电池的制作方法
[0001]
本发明涉及电池。
背景技术:
[0002]
专利文献1公开袋型的锂二次电池。该电池中,用于排气的阀装置以被夹持的方式安装于沿着收纳电池元件的袋的周缘形成的密封部。该阀装置能够抑制袋的形状由于在袋内产生的气体而变形。
[0003]
现有技术文献
[0004]
专利文献
[0005]
专利文献1:特开2016-31934号公报
技术实现要素:
[0006]
发明要解决的课题
[0007]
专利文献1中,阀装置的内侧端缘和袋的周缘的密封部的内侧端缘形成为成齐平面。但是,该结构中,在例如通过热封形成密封部的情况下,阀装置的内端部可能由于密封热而变形。另外,也有时阀装置的内端部可由于在密封时施加的压力而变形。另外,也有时在阀装置的内端部形成于阀装置的通气路径可能由于密封时熔融的袋的材料而堵塞。这样,认为原因多种多样,但专利文献1的电池中,阀装置向袋安装时可能故障、而无法正常发挥作用。
[0008]
本发明是为了解决这种问题而研发的,其目的在于,提供一种电池,能够抑制阀装置的安装时的故障。
[0009]
用于解决课题的方法
[0010]
根据本发明的某个方面提供一种电池,包括电池元件、收纳体和阀装置。收纳体由层叠体构成,具有收纳电池元件的内部空间,且包含从电池的厚度方向上的第1侧覆盖内部空间的第1收纳部分和从电池的厚度方向上的与第1侧相反的第2侧覆盖内部空间的第2收纳部分。阀装置安装于收纳体,能够将收纳体的内部空间与外部空间连通。在收纳体中,通过使第1收纳部分和第2收纳部分沿着各自的周缘部熔接,而形成周缘接合部。阀装置在周缘接合部夹持于第1收纳部分和第2收纳部分之间,阀装置的内端从周缘接合部的内侧端缘向内部空间突出。
[0011]
所述电池中,第1收纳部分也可以具有鼓出部,该鼓出部配置于比周缘接合部的内侧端缘靠内侧,且鼓出于比周缘接合部靠电池的厚度方向的第1侧,阀装置的内端位于比鼓出部的外侧端缘靠内侧。
[0012]
所述电池中,阀装置也可以包含:第1部分,其内部形成有将在收纳体的内部空间产生的气体向收纳体的外部空间排出的阀机构;第2部分,其内部形成有将在收纳体的内部产生的气体向阀机构引导的通气路径。
[0013]
所述电池中,沿着通气路径延伸的方向观察时,第1部分的外形也可以在电池的厚
度方向上从第2部分的外形露出。
[0014]
所述电池中,第1部分也可以位于比周缘接合部的外侧端缘靠外侧。
[0015]
所述电池中,与第2部分相比,第1部分的与通气路径延伸的方向正交的截面的截面积较大。
[0016]
所述电池中,层叠体也可以至少依次具有基材层、阻隔层和热熔接性树脂层,第1收纳部分和第2收纳部分配置为,热熔接性树脂层彼此相对。
[0017]
所述电池中,第2部分也可以在周缘接合部夹持于热熔接性树脂层,在第2部分的外周和热熔接性树脂层之间配置有粘接性部件,该粘接性部件构成为与第2部分和热熔接性树脂层两者粘接。
[0018]
该电池中,可与热熔接性树脂层粘接的粘接性部件粘接于第2部分的外周。因此,根据该电池,不管第2部分的材料,均能够容易地维持收纳体和阀装置的粘接状态。
[0019]
在25℃环境下,由jis z2331:2006“氦泄漏试验方法”的“真空吹附法(喷涂法)”限定的方法测量的、阀装置的从二次侧向一次侧的氦泄漏量也可以为5.0
×
10-11
pa
·
m3/sec以上,5.0
×
10-6
pa
·
m3/sec以下。
[0020]
根据该电池,在收纳体的内部产生了气体的情况下,能够将该气体适当释放于收纳体的外部,且能够高度抑制水分从外部环境向收纳体的内部的侵入。
[0021]
所述电池中,在收纳体的内部产生的气体经由阀装置释放于收纳体的外部之后的收纳体的厚度方向的最大变形也可以低于30%。
[0022]
根据该电池,在适当的时刻经由阀装置释放气体,所以能够降低产生经由阀装置向收纳体的外部释放气体后,在收纳体形成较大的皱褶的情况和收纳体的形状大幅变形的情况的可能性。
[0023]
发明效果
[0024]
根据本发明的电池,阀装置的内端从收纳体的周缘接合部的内侧端缘向内部空间突出。即,阀装置的内端距周缘接合部隔开距离。因此,在形成周缘接合部时,施加于周缘接合部的热和压力等的使阀装置故障的原因难以作用于阀装置的内端部。因此,能够抑制安装阀装置时的故障。
附图说明
[0025]
图1是根据实施方式1的电池的俯视图。
[0026]
图2是图1的ii-ii截面图。
[0027]
图3是表示收纳体的图。
[0028]
图4a是图1的iv-iv截面图。
[0029]
图4b是另一例的图1的iv-iv截面图。
[0030]
图5是表示包装材料的截面结构的一例的图。
[0031]
图6是实施方式1的阀装置的俯视图。
[0032]
图7是图6的vi-vi截面图。
[0033]
图8是图6的vii-vii截面图。
[0034]
图9是图1的viii-viii截面图,是用于说明阀装置的安装状态的图。
[0035]
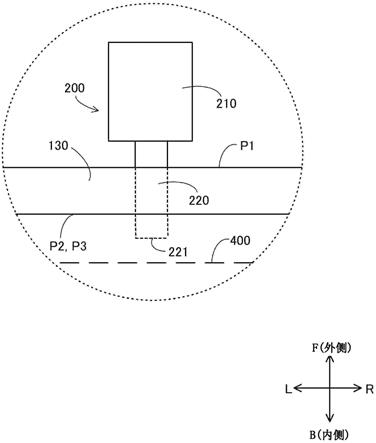
图10a是以图1的虚线表示的圆内的局部放大图。
[0036]
图10b是另一例的以图1的虚线表示的圆内的局部放大图。
[0037]
图11是表示电池的制造顺序的流程图。
[0038]
图12是表示在凸缘部和包装材料之间载置阀装置的动作的图。
[0039]
图13是实施方式2的阀装置的俯视图。
[0040]
图14是图13的xii-xii截面图。
[0041]
图15是实施方式3的阀装置的俯视图。
[0042]
图16是图15的xiv-xiv截面图。
[0043]
图17是实施方式4的阀装置的俯视图。
[0044]
图18是图17的xvi-xvi截面图。
[0045]
图19是实施方式5的阀装置的俯视图。
[0046]
图20是实施方式6的阀装置的俯视图。
[0047]
图21是图20的xix-xix截面图。
[0048]
图22是实施方式7的阀装置的俯视图。
[0049]
图23是图22的xxi-xxi截面图。
[0050]
图24是表示阀装置向收纳体的安装时的情形的图。
[0051]
图25是表示变形例1的阀装置的截面的图。
[0052]
图26是表示变形例2的阀装置的截面的图。
[0053]
图27是表示变形例3的阀装置的截面的图。
[0054]
图28是变形例4的阀装置的俯视图。
[0055]
图29是图28的xxvii-xxvii截面图。
[0056]
图30是变形例5的包装材料的俯视图。
[0057]
图31是图30的xxix-xxix截面图。
[0058]
图32是另一变形例的阀装置的俯视图。
[0059]
图33是图32的xxxiii-xxxiii截面图。
具体实施方式
[0060]
以下,参照附图详细地说明本发明的实施方式。此外,对图中相同或相当部分标注相同符号且不重复进行其说明。
[0061]
[1.实施方式1]
[0062]
<1-1.电池的概要>
[0063]
图1是根据本实施方式1的电池10的俯视图。图2是图1的ii-ii截面图。电池10是引片300的正极和负极配置于相反侧,且考虑例如将电池串联连接多个并以高电压使用的电动汽车和混合动力汽车等电动车辆用的形式。
[0064]
如图1和图2所示,电池10包含:收纳体100、电池元件400、引片300、引片膜310、阀装置200。
[0065]
收纳体100包含包装材料110、120。在收纳体100的周缘部,热封包装材料110、120,而形成周缘接合部130。即,在周缘接合部130,包装材料110、120相互熔接。此外,根据本实施方式1的周缘接合部130通过热封而形成,但不限定于此,例如,也能够通过超声波密封形成。总之,周缘接合部130是指使包装材料110、120熔接并一体化的部分。后面对包装材料
110、120进行详细地说明。
[0066]
电池元件400例如为锂离子电池(二次电池)或电容器等蓄电部件。电池元件400收纳于收纳体100的内部空间s1。当在电池元件400中产生异常时,可在收纳体100内产生气体。另外,例如在电池元件400为电容器的情况下,由于电容器的化学反应,可在收纳体100内产生气体。
[0067]
引片300是电池元件400中的电力的输入输出所使用的金属端子。引片300的一端部与电池元件400的电极(正极或负极)电连接,另一端部从收纳体100的端缘向外侧突出。
[0068]
构成引片300的金属材料例如为铝、镍、铜等。例如,在电池元件400为锂离子电池的情况下,与正极连接的引片300通常由铝等构成,与负极连接的引片300通常由铜、镍等构成。
[0069]
在电池10中,包含两个引片300。一引片300在收纳体100的周缘接合部130中箭头l方向的端部,经由引片膜310被夹在包装材料110、120。另一引片300在收纳体100的周缘接合部130中箭头r方向的端部,经由引片膜(tab film)310被夹在包装材料110、120。
[0070]
引片膜310为粘接性保护膜,构成为与包装材料110、120和引片300(金属)两者粘接。通过经由引片膜310,能够利用包装材料110、120固定金属制的引片300。另外,引片膜310在以特别高的电压使用的情况下,优选包含绝缘层、耐热层或耐热成分,并具有防短路功能。
[0071]
