将超出最优取值范围的工艺参数列表。
[0095]
虽然,上文中已经用一般性说明及具体实施例对本发明作了详尽的描述,但在本发明基础上,可以对之作一些修改或改进,这对本领域技术人员而言是显而易见的。因此,在不偏离本发明精神的基础上所做的这些修改或改进,均属于本发明要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1