阀装置200根据收纳体100内的压力,在开启状态和关闭状态之间切换。阀装置200是在开启状态下使收纳体100的内部空间s1和外部空间连通的部件。阀装置200构成为,在收纳体100内的压力由于在收纳体100内产生的气体而成为规定值以上的情况下,将收纳体100内的气体释放于外部。另一方面,阀装置200在关闭状态下,从外部空间密闭收纳体100的内部空间s1。
[0072]
阀装置200的壳体优选为与包装材料110、120的最内层直接粘接的材料,优选利用包括与包装材料110、120的最内层相同的热熔接性的树脂、例如聚丙烯(pp)等树脂构成。假设在由于耐热性等原因,使用pp以外的不同材质的情况下,与引片中使用的引片膜一样,介设可与该不同材质和pp两者粘接的膜进行密封的方法是有效的。阀装置200在收纳体100的周缘接合部130的箭头f方向的端部侧,被夹在包装材料110、120。后面对阀装置200进行详细地说明。
[0073]
根据本实施方式1的电池10中,将阀装置200安装于收纳体100时,采用各种结构上的设计。以下,依次说明收纳体100的结构、阀装置200的结构、阀装置200向收纳体100的安装状态、和电池10的制造方法。
[0074]
此外,箭头lrudfb各自表示的方向在各附图中相同。以下,将箭头lr方向均称为“电池10的宽度方向”,将箭头ud方向均称为“电池10的厚度方向”。箭头lr方向、箭头ud方向和箭头fb方向相互正交。另外,也有时将箭头ud方向称为“上下方向”,此时,以后述的图3为基准,u侧为上侧,d侧为下侧。
[0075]
<1-2.收纳体的结构>
[0076]
图3是表示收纳体100的图。如图3所示,收纳体100具有收纳电池元件400的内部空间s1,并包含从电池10的厚度方向的下侧覆盖内部空间s1的包装材料110和从电池10的厚度方向的上侧覆盖内部空间s1的包装材料120。包装材料110、120各自利用所谓的层压薄膜
构成,俯视时的形状为大致相同的矩形形状。
[0077]
包装材料110包含成形为形成大致长方体形状的内部空间s1的成形部112和沿着成形部112的外侧端缘且向箭头fb方向和箭头lr方向延伸的凸缘部114。即,凸缘部114围绕成形部112。凸缘部114在大致同一平面内扩展,成形部112从凸缘部114向电池10的厚度方向的下侧,且向图3中表示的箭头d方向鼓出。成形部112中,开放箭头u方向的面。通过该开放的面,电池元件400(图1)配置于内部空间s1内。即,包装材料110是在成形部112的内部具有空间(实质上,与内部空间s1相同)的托盘式层压盒。包装材料110从电池10的厚度方向的下侧覆盖内部空间s1。
[0078]
另一方面,包装材料120是构成为片状,且从电池10的厚度方向的上侧覆盖主要由成形部112界定的内部空间s1的盖。作为盖的包装材料120的周缘部重合于托盘型的包装材料110的周缘部的凸缘部114上,使两周缘部熔接。这样形成的周缘接合部130延伸至收纳体100的外周整体,并形成为角环状。
[0079]
图4a是图1的iv-iv截面图。如该图所示,成形部112配置于比周缘接合部130的内侧端缘p2靠内侧,并从凸缘部114的内侧端缘p3立起。因此,成形部112鼓出于比周缘接合部130靠箭头d方向。该例中,周缘接合部130的内侧端缘p2和凸缘部114的内侧端缘(换言之,成形部112的外侧端缘)p3一致。此外,图中,斜线的区域是在周缘接合部130熔接的部分。图4b是另一例的图1的iv-iv截面图。如图4b的例子,周缘接合部130的内侧端缘p2也可以位于比凸缘部114的内侧端缘(换言之,成形部112的外侧端缘)p3靠外侧。
[0080]
图5是表示包装材料110、120的截面结构的一例的图。如图5所示,包装材料110、120各自是基材层31、粘接剂层32、阻隔层33、粘接层34和热熔接性树脂层35依次层叠的层叠体。此外,包装材料110、120各自未必需要包含图5所示的各层,但典型而言,至少依次具有基材层31、阻隔层33和热熔接性树脂层35。包装材料110、120配置成,各个热熔接性树脂层35彼此相对。
[0081]
在收纳体100中,基材层31成为最外层,热熔接性树脂层35成为最内层。在组装电池10时,在内部空间s1(图3)内配置有电池元件400(图2)的状态下,通过将位于包装材料110、120各自的周缘的热熔接性树脂层35彼此进行热熔接触,而形成周缘接合部130。此时,电池元件400密封于收纳体100内,阀装置200与周缘接合部130熔接并固定,进而,引片300也经由引片膜310与周缘接合部130熔接并固定。以下,以下,对包含于包装材料110、120的各层进行说明。此外,作为包装材料110、120的厚度,例如可举出50~200μm程度,优选为90~160μm程度。
[0082]
(1-2-1.基材层)
[0083]
基材层31是作为包装材料110、120的基材发挥作用的层,是形成收纳体100的最外层侧的层。
[0084]
形成基材层31的原材料没有特别限制,但典型而言,具有绝缘性,例如可举出:聚酯、聚酰胺、环氧、丙烯酸、氟树脂、聚氨酯、硅树脂、苯酚、聚醚酰亚胺、聚酰亚胺、聚碳酸酯和它们混合物和共聚物等。基材层31例如也可以是由上述的树脂形成的树脂膜,也可以是涂敷上述的树脂而形成的树脂膜。树脂膜也可以是未延伸膜,也可以是延伸膜。作为延伸膜,可举出单轴拉伸膜、双轴拉伸膜,优选为双轴拉伸膜。作为形成双轴拉伸膜的延伸方法,例如可举出逐次双轴拉伸法、吹塑法、同时双轴拉伸法等。另外,基材层31也可以是单层,也
可以由两层以上构成。在基材层31由两层以上构成的情况下,基材层31也可以是利用粘接剂等使树脂膜层叠的层叠体,也可以是将树脂共挤出并设为两层以上的树脂膜的层叠体。另外,也可以将共挤出树脂而设为两层以上的树脂膜的层叠体在未延伸的状态下设为基材层31,也可以进行单轴拉伸或双轴拉伸并设为基材层31。作为基材层31为两层以上的树脂膜的层叠体的具体例,可举出:聚酯薄膜和尼龙膜的层叠体、两层以上的尼龙膜的层叠体、两层以上的聚酯薄膜的层叠体等,优选为延伸尼龙膜和延伸聚酯薄膜的层叠体、两层以上的延伸尼龙膜的层叠体、两层以上的延伸聚酯薄膜的层叠体。例如,在基材层31为两层树脂膜的层叠体的情况下,优选为聚酯树脂膜和聚酯树脂膜的层叠体、聚酰胺树脂膜和聚酰胺树脂膜的层叠体、或聚酯树脂膜和聚酰胺树脂膜的层叠体,更优选为聚对苯二甲酸乙二醇酯膜和聚对苯二甲酸乙二醇酯膜的层叠体、尼龙膜和尼龙膜的层叠体、或聚对苯二甲酸乙二醇酯膜和尼龙膜的层叠体。另外,聚酯树脂优选位于基材层31的最外层。
[0085]
作为基材层31的厚度,例如可举出3~50μm程度,优选为10~35μm程度。
[0086]
(1-2-2.粘接剂层)
[0087]
粘接剂层32是为了对基材层31赋予密合性,根据需要配置于基材层31上的层。即,粘接剂层32根据需要设置于基材层31和阻隔层33之间。
[0088]
粘接剂层32利用可粘接基材层31和阻隔层33的粘接剂形成。粘接剂层32的形成所使用的粘接剂也可以是二液固化型粘接剂,也可以是一液固化型粘接剂。另外,粘接剂层32的形成所使用的粘接剂的粘接机构没有特别限制,也可以是化学反应型、溶剂挥发型、热熔融型和热压接型等任一种。
[0089]
作为粘接剂层32的厚度,例如可举出1~10μm程度,优选为2~5μm程度。
[0090]
(1-2-3.阻隔层)
[0091]
阻隔层33是除了提高包装材料110、120的强度之外,还具有防止水蒸气、氧、光等侵入电池10内的功能的层。作为构成阻隔层33的原材料,例如可举出铝、不锈钢、钛等金属,优选举出铝。阻隔层33例如能够利用金属箔或金属蒸镀膜、无机氧化物蒸镀膜、含碳的无机氧化物蒸镀膜、和设置有这些蒸镀膜的膜等形成,优选利用金属箔形成,进一步优选利用铝箔形成。在制造各包装材料时,从防止在阻隔层33产生皱纹和针孔的观点来看,阻隔层更优选利用例如退火处理完成的铝(jis h4160:1994a8021h-o,jis h4160:1994 a8079h-o,jis h4000:2014a8021p-o,jis h4000:2014a8079p-o)等软质铝箔形成。
[0092]
阻隔层33的厚度如果作为水蒸气等的阻隔层发挥作用,则没有特别限制,例如能够设为10~100μm程度,优选设为20~80μm程度。
[0093]
(1-2-4.粘接层)
[0094]
粘接层34是为了牢固地粘接热熔接性树脂层35,根据需要设置于阻隔层33和热熔接性树脂层35之间的层。
[0095]
粘接层34利用可粘接阻隔层33和热熔接性树脂层35的粘接剂形成。粘接层34的形成所使用的粘接剂的组成没有特别限制,例如为包含酸改性聚烯烃的树脂组成物。作为酸改性聚烯烃,如果是酸改性的聚烯烃,则没有特别限制,优选可举出利用不饱和羧酸或其酐进行接枝改性的聚烯烃。
[0096]
作为粘接层34的厚度,例如可举出1~50μm程度,优选为2~40μm程度。
[0097]
(1-2-5.热熔接性树脂层)
[0098]
热熔接性树脂层35形成收纳体100的最内层。热熔接性树脂层35在收纳体100的周缘,与相对的热熔接性树脂层进行热熔接触,由此,将电池元件400密封于收纳体100内。另外,通过热熔接性树脂以一定的膜厚以上覆盖阻隔层,能够保持电解液和阻隔层金属的绝缘性。
[0099]
热熔接性树脂层35所使用的树脂成分以可热熔接为限度,没有特别限制,例如为聚烯烃、酸改性聚烯烃等。
[0100]
作为聚烯烃,例如可举出:低密度聚乙烯、中密度聚乙烯、高密度聚乙烯、线状低密度聚乙烯等聚乙烯;均聚丙烯、聚丙烯的嵌段共聚物(例如、丙烯和乙烯的嵌段共聚物)、聚丙烯的无规共聚物(例如,丙烯和乙烯的无规共聚物)等结晶性或非晶性的聚丙烯;乙烯-丁烯-丙烯的三元共聚物等。这些聚烯烃中,也优选可举出聚乙烯和聚丙烯。另外,作为酸改性聚烯烃,如果是酸改性的聚烯烃,则没有特别限制,优选可举出利用不饱和羧酸或其酐进行接枝改性的聚烯烃。
[0101]
另外,作为热熔接性树脂层35的厚度,没有特别限制,可举出优选为100μm以下,更优选为15~90μm程度,进一步优选为30~80μm程度。
[0102]
<1-3.阀装置的结构>
[0103]
图6是阀装置200的俯视图。阀装置200是用于调整收纳体100内的压力的排气阀,是可进行重复排气的回流阀。如图6所示,阀装置200包含阀功能部210和密封安装部220。对详情进行后述,但密封安装部220中,至少其一部分被夹在包装材料110、120(图2)并固定。通过热封密封安装部220,密封安装部220的外侧的周面和包装材料110、120的最内层即热熔接性树脂层35成为熔接并接合的状态。
[0104]
阀功能部210和密封安装部220沿箭头fb方向排列,密封安装部220进一步沿箭头b方向配置。密封安装部220与阀功能部210的箭头b方向的端部(内端部)连接。阀功能部210和密封安装部220的外形分别为具有与箭头fb方向平行的中心轴的大致圆柱形状,且相互为同轴。在此,将两者的相同的中心轴以参照符号c1表示。
[0105]
密封安装部220中,在箭头b方向的端部的角形成有r。即,密封安装部220中,在与阀功能部210侧相反侧的端部的俯视时的角形成有r(例如,r=0.2mm~2.0mm)。此外,本愿说明书中,将角带圆形表达为“形成有r”。在此“形成有r”是指,在结构上与进行倒角加工一样,角带圆形的状态,另外,用作以“r”单独表示该角的圆形的半径的情况。此外,也可相对于阀装置200的制造工序中产生的尖锐的角实施倒角加工而使角带圆形(形成r),但在阀装置200的壳体为树脂成形件的情况下,通过以包括最初带圆形的角的方式成形,不进行切削等倒角加工也可形成r。
[0106]
图7是图6的vi-vi截面图。如图7所示,在阀装置200中,阀功能部210和密封安装部220各自的、与箭头fb方向正交的截面(以下,有时称为fb截面)的外形为正圆形状。密封安装部220作为整体为大致圆筒形状,在密封安装部220的内部形成有通气路径a1。通气路径a1沿着箭头fb方向延伸。通气路径a1的截面为正圆形状,其中心处于中心轴c1上。以密封安装部220的中心轴c1为基准的径向的厚度沿着以中心轴c1为基准的周向大致一定。
[0107]
在阀装置200中,电池10的厚度方向(箭头ud方向)上的阀功能部210的长度l2比电池10的厚度方向上的密封安装部220的长度l1长。电池10的宽度方向(箭头lr方向)上的阀功能部210的长度l2比电池10的宽度方向上的密封安装部220的长度l1长。即,阀功能部210
的fb截面的直径比密封安装部220的fb截面的直径长,阀功能部210的fb截面的截面积比密封安装部220的fb截面的截面积大。另外,沿箭头f方向观察阀装置200时,密封安装部220的外形包含于阀功能部210的外形。换言之,沿箭头f方向观察阀装置200时,阀功能部210在包含电池10的厚度方向(箭头ud方向)的各方向上从密封安装部220的外形露出。其结果,在阀功能部210和密封安装部220的分界形成有台阶(图6)。通过该台阶,阀装置200成为从密封安装部220向阀功能部210不连续地扩径的形状。
[0108]
图8是图6的vii-vii截面图。如图8所示,在密封安装部220的箭头b方向的端部形成有r(例如,r=0.2mm~2.0mm)。另外,在密封安装部220的内部形成有通气路径a1。通气路径a1例如将在收纳体100内产生的气体向阀功能部210引导。
[0109]
在阀功能部210的内部设置有阀机构,该阀机构构成为将在收纳体100(图1)内产生的气体向收纳体100外排出。具体而言,阀功能部210包含:筒体211、o形环212、滚珠214、弹簧216、膜(membrane)218。即,在阀功能部210设置有滚珠弹簧型的阀机构。此外,实施方式1中,将阀装置200设为需要可进行重复排气的复杂的阀机构的回流阀,但也能够设为可仅进行一次排气的更简单的阀机构中充分的破坏阀。设置于阀功能部210内的阀机构如果能够将由于气体而上升的收纳体100内的压力重复降低一次或多次,则没有特别限制,例如,也能够是提升型、鸭嘴型、伞型、隔膜型等阀机构。
[0110]
筒体211沿着中心轴c1延伸,界定沿箭头fb方向贯通的空间s2。空间s2与密封安装部220内的通气路径a1连通,o形环212、滚珠214、弹簧216和膜218配置于空间s2内。在空间s2内,o形环212、滚珠214、弹簧216和膜218向箭头f方向依次配置。
[0111]
筒体211具有面向空间s2的阀座211a。阀座211a在空间s2内界定向箭头f方向扩径的倒圆锥型的空间。阀座211a接收由弹簧216施力的作为阀体的滚珠214,此时,形成阀功能部210的关闭状态。o形环212在坐落于阀座211a时,消除滚珠214和阀座211a的间隙,辅助提高关闭状态的密闭性。o形环212为中空圆形的圈,例如利用氟橡胶构成。滚珠214和弹簧216各自例如由不锈钢构成。此外,滚珠214也可以利用树脂构成。膜218例如具有10-2
~100μm程度的孔径(pore diameter),利用不使电解液泄漏且仅使气体透过(选择透过)那样的ptfe膜构成。此外,ptfe是指聚四氟乙烯(polytetrafluoroethylene)。另外,ptfe膜为柔软的材质,所以在强度不足的情况下,也能够使用与聚丙烯或聚酯等筛网或无纺布一体成型而进行加强的材质。
[0112]
在阀装置200安装于收纳体100的状态下,当收纳体100内的压力达到规定压力时,从通气路径a1引导的气体将滚珠214向箭头f方向挤压。滚珠214被挤压,且离开阀座211a时,弹簧216收缩,形成阀功能部210的开启状态。在该开启状态下,收纳体100内的气体通过形成于滚珠214和o形环212之间的间隙,透过膜218,从排气口o1排出至收纳体100的外部。当排出气体,且将滚珠214向箭头f方向挤压的力变弱时,弹簧216延伸,将滚珠214向箭头b方向施力的力比其变大。其结果,再次形成阀功能部210的关闭状态。
[0113]
<1-4.阀装置的安装状态>
[0114]
图9是图1的viii-viii截面图,是用于说明阀装置200的安装状态的图。图10a是以图1的虚线表示的圆内的局部放大图。如这些图所示,阀装置200的阀功能部210位于比周缘接合部130的外侧端缘p1靠外侧。另一方面,阀装置200的密封安装部220的一部分在周缘接合部130,被夹在包装材料110的热熔接性树脂层35和包装材料120的热熔接性树脂层35之
间。而且,密封安装部220的外侧的周面和包装材料110、120的最内层即热熔接性树脂层35成为相互熔接并接合的状态。此外,图9中,说明了为阀装置200与包装材料110、120的热熔接性树脂层35熔接并接合的状态,所以方便起见,仅在周缘接合部130附近局部图示热熔接性树脂层35,但热熔接性树脂层35包括于包装材料110、120的整个面。
[0115]
根据本实施方式1的电池10中,接着对密封安装部220在周缘接合部130被夹在热熔接性树脂层35,阀功能部210在周缘接合部130未被夹在热熔接性树脂层35的原因进行说明。
[0116]
假设阀功能部210在周缘接合部130被夹在热熔接性树脂层35。在该情况下,在包装材料110、120的周缘将热熔接性树脂层35相互熔接触时(热封时),由于施加的热和压力,阀功能部210内的阀机构可能故障。
[0117]
根据本实施方式1的电池10中,在周缘接合部130被夹在热熔接性树脂层35的是密封安装部220,阀功能部210未被夹在热熔接性树脂层35。因此,在电池10中,在热封时不对阀功能部210施加较大的压力和热。即,在电池10中,不利用热熔接性树脂层35夹着阀功能部210,由此,抑制在热封时施加的压力和热所引起的阀机构的故障。
[0118]
另外,根据本实施方式1的电池10中,如上述,密封安装部220的截面的直径比阀功能部210的截面的直径短。因此,与密封安装部220的截面的直径为阀功能部210的截面的直径以上的情况相比,周缘接合部130中夹着密封安装部220的部分中的电池的厚度方向的长度l4和周缘接合部130中未夹着密封安装部220的部分中的电池的厚度方向的长度l3的差较小。该差越大,为了设为密封安装部220的外侧的周面与包装材料110、120的最内层即热熔接性树脂层35越熔接且无间隙地接合的状态,所以需要增大热封的压力。其结果,为了热封,施加于收纳体100的周缘的压力变大。当该压力变大时,特别是在夹着密封安装部220的位置,进而在夹着引片膜310和引片300的位置,热熔接性树脂层35可能变薄。当热熔接性树脂层35变薄时,电池10中可能产生绝缘击穿。
[0119]
根据本实施方式1的电池10中,如上述,长度l4和长度l3的差较小。因此,在利用热封机夹着收纳体100的周缘时,在收纳体100的周缘整体,对热熔接性树脂层适当施加压力和热。其结果,根据电池10,能够在电池10降低产生绝缘击穿的可能性,且使相对的热熔接性树脂层35适当熔接,将密封安装部220牢固地固定于收纳体100。
[0120]
另外,根据本实施方式1的电池10中,密封安装部220的内端221到达至周缘接合部130的内侧端缘p2,并从此进一步向内部空间s1突出。另一方面,假设密封安装部220的内端221与周缘接合部130的内侧端缘p2齐平面或存在于比内侧端缘p2靠外侧的情况下,在阀装置200的功能上,可产生各种不良情况。例如,在形成周缘接合部130时,通过施加于密封安装部220的密封热和压力,密封安装部220的内端部可变形。另外,熔融的包装材料110、120的一部分从内端221侧进入密封安装部220的通气路径a1内,也有时通气路径a1可堵塞。当产生以上那样的不良情况时,阀装置200不能正常发挥作用,而故障。但是,本实施方式1中,密封安装部220的内端221存在于比周缘接合部130的内侧端缘p2靠内侧。因此,在形成周缘接合部130时,保护密封安装部220的内端部,不会伤害同部位,抑制阀装置200的故障。
[0121]
另外,根据实施方式1的电池10中,密封安装部220的内端221位于比成形部112的外侧端缘(与凸缘部114的内侧端缘一致)p3靠内侧。因此,在形成周缘接合部130时,成形部112成为壁,密封装置不与密封安装部220的内端221干扰。其结果,能够更可靠地保护密封
安装部220的内端部。
[0122]
此外,在密封安装部220的内端221位于比成形部112的外侧端缘p3靠内侧的情况下,根据电池10的使用状况不同,密封安装部220的箭头b方向的端部(内端部)可能与电池元件400接触。根据本实施方式1的电池10中,如上述,在密封安装部220的内端部形成有r(图6)。因此,假设即使密封安装部220的内端部与电池元件400接触,该内端部弄伤电池元件400的可能也较低。另外,根据电池10的使用状况不同,密封安装部220的内端部可能与包装材料120的热熔接性树脂层35接触。根据本实施方式1的电池10中,如上述,在密封安装部220的内端部形成有r,所以假设即使密封安装部220的内端部与包装材料120的热熔接性树脂层35接触,该内端部弄伤热熔接性树脂层35的可能性也较低。
[0123]
图10a的例子中,阀功能部210的箭头b方向的端部(内端部)不与周缘接合部130的外侧端缘p1相接,从外侧端缘p1起与外侧隔开间隔。但是,如图10b的例子,阀功能部210的内端部也能够安装阀装置200,以与周缘接合部130的外侧端缘p1接触。在该情况下,通过利用阀功能部210和密封安装部220之间的台阶,能够可靠地进行阀装置200相对于周缘接合部130的定位。因此,通过设计密封安装部220的箭头fb方向的长度和周缘接合部130的箭头fb方向的密封宽度,使前者比后者变长,由此,能够使密封安装部220的内端221从周缘接合部130的内侧端缘p2可靠地突出。
[0124]
<1-5.制造方法>
[0125]
图11是表示电池10的制造顺序的流程图。例如,电池10利用制造装置制造。
[0126]
参照图11,制造装置在收纳体100内载置各部件(步骤s100)。例如,制造装置通过将带引片膜310的引片300通过焊接而电连接的电池元件400载置于包装材料110内的内部空间s1,而设为在包装材料110的凸缘部114上载置带引片膜310的引片300的状态,接着,在包装材料110的凸缘部114上载置阀装置200。此外,在包装材料110的内部空间s1载置电池元件400,接着,将带引片膜310的引片300焊接于电池元件400而电连接,并且设为在包装材料110的凸缘部114上载置带引片膜310的引片300的状态,接着,也可在包装材料110的凸缘部114上载置阀装置200。而且,制造装置在包装材料110上载置包装材料120。
[0127]
图12是表示在包装材料110的凸缘部114和包装材料120之间载置阀装置200的动作的图。如图12所示,在阀功能部210和密封安装部220之间形成有台阶。因此,在利用包装材料110、120夹着密封安装部220时,假设即使将阀装置200过压入收纳体100侧,台阶部分也勾挂于包装材料110、120的端部。因此,根据电池10,在电池10的制造过程中,能够抑制阀功能部210错误地被夹在包装材料110、120(热熔接性树脂层35)的情况。即,在台阶部分,从密封安装部220至少在上下方向上立起的阀功能部210的结构作为用于使阀功能部210不进入包装材料110、120之间的止动件发挥作用。
[0128]
当各部件的载置完成时,制造装置对收纳体100的周缘进行热封(步骤s110)。即,制造装置夹着收纳体100的周缘,对收纳体100的周缘施加压力和热。由此,在收纳体100的周缘,相对的热熔接性树脂层35相互熔接,而形成周缘接合部130。而且,电池元件400密封于收纳体100内,阀装置200与周缘接合部130熔接并固定,另外,引片300也经由引片膜310与周缘接合部130熔接并固定,电池10完成。此外,热封工序中,通过进行收纳体100的内部的脱气,能够使收纳体100的内部不包含不需要的气体。具体而言,不使整周接合,在一部分残留未接合状态的周缘,从该未接合状态的周缘进行脱气,最后对未接合状态的周缘施加
压力和热,能够完成整周的周缘接合部130。另外,在需要电解液的电池的情况下,也有时不使整周接合,在一部分残留未接合状态的周缘,从该未接合状态的周缘注入电解液并脱气,最后对未接合状态的周缘施加压力和热,而完成整周的周缘接合部130。
[0129]
另外,将制造装置的密封棒中夹着收纳体100的周缘的面的形状设为沿着密封安装部220的外形的形状也是有效的。在该情况下,夹着密封安装部220的位置的热熔接性树脂层35彼此的粘接更牢固。即使在该情况下,为了降低包装材料110、120的变形和负荷,如后述的实施方式2那样,将密封安装部220的形状设为扁平形状也是有效。
[0130]
此外,附图中,为了容易理解地说明在收纳体100的内部空间s1收纳电池元件400,方便起见,相对于内部空间s1以较小的尺寸表示电池元件400。但是,在制造工序中如以上脱气的情况下,内部空间s1缩小且成为与电池元件400大致相同的尺寸,在最终的电池10的状态下,可利用电池元件400几乎没有间隙地填满。
[0131]
<1-6.特征>
[0132]
如上所述,根据本实施方式1的电池10中,阀装置200从收纳体100的周缘接合部130的内侧端缘p2向内部空间s1突出。即,阀装置200的内端距周缘接合部130隔开距离。因此,在形成周缘接合部130时,施加于周缘接合部130的热和压力等的使阀装置200故障的原因难以作用于阀装置200的内端部。因此,能够抑制安装阀装置200时的故障。
[0133]
此外,电池元件400是本发明的“电池元件”的一例。收纳体100是本发明的“收纳体”的一例,包装材料110是本发明的“第1收纳部分”的一例,包装材料120是本发明的“第2收纳部分”的一例,内部空间s1是本发明的“内部空间”的一例,周缘接合部130是本发明的“周缘接合部”的一例,成形部112是本发明的“鼓出部”的一例。阀装置200是本发明的“阀装置”的一例,阀功能部210是本发明的“第1部分”的一例,密封安装部220是本发明的“第2部分”的一例,通气路径a1是本发明的“通气路径”的一例。基材层31是本发明的“基材层”的一例,阻隔层33是本发明的“阻隔层”的一例,热熔接性树脂层35是本发明的“热熔接性树脂层”的一例。
[0134]
[2.实施方式2]
[0135]
在本实施方式2中,与上述实施方式1相比,阀装置的结构不同。其它的结构基本上与实施方式1一样。在此,对与实施方式1不同的部分进行说明。
[0136]
图13是装载于根据本实施方式2的电池的阀装置200a的俯视图。如图13所示,阀装置200a包含阀功能部210a和密封安装部220a。密封安装部220a是至少其一部分被夹在包装材料110、120并进行热封的部分。与实施方式1相比,密封安装部220a的截面形状不同。阀功能部210a基本上与实施方式1一样,但根据形成于密封安装部220a内的通气路径a6(图14)的形状的不同,壳体和阀机构的形状局部变更。
[0137]
图14是图13的xii-xii截面图。如图14所示,在密封安装部220a的截面,电池的宽度方向(箭头lr方向)的长度l5比电池的厚度方向(箭头ud方向)的长度l6长。更具体而言,密封安装部220a的截面形状为椭圆形状。
[0138]
在密封安装部220a的内部形成有通气路径a6。通气路径a6中,电池的宽度方向的长度也比电池的厚度方向的长度长。更具体而言,通气路径a6的截面形状为椭圆形状。
[0139]
这样,在本实施方式2中,密封安装部220a的截面中,电池的宽度方向的长度l5比电池的厚度方向的长度l6长。即,与密封安装部的截面形状为正圆(面积相同)的情况相比,
电池的厚度方向上的密封安装部220a的长度较短。该电池中,周缘接合部130中夹着密封安装部220a的部分中的电池的厚度方向的长度和周缘接合部130中未夹着密封安装部220a的部分中的电池的厚度方向的长度的差变得更小。因此,根据该电池,收纳体100的周缘整体中能够对热熔接性树脂层35适当施加压力和热,能够使相对的热熔接性树脂层35适当熔接,所以能够将阀装置200a的密封安装部220a牢固地固定于收纳体100。
[0140]
此外,阀装置200a是本发明的“阀装置”的一例,阀功能部210a是本发明的“第1部分”的一例,密封安装部220a是本发明的“第2部分”的一例。通气路径a6是本发明的“通气路径”的一例。
[0141]
[3.实施方式3]
[0142]
在实施方式3中,与上述实施方式1相比,阀装置的结构不同。其它的结构基本上与实施方式1一样。在此,对与实施方式1不同的部分进行说明。
[0143]
图15是装载于根据本实施方式3的电池的阀装置200b的俯视图。如图15所示,阀装置200b包含阀功能部210b和密封安装部220b。密封安装部220b是至少其一部分被夹在包装材料110、120并进行热封的部分。与实施方式1相比,密封安装部220b的截面形状不同。阀功能部210b基本上与实施方式1一样,但根据形成于密封安装部220b内的通气路径a7(图16)的形状的不同,壳体和阀机构的形状局部变更。
[0144]
图16是图15的xiv-xiv截面图。如图16所示,密封安装部220b中,在电池的宽度方向(箭头lr方向)的两端部形成有翼状延端部40、41。翼状延端部40、41各自具有越接近电池的宽度方向的端部越薄的形状。另外,从其它的观点来看,翼状延端部40、41各自也可以说是在箭头lr方向上,电池的厚度方向的长度的变化比密封安装部220的其它部分(圆形部分)缓慢的部分。
[0145]
在根据本实施方式3的电池中,与实施方式1(在密封安装部220b未设置翼状延端部40、41的情况)相比,从周缘接合部130中未夹着密封安装部220b的部分向周缘接合部130中夹着密封安装部220b的部分转移的位置的电池的厚度方向的变化平滑。因此,根据该电池,在密封安装部220b被热熔接性树脂层35夹着位置和密封安装部220b未被热熔接性树脂层35的位置的分界,不会对包装材料110、120施加不合理的力,所以能够将阀装置200b的密封安装部220b牢固地固定于收纳体100。
[0146]
此外,阀装置200b是本发明的“阀装置”的一例,阀功能部210b是本发明的“第1部分”的一例,密封安装部220b是本发明的“第2部分”的一例。翼状延端部40、41是本发明的“翼状延端部”的一例。通气路径a7是本发明的“通气路径”的一例。
[0147]
[4.实施方式4]
[0148]
在本实施方式4中,与上述实施方式1相比,阀装置的结构不同。其它的结构基本上与实施方式1一样。在此,对与实施方式1不同的部分进行说明。
[0149]
图17是装载于根据本实施方式4的电池的阀装置200c的俯视图。如图17所示,阀装置200c包含阀功能部210c和密封安装部220c。密封安装部220c是至少其一部分被夹在包装材料110、120并进行热封的部分。与实施方式1相比,密封安装部220c的截面形状不同。阀功能部210c基本上与实施方式1一样,但根据形成于密封安装部220c内的通气路径a2(图18)的形状的不同,壳体和阀机构的形状局部变更。
[0150]
图18是图17的xvi-xvi截面图。如图18所示,在密封安装部220c内(通气路径a2内)
形成有支柱50、51。支柱50、51各自沿电池的厚度方向(箭头ud方向)延伸,电池的厚度方向的两端与密封安装部220c的内周连接。另外,支柱50、51各自在通气路径a2内沿箭头fb方向延伸(图17)。此外,支柱的数未必需要为两个,只要为至少一个即可。
[0151]
在根据本实施方式4的电池中,在通气路径a2内形成有支柱50、51,所以即使对被夹在相对的热熔接性树脂层35的密封安装部220c施加压力和热,也维持通气路径a2。因此,根据该电池,能够抑制熔接相对的热熔接性树脂层35时的密封安装部220c内的通气路径a2的破损。
[0152]
此外,阀装置200c是本发明的“阀装置”的一例,阀功能部210c是本发明的“第1部分”的一例,密封安装部220c是本发明的“第2部分”的一例。支柱50、51是本发明的“支柱”的一例。通气路径a2是本发明的“通气路径”的一例。
[0153]
[5.实施方式5]
[0154]
在本实施方式5中,与上述实施方式1相比,阀装置的结构不同。其它的结构基本上与实施方式1一样。在此,对与实施方式1不同的部分进行说明。
[0155]
图19是装载于根据本实施方式5的电池的阀装置200d的俯视图。如图19所示,阀装置200d包含阀功能部210和密封安装部220d。阀功能部210的结构与实施方式1一样。
[0156]
密封安装部220d是至少其一部分被夹在包装材料110、120并进行热封的部分。与实施方式1相比,密封安装部220d的外表面不同。具体而言,密封安装部220d的外表面成为摩擦面。该摩擦面的表面粗糙度ra例如为1μm~20μm。
[0157]
在根据本实施方式5的电池中,密封安装部220d的外表面为摩擦面,所以热熔接性树脂容易在与密封安装部220d抵接的位置溶化。因此,根据该电池,与实施方式1(密封安装部220d的外表面平滑的情况)相比,能够将阀装置200d的密封安装部220d牢固地固定于收纳体100。
[0158]
此外,阀装置200d是本发明的“阀装置”的一例,密封安装部220d是本发明的“第2部分”的一例。
[0159]
[6.实施方式6]
[0160]
在本实施方式6中,与上述实施方式1相比,阀装置的结构不同。其它的结构基本上与实施方式1一样。在此,对与实施方式1不同的部分进行说明。
[0161]
图20是装载于根据本实施方式6的电池的阀装置200e的俯视图。如图20所示,阀装置200e包含阀功能部210和密封安装部220e。阀功能部210的结构与实施方式1一样。
[0162]
密封安装部220e是至少其一部分被夹在包装材料110、120并进行热封的部分。与实施方式1相比,密封安装部220e的外表面不同。具体而言,在密封安装部220e的外表面,形成有沿周向连续延伸一周的凸条部60。凸条部60在密封安装部220e沿箭头fb方向形成有三条。此外,凸条部60未必需要为3条,只要形成至少一条即可。
[0163]
图21是图20的xix-xix截面图。如图21所示,凸条部60的截面为半圆形状。该半圆形状的r例如为0.05mm~1.0mm。密封安装部220e中、形成有凸条部60的部分的直径l12(电池的厚度方向的长度,电池的宽度方向的长度)比未形成凸条部60的部分的直径l11长。
[0164]
在热封时,凸条部60与热熔接性树脂层35可靠地接触,所以容易与包装材料110、120熔接。在根据本实施方式6的电池中,凸条部60沿着密封安装部220e的外表面的周向连续延伸一周。因此,根据该电池,在密封安装部220e的周向一周,能够使热熔接性树脂层35
和密封安装部220e熔接。另外,该电池中,与实施方式1(在密封安装部220e未形成凸条部60的情况)相比,密封安装部220e的外表面和热熔接性树脂的接触面积变大,所以能够将阀装置200e的密封安装部220e牢固地固定于包装材料110。
[0165]
凸条部60的形成位置如果沿周向延伸,则也可以不存在于一周整体,也可以不连续。例如,在包括上述的实施方式3那样的翼状延端部40、41的情况下,不需要包含该翼状延端部40、41并包括一周的凸条部60。例如,也可在该翼状延端部40、41的前端部分不具有凸条部60,或在该翼状延端部40、41不具有凸条部60。另外,凸条部60也可沿周向间歇地形成。
[0166]
此外,阀装置200e是本发明的“阀装置”的一例,密封安装部220e是本发明的“第2部分”的一例。凸条部60是本发明的“凸条部”的一例。通气路径a3是本发明的“通气路径”的一例。
[0167]
[7.实施方式7]
[0168]
本实施方式7中,与上述实施方式1相比,阀装置的结构不同。其它的结构基本上与实施方式1一样。在此,对与实施方式1不同的部分进行说明。
[0169]
图22是装载于根据本实施方式7的电池的阀装置200f的俯视图。如图22所示,阀装置200f包含阀功能部210f和密封安装部220f。密封安装部220f是至少其一部分被夹在包装材料110、120并进行热封的部分。阀功能部210f和密封安装部220f,与实施方式1相比,截面形状不同。
[0170]
图23是图22的xxi-xxi截面图。如图23所示,阀功能部210f的截面为半圆形状。即,阀功能部210f的箭头u方向的面成为平面。另外,密封安装部220f的截面在箭头lr方向的两端部具有翼状延端部40f、41f。密封安装部220f的箭头u方向的面成为平面。阀功能部210f的箭头u方向的面和密封安装部220f的箭头u方向的面成为齐平面。
[0171]
因此,当将箭头u方向的面朝下地配置阀装置200f时,阀装置200f不会滚动。因此,根据本实施方式7的电池,在阀装置200f向收纳体100的安装时,阀装置200f不会滚动,所以能够容易地进行阀装置200f的定位。
[0172]
图24是表示阀装置200f向收纳体100的安装时的情形的图。如图24所示,在阀装置200f向收纳体100的安装时,阀装置200f的平面载置于包装材料120的最内层的面上。在该状态下,阀装置200f不会滚动。因此,根据本实施方式7的电池,在阀装置200f向收纳体100的安装时,能够容易地进行阀装置200f的定位。另外,在设为电池的状态下,能够使阀装置200f产生的周缘接合部130的膨胀朝向收纳体100膨胀的方向,即图24中成形部112突出的上方向。
[0173]
此外,阀装置200f是本发明的“阀装置”的一例,阀功能部210f是本发明的“第1部分”的一例,密封安装部220f是本发明的“第2部分”的一例。通气路径a4是本发明的“通气路径”的一例。
[0174]
[8.变形例]
[0175]
以上,对实施方式1~7进行了说明,但本发明不限定于上述实施方式1~7,只要不脱离其宗旨,就可进行各种变更。以下,对变形例进行说明。但是,以下的变形例可适当组合。
[0176]
<8-1>
[0177]
上述实施方式1~7中,密封安装部(密封安装部220等)的截面具有以圆形为基准
的形状。但是,密封安装部的截面形状不限定于此。例如,密封安装部的截面形状也可以具有以多边形为基准的形状。
[0178]
图25是表示变形例1的阀装置200g的截面的图。如图25所示,在阀装置200g中,密封安装部220g的截面具有菱形形状。密封安装部220g中,电池的宽度方向的长度l7比电池的厚度方向的长度l8长。在该电池中,周缘接合部130中夹着密封安装部220g的部分中的电池的厚度方向的长度和周缘接合部130中未夹着密封安装部220g的部分中的电池的厚度方向的长度的差变得更小。因此,根据该电池,能够在收纳体100的周缘整体对热熔接性树脂层35适当施加压力和热,能够使相对的热熔接性树脂层35适当地熔接,所以能够将阀装置200g的密封安装部220g牢固地固定于收纳体100。
[0179]
图26是表示变形例2的阀装置200h的截面的图。如图26所示,在阀装置200h中,密封安装部220h的截面具有在电池的厚度方向的两端部进行倒角的菱形形状或6边形形状。密封安装部220h中,电池的宽度方向的长度l9比电池的厚度方向的长度l10长。该电池中,周缘接合部130中夹着密封安装部220h的部分中的电池的厚度方向的长度和周缘接合部130中未夹着密封安装部220h的部分中的电池的厚度方向的长度的差变得更小。因此,根据该电池,能够在收纳体100的周缘整体对热熔接性树脂层35适当施加压力和热,能够使相对的热熔接性树脂层35适当地熔接,所以能够将阀装置200h的密封安装部220h牢固地固定于收纳体100。
[0180]
图27是表示变形例3的阀装置200i的截面的图。如图27所示,在阀装置200i中,密封安装部220i的截面具有在菱形的(电池的宽度方向的)两端部设置有翼状延端部40i、41i的形状。该电池中,例如与实施方式1(在密封安装部220i未设置翼状延端部40i、41i的情况)相比,从周缘接合部130中未夹着密封安装部220i的部分向周缘接合部130中夹着密封安装部220i的部分转移的位置的电池的厚度方向的变化平滑。因此,根据该电池,在密封安装部220i由热熔接性树脂层35夹着位置和密封安装部220i未被夹在热熔接性树脂层35的位置的分界,不会对包装材料110、120施加不合理的力,所以能够将阀装置200i的密封安装部220i牢固地固定于收纳体100。
[0181]
图28是变形例4的阀装置200j的俯视图。如图28所示,阀装置200j包含阀功能部210j和密封安装部220j。在密封安装部220j内形成有通气路径a5。
[0182]
图29是图28的xxvii-xxvii截面图。该截面也可以说是以通气路径a5的中心轴c1为法线的面。如图29所示,在阀装置200j中,密封安装部220j的截面具有六边形(多边形)形状。在六边形的各角形成有r(例如,r=0.2mm~2.0mm)。根据该电池,例如,能够降低密封安装部220j中位于收纳体100内的部分弄伤收纳体100内的电池元件400的可能性,且能够降低密封安装部220j中被夹在热熔接性树脂层35的部分弄伤热熔接性树脂层35,且使热熔接性树脂层35的绝缘性降低的可能性。
[0183]
<8-2>
[0184]
上述实施方式1~7中,包装材料110的凸缘部114为平坦的状态。但是,凸缘部114的形状不限定于此。例如,也可以在凸缘部114预先成形用于配置阀装置200的密封安装部220的阀装置配置部。
[0185]
图30是变形例5中的包装材料110k的俯视图。如图30所示,在凸缘部114k形成有阀装置配置部116k。
[0186]
图31是图30的xxix-xxix截面图。如图31所示,形成于凸缘部114k的阀装置配置部116k具有半圆形状。该半圆的直径例如比密封安装部220的直径略长。对于阀装置配置部116k,例如在配置有密封安装部220的状态下,进行收纳体的周缘的热封。由此,能够抑制热封时的包装材料的变形,并降低在密封安装部220附近产生针孔和碎裂的可能性。此外,阀装置配置部116k未必需要设置于包装材料110k,也可以设置于包装材料120。即使在该情况下,也能够得到与阀装置配置部116k设置于包装材料110k的情况一样的效果。
[0187]
<8-3>
[0188]
在上述实施方式1~7中,阀装置(例如,阀装置200)中,在阀功能部(例如,阀功能部210)和密封安装部(例如,密封安装部220)的分界形成有台阶。但是,也可以未必在阀功能部和密封安装部的分界形成台阶。例如,也可以阀功能部的截面的直径和密封安装部的截面的直径相同,阀功能部和密封安装部平坦地连接。
[0189]
<8-4>
[0190]
在上述实施方式1~7中,形成于密封安装部(密封安装部220等)内的通气路径(例如,通气路径a1)的截面具有以圆形为基准的形状。但是,通气路径的截面形状不限定于此。例如,通气路径的截面形状也可以是以多边形为基准的形状。
[0191]
<8-5>
[0192]
在上述实施方式1~7中,在密封安装部(例如,密封安装部220)的与阀功能部(例如,阀功能部210)相反侧的端部的角形成有r。但是,也可以未必在该角形成r。
[0193]
<8-6>
[0194]
在上述实施方式1~7中,阀装置(例如,阀装置200)为所谓的回流阀。但是,阀装置未必需要为回流阀。阀装置例如也可以是已经叙述那样所谓的破坏阀,也可以是选择透过阀。
[0195]
<8-7>
[0196]
再次参照图1,在上述实施方式1~7中,引片300设置于收纳体100的箭头lr方向的两端部,阀装置(例如,阀装置200)设置于收纳体100的箭头f方向的端部。但是,阀装置200和引片300的位置关系不限定于此。例如,也可以两者的引片300配置于收纳体100的周缘的同一边,且阀装置配置于两个引片300之间,也可以两者的引片300配置于收纳体100的周缘的同一边,且在配置有引片300的边以外的三边的任一边配置阀装置。
[0197]
<8-8>
[0198]
在上述实施方式1~7中,收纳体100包含通过压花成形等而成形的包装材料110和与包装材料110分体的包装材料120。但是,收纳体100也可以未必是这种结构。
[0199]
例如,包装材料110和包装材料120也可以预先在一边一体化(连接)。在该情况下,在包装材料110的凸缘部114的端部,包装材料110和包装材料120一体化(连接),包装材料110和包装材料120以重合的状态进行四方密封,由此,也可以在收纳体100内密封电池元件400。另外,在包装材料110和包装材料120一体化的边省略凸缘部114,包装材料110和包装材料120以重合的状态进行三方密封,由此,也可以在收纳体100内密封电池元件400。
[0200]
另外,例如,包装材料120也可以成形为与包装材料110一样的形状。另外,收纳体100例如也可以是袋类型的收纳体。袋类型的收纳体也可以是三方密封类型、四方密封类型、枕类型、侧边折摺类型等任一类型。
[0201]
<8-9>
[0202]
在上述实施方式1~7中,阀功能部(例如,阀功能部210)的壳体和密封安装部(例如,密封安装部220)的壳体利用相同的材料(树脂)形成。但是,阀功能部的壳体和密封安装部的壳体未必需要利用相同的材料形成。例如,也可以阀功能部的壳体和密封安装部的壳体利用不同的材料构成,阀功能部的材质的熔点比密封安装部的材质的熔点高。例如,也可以阀功能部利用聚丙烯(pp)构成,密封安装部利用熔点比pp高的树脂(例如,氟类树脂,聚酯类树脂,聚酰亚胺类树脂,聚碳酸酯类树脂,丙烯酸树脂)或金属构成。作为用于密封安装部的树脂,优选为阻隔较高的氟树脂。
[0203]
该电池中,即使在熔接相对的热熔接性树脂层35时对密封安装部施加压力和热,阀功能部的材质的熔点比密封安装部的材质的熔点高,所以阀功能部由于热而变形的可能性较低。因此,根据该电池,能够抑制熔接相对的热熔接性树脂层35时的阀功能部内的阀机构的故障。
[0204]
<8-10>
[0205]
在上述实施方式1~7中,阀装置200的壳体为树脂制,密封安装部220直接被夹在热熔接性树脂层35。但是,阀装置200的壳体未必需要为树脂制,例如也可以是金属(例如,铝,不锈钢)制。在该情况下,也可以在密封安装部220和热熔接性树脂层35之间配置粘接性保护膜。粘接性保护膜的一面构成为至少与树脂粘接,另一面构成为至少与金属粘接。作为粘接性保护膜,能够采用公知的各种粘接性保护膜,例如也可使用与引片膜310相同的粘接性保护膜。
[0206]
<8-11>
[0207]
在上述实施方式1~7中,在密封安装部(例如,密封安装部220)的外周侧(密封安装部的与阀功能部(例如,阀功能部210)侧相反侧的端部的角)形成有r,但在密封安装部的内周侧(通气路径(例如,通气路径a1)的缘部)未形成r。但是,也可以在密封安装部的内周侧形成r。通过在密封安装部的内周侧形成r,密封安装部的内周侧的角被切削,能够降低垃圾(例如,树脂,金属等)落下至收纳体100内的可能性。
[0208]
<8-12>
[0209]
再次参照图23,在上述实施方式7中,在阀功能部210f和密封安装部220f两者的外表面形成有平面。但是,未必需要在阀功能部210f和密封安装部220f两者的外表面形成平面。只要在阀功能部210f和密封安装部220f的至少一方的外表面形成平面即可。
[0210]
<8-13>
[0211]
在上述实施方式1~7中,密封安装部(例如,密封安装部220)的内端也可以位于比成形部112的外侧端缘p3靠外侧。在这种情况下,密封安装部220的内端部与配置于成形部112内的电池元件400接触的可能性变低,能够抑制弄伤电池元件400。但是,为了将密封安装部(例如,密封安装部220)的内端设定于上述的期望的位置,如图4b的例子,需要在周缘接合部130的内侧端缘p2和成形部112的外侧端缘p3之间配置间隔。在该情况下,如果也考虑阀装置210的安装位置在箭头fb方向上稍微偏离,则期望周缘接合部130的内侧端缘p2和成形部112的外侧端缘p3之间隔较宽地设定。
[0212]
<8-14>
[0213]
另外,上述实施方式1~7的电池10是二次电池,但如果输出电气,则也可以是任意
的电池,例如也可以是电容器、双电层电容器(edlc)、锂离子电容器等蓄电器件。另外,二次电池的种类也没有特别限定,例如可举出:锂离子电池、锂离子聚合物电池、铅蓄电池、镍-氢蓄电池、镍-镉蓄电池、镍-铁蓄电池、镍-锌蓄电池、氧化银-锌蓄电池、金属空气电池、多价阳离子电池、全固态电池等。
[0214]
<8-15>
[0215]
另外,在上述实施方式1~7中,也可以在密封安装部220、220a~220j等和包装材料110、120之间配置构成为与密封安装部220等和包装材料110、120两者粘接的粘接性膜。以下,对这种例子进行详细地说明。
[0216]
图32是阀装置200k的俯视图。图33是图32的xxxiii-xxxiii截面图。参照图32和图33,阀装置200k包含阀功能部210k、密封安装部220k、粘接性膜600。即,阀装置200k中,在密封安装部220k预先安装有相当于粘接性部件的粘接性膜600。
[0217]
阀功能部210k和密封安装部220k为金属制。阀功能部210k和密封安装部220k利用铝、黄铜或不锈钢等构成。此外,阀功能部210k和密封安装部220k未必需要为金属制,例如也可以是树脂制。
[0218]
粘接性膜600构成为通过热封与密封安装部220k和包装材料110、120的热熔接性树脂层35(图9)两者粘接。作为粘接性膜600,能够采用公知的各种粘接性膜。作为一例,粘接性膜600也可以是马来酸酐改性聚丙烯(ppa)的单层膜,也可以是ppa、聚萘二甲酸乙二醇酯(pen)和ppa的层叠膜。另外,也可代替上述的ppa树脂,而应用离聚物树脂、改性聚乙烯、eva等的可金属粘接的树脂。
[0219]
本实施方式中,粘接性膜600采用由ppa/pen(芯材)/ppa构成的、包含芯材的三层结构的层叠膜。作为芯材,除了上述的pen以外,也能够采用公知的各种材料。作为一例,芯材也可以是聚酯纤维,也可以是聚酰胺纤维,也可以是碳纤维。
[0220]
粘接性膜600在覆盖密封安装部220k的外周的状态下与密封安装部220k粘接。如上述,粘接性膜600也与包装材料110、120的热熔接性树脂层35粘接,所以根据阀装置200k,即使密封安装部220k为金属制,也能够通过热封容易地粘接阀装置200k和包装材料110、120。另外,假设即使密封安装部220k为树脂制,粘接性膜600也与包装材料110、120的热熔接性树脂层35可靠地粘接,所以根据阀装置200k,能够将阀装置200k和包装材料110、120通过热封可靠地粘接。特别是在密封安装部220k为树脂中的特氟纶(注册商标)制的情况下,粘接性膜600更有效地发挥作用。此外,图32的xxxiii-xxxiii截面的形状是眼睛流泪形状(包含圆形部613和翼状延端部614、615的形状)。即,图32的xxxiii-xxxiii截面的形状为整周弯曲的形状。更详细而言,圆形部613的外周截面为凸的弯曲,该圆形部613的两端侧和翼状延端部614、615的下部侧通过外周截面为凹的弯曲平缓地连接,所以能够相对于密封安装部220k的外周,不产生间隙地粘接粘接性膜600。
[0221]
另外,粘接性膜600的宽度方向的长度w1比密封安装部220k的宽度方向的长度w2长。即,阀装置200k中,粘接性膜600涉和密封安装部220k的外周一周以上的范围(图33)。因此,根据阀装置200k,粘接性膜600的配置范围较宽,所以能够使阀装置200k和包装材料110、120的粘接更可靠。
[0222]
另外,粘接性膜600的配置范围达到密封安装部220k的下端。接着对其原因进行说明。如上述,在安装阀装置200k的收纳体100收纳二次电池。在该情况下,密封安装部220k
(金属)的露出范围较宽时,二次电池的电极和密封安装部220k接触的可能性变高,容易产生短路。在阀装置200k中,粘接性膜600的配置范围达到密封安装部220k的下端。因此,根据阀装置200k,能够降低阀装置200k由于原因而产生短路的可能性。此外,粘接性膜600也可以配置为露出于比密封安装部220k的下端更下方。
[0223]
<8-16>
[0224]
另外,在上述实施方式1~7中,关于各阀装置(阀装置200,200a~200j)的氦泄漏量没有特别说明。各阀装置的氦泄漏量例如也可以是以下说明那样的量。以下,作为各阀装置的代表例,对阀装置200的氦泄漏量进行说明。此外,即使是其它的实施方式(实施方式2~7)的氦泄漏量,也能够应用阀装置200的氦泄漏量。
[0225]
如上述,阀装置200构成为,在收纳体100内的压力由于在收纳体100内产生的气体而成为规定值以上的情况下,将收纳体100内的气体向外部释放。假设在阀装置200的密封性高至必要以上的情况下,即使收纳体100内的压力成为规定值以上,阀装置200也可能不发挥作用。另一方面,在阀装置200的密封性低至必要以上的情况下,在平常时(收纳体100内的压力低于规定值时),水蒸气(水分)从外部环境侵入收纳体100内的可能性高。
[0226]
在根据本实施方式的阀装置200中,通过调节阀装置200的氦泄漏量,兼得阀装置200的高度的密封性和水蒸气侵入至收纳体100内的高度的抑制。
[0227]
本发明人(等)发现,在25℃环境下,由jis z2331:2006“氦泄漏试验方法”的“真空吹附法(喷涂法)”限定的方法测量的、阀装置200的从二次侧向一次侧的氦泄漏量为5.0
×
10-11
pa
·
m3/sec以上且5.0
×
10-6
pa
·
m3/sec以下的情况下,能够兼得阀装置200的高度的密封性和水蒸气侵入至收纳体100内的高度的抑制。因此,在25℃环境下通过上述标准中限定的方法进行测量的情况下,阀装置200的氦泄漏量也可以是5.0
×
10-11
pa
·
m3/sec以上且5.0
×
10-6
pa
·
m3/sec以下。此外,阀装置200的二次侧表示阀装置200安装于收纳体100的情况下的收纳体100的外侧。另外,阀装置200的一次侧表示阀装置200安装于收纳体100的情况下的收纳体100的内侧。
[0228]
在阀装置200中,作为氦泄漏量的上限,可举出优选为约4.5
×
10-6
pa
·
m3/sec以下,更优选为约1.0
×
10-6
pa
·
m3/sec以下,进一步优选为约1.0
×
10-7
pa
·
m3/sec以下,进一步优选为约1.0
×
10-8
pa
·
m3/sec以下,对于下限,设为5.0
×
10-11
pa
·
m3/sec以上,作为优选的范围,可举出5.0
×
10-11
pa
·
m3/sec~4.5
×
10-6
pa
·
m3/sec程度、5.0
×
10-11
pa
·
m3/sec~1.0
×
10-6
pa
·
m3/sec程度、5.0
×
10-11
pa
·
m3/sec~1.0
×
10-7
pa
·
m3/sec程度、5.0
×
10-11
pa
·
m3/sec~1.0
×
10-8
pa
·
m3/sec程度。
[0229]
通过氦泄漏量满足上述的上限,能够高度抑制水蒸气(水分)从外部环境向收纳体100内的侵入。另外,通过氦泄漏量满足上述的下限,能够在收纳体100内产生气体的情况下将该气体向外部释放。此外,在氦泄漏量过小的情况下,难以将在收纳体100内产生的气体稳定地释放至收纳体100的外部。另外,当这种阀装置未长期间开放而持续使用单电池时,在内压上升至设计值的情况下,未适当开放阀装置的可能性也变高。
[0230]
另外,在阀装置200中,当氦泄漏量设定为5.0
×
10-11
pa
·
m3/sec~2.0
×
10-10
pa
·
m3/sec程度的范围,进而设定为5.0
×
10-11
pa
·
m3/sec~1.5
×
10-10
pa
·
m3/sec程度的范围时,能够特别高度地抑制水蒸气(水分)从外部环境向收纳体100的侵入。为了设定为这种氦泄漏量,如后述,需要以现有的止回阀中未进行的高水准,精度极高地设计
·
加工阀机构的
阀座和滚珠接触的部分的形状。
[0231]
此外,氦泄漏试验通过以下的要领进行。即,在氦泄漏试验中,由jis z2331:2006“氦泄漏试验方法”的“真空吹附法(喷涂法)”限定的方法,测量阀装置200的从二次侧向一次侧的氦泄漏量。具体而言,作为试验装置,使用氦泄漏检测仪。另外,将阀装置200的气体阀(阀功能部210)设置于泄漏试验用夹具(在放入气体阀堵塞的虚拟阀装置的情况下,确认到没有氦泄漏的夹具),经由试验端口设置于氦泄漏检测仪。在夹具和氦泄漏检测仪间均确认到没有氦泄漏。然后,从阀装置200的一次侧抽真空成13pa,从阀装置200的二次侧喷雾99.99%的氦气体,并开始测量。喷雾设为1~2秒钟,待机时间设为2~4秒钟,并记录评价结果。此外,慎重起见,也可以根据jis z2331:2006“氦泄漏试验方法”的“真空外覆法(真空罩法)”中限定的方法,对于相同的阀装置200,覆盖容积50ml的罩并进行20秒钟待机,确认测量结果相同。测量环境温度均为25℃。
[0232]
在阀装置200中,作为一次侧和二次侧的差压(即,阀装置200的释放压力),对于下限可举出优选为约0.05mpa以上,更优选为约0.1mpa以上,对于上限可举出优选为约1mpa以下,更优选为约0.3mpa以下,作为优选的范围,可举出0.05~1mpa程度、0.05~0.3mpa程度、0.1~1mpa程度、0.1~0.3mpa程度。通过满足这些差压,在收纳体100的内部产生气体的情况下,能够将该气体适当释放于外部,且能够高度抑制来自外部环境的水蒸气(水分)的侵入。
[0233]
作为安装有阀装置200的电池10(收纳体100)的内部的设定压力,优选设定为一定压力以下。内压的设定值根据带阀装置的包装体的种类适当设定,但优选为约0.1mpa以下,更优选为约1.0
×
10-2
mpa以下,对于下限,例如可举出约1.0
×
10-10
mpa以上,作为该内部压力的优选的范围,可举出1.0
×
10-10
~0.1mpa程度、1.0
×
10-10
~1.0
×
10-2
mpa程度。
[0234]
阀装置200中,氦泄漏量能够通过公知的方法设定。例如,通过设计构成阀装置200的阀功能部210的部件(例如,滚珠214,o形环212,弹簧216,排气口o1)的材料、形状、大小、进而利用弹簧216按压滚珠214的力等,能够调整氦泄漏量。
[0235]
例如,通过对阀机构的滚珠214或o形环212的一方使用弹性体,且对另一方使用金属等的高硬度的部件,容易将氦泄漏量设定为5.0
×
10-11
pa
·
m3/sec以上且5.0
×
10-6
pa
·
m3/sec以下的范围。为了缩小氦泄漏量,例如对阀机构的滚珠214和o形环212两者使用弹性体是有效的,但如上述,当氦泄漏量过小时,难以将在收纳体100内产生的气体适当释放于外部,所以对构成阀机构的部件的材料、形状、大小等进行适当调整。例如,阀机构中,与滚珠214接触的o形环212的部位为沿着滚珠214的表面形状的形状时,容易将氦泄漏量设计成上述范围。
[0236]
即,在阀装置200,为了将氦泄漏量设定为5.0
×
10-11
pa
·
m3/sec~2.0
×
10-10
pa
·
m3/sec程度的范围,进而设定为5.0
×
10-11
pa
·
m3/sec~1.5
×
10-10
pa
·
m3/sec程度的范围,需要以现有的止回阀中不能进行的高水准,精度极高地设计
·
加工阀机构的o形环212和滚珠214接触的部分的形状。例如,将与滚珠214接触的o形环212部位和滚珠214表面的表面平均粗糙度设为20um以下,优选设为5um以下,更优选为1um以下等是有效的。但是,在使精度不太高的阀装置彼此接触的情况下,可产生阀装置200不适当工作(阀功能部210未开放)之类的问题,所以表面粗糙度需要调整为氦泄漏量成为上述范围。
[0237]
<8-17>
[0238]
另外,在上述实施方式1~7中,关于经由各阀装置从收纳体100的内部向收纳体100的外部释放气体之后的收纳体100的厚度方向的最大变形(以下,均简称为“最大变形”。),没有特别说明。收纳体100的厚度方向的最大变形例如也可以是以下说明那样的大小。以下,作为代表例,对上述实施方式1的、收纳体100的最大变形进行说明。此外,即使设为其它的实施方式(实施方式2~7)中的收纳体100的最大变形,也能够应用实施方式1的收纳体100的最大变形。
[0239]
电池10包括收纳体100和阀装置200。收纳体100利用至少具有基材层、阻隔层和热熔接性树脂层的层叠体构成。收纳体100将电池元件400收纳于内部。阀装置200与收纳体100的内部连通。阀装置200构成为,在收纳体100的内部的压力由于在收纳体100的内部产生的气体而上升的情况下,降低该压力。另外,收纳体100的内部的气体经由阀装置200释放于收纳体100的外部之后的收纳体100(包装材料110、120)的厚度的最大变形也可以低于30%。即,在电池10中,也可以设定阀装置200的释放压力,使其厚度的最大变形低于30%。
[0240]
根据电池10,通过具有这种特征,在适当的时刻经由阀装置200释放气体,所以能够抑制在气体释放后的收纳体100形成较大的皱褶的不良情况,和气体释放后的收纳体100的形状大幅变形的不良情况的产生。
[0241]
如上述,在电池10中,着眼于收纳体100的最大变形和阀装置200的释放压力的关系,能够将该最大变形设定为低于30%。由此,在电池10中,在气体释放后的收纳体100形成较大的皱褶的不良情况和气体释放后的收纳体100的形状大幅变形的不良情况产生之前的适当的时刻,气体经由阀装置200释放于收纳体100的外部。即,在收纳体100的内部的压力上升时,观察收纳体100的厚度的变化,以在厚度变薄30%之前开放阀装置200的方式,设定阀装置200的释放压力,由此,有效地抑制在开放阀装置200之后在收纳体100形成较大的皱褶的不良情况和在开放阀装置200之后收纳体100的形状大幅变形的不良情况。
[0242]
作为该最大变形的上限,可举出优选为约28%以下,更优选为27%以下。另外,作为该最大变形的下限,可举出优选为约2%以上,更优选为约4%以上。通过最大变形具有这种值,能够在产生在气体释放后的收纳体100形成较大的皱褶的不良情况和在气体释放后收纳体100的形状大幅变形的不良情况之前的更适当的时刻,将气体释放于收纳体100的外部。作为该最大变形的优选的范围,可举出2%以上且低于30%程度、4%以上且28%以下程度。
[0243]
收纳体100的最大变形如下测量。首先,准备两个设为最大变形的测量对象的相同的收纳体100。接着,在各收纳体100的外表面,以1mm间隔格子状地画线。此时,在两个收纳体100的外表面画的线的位置设为相同。接着,对于一收纳体100,密封阀装置200,在收纳体100设置另一通气路径,或从阀装置200除去阀功能并设为通气路径,从通气路径向收纳体100的内部送入空气,使内压上升至1mpa,使收纳体100膨胀。接着,从通气路径除去空气设为常压,沿着上述的格子状的线切断收纳体100,并测量截面的厚度。对于未送入空气的收纳体100,也沿着上述的格子状的线切断收纳体100,并测量截面的厚度。接着,以未送入空气的收纳体100的在相同的位置的厚度为基准,将厚度最薄的部分设为最大变形部位,将最大变形部位的厚度的减少比例(%)设为最大变形(%)。例如,对于未使内压上升的收纳体100,最大变形部位的厚度为100μm,在使内压上升的收纳体100的该部位的厚度为70μm的情况下,最大变形为30%。
[0244]
附图标记说明
[0245]
10 电池
[0246]
31 基材层
[0247]
32 粘接剂层
[0248]
33 阻隔层
[0249]
34 粘接层
[0250]
35 热熔接性树脂层
[0251]
40、40i、41、41i 翼状延端部
[0252]
50、51 支柱
[0253]
60 凸条部
[0254]
100 收纳体
[0255]
110、110k、120 包装材料
[0256]
112 成形部
[0257]
114、114k 凸缘部
[0258]
116k 阀装置配置部
[0259]
130 周缘接合部
[0260]
200、200a、200b、200c、200d、200e、200f、200g、200h、200i、200j、200k 阀装置
[0261]
210、210a、210b、210c、210e、210f、210g、210h、210i、210j、210k 阀功能部
[0262]
211 壳体
[0263]
212 o形环
[0264]
214 滚珠
[0265]
216 弹簧
[0266]
218 膜
[0267]
220、220a、220b、220c、220d、220e、220f、220g、220h、220i、220j、220k 密封安装部
[0268]
221 内端
[0269]
300 引片
[0270]
310 引片膜
[0271]
400 电池元件
[0272]
600 粘接性膜
[0273]
613 圆形部
[0274]
614、615 翼状延端部
[0275]
a1、a2、a3、a4、a5、a6 通气路径
[0276]
c1 中心轴
[0277]
o1 排气口
[0278]
s1 内部空间
[0279]
s2 空间
[0280]
p1 周缘接合部的外侧端缘
[0281]
p2 周缘接合部的内侧端缘
[0282]
p3 凸缘部的内侧端缘、成形部的外侧端缘。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1