一种磁芯料盘对中定位工装的制作方法
1.本发明涉及磁芯技术领域,尤其是指一种磁芯料盘对中定位工装。
背景技术:
2.现有的磁芯加工用的料盘在定位时,大多通过固定定位板和活动定位板夹紧构成,活动定位板通过气缸带动,采用这种方式无法实现磁芯料盘,还需要调整加工头的位置,操作复杂、工作效率低。
技术实现要素:
3.本发明的目的在于克服现有技术的不足,提供一种结构合理、使用效果好的磁芯料盘对中定位工装。
4.为实现上述目的,本发明所提供的技术方案为:一种磁芯料盘对中定位工装,它包括有对中座,对中座呈长方形,对中座长度方向两侧设有下凹形成的滑槽,滑槽的长度方向与对中座的长度方向一致,滑槽上方设有滑板,滑板底部安装有滑块,滑块活动嵌装在滑槽内,对中座其中一端顶部呈水平安装有推送气缸,推送气缸的活塞杆与其中一块滑板连接,两块滑板相对一侧的侧壁上设有齿条,两块滑板之间的对中座顶部安装有n形的承托座,承托座下方的对中座顶部竖直安装有旋转轴,旋转轴顶部安装有齿轮,安装有后的齿轮两侧的齿牙与相应的齿条相啮合,两块滑板其中一端顶部均安装有支撑臂,安装后的两条支撑臂分别位于齿轮两侧,所述的支撑臂侧视呈“7”字形,支撑臂的竖臂底部固定在滑板顶部,固定后的支撑臂的横臂位于承托座正上方,两条支撑臂的横臂相对一侧延伸形成有定位臂,两条定位臂相对一端端部安装有定位板,安装后的两块定位板之间预留有定位区。
5.所述的定位板俯视呈弧形,其两块定位板的内弧面相对。
6.所述的位于定位区一侧的定位板上安装有防滑垫,防滑垫采用橡胶材料制作形成。
7.所述的滑板呈长条形,其长度方向与滑槽的长度方向一致。
8.本发明在采用上述方案后,初始状态推送气缸的活塞杆收缩,两块定位板张开,定位区处于最大值,将料盘放置在承托座上,推送气缸的活塞杆伸出推动其中一条滑板运行,该滑板通过齿条与齿轮带动另一条滑板相对运行,两块滑板带动相应的支撑臂相对同步运行,支撑臂再通过定位臂带动相应的定位板相对运行并与料盘相应一侧抵触,使料盘通过两块定位板夹紧定位,由于两块定位板运行的距离是一致的,所以定位后的料盘处于对中状态;本发明在采用上述方案后结构合理、使用效果好。
附图说明
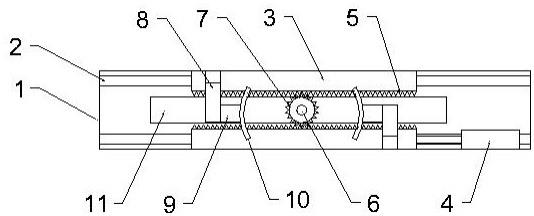
9.图1为本发明的整体结构示意图。
10.图2为本发明的侧视图。
具体实施方式
11.下面结合所有附图对本发明作进一步说明,本发明的较佳实施例为:参见附图1和附图2,本实施例所述的一种磁芯料盘对中定位工装包括有对中座1,对中座1呈长方形,对中座1长度方向两侧设有下凹形成的滑槽2,滑槽2的长度方向与对中座1的长度方向一致,滑槽2上方设有滑板3,滑板3呈长条形,其长度方向与滑槽2的长度方向一致,滑板3底部安装有滑块,滑块活动嵌装在滑槽2内,对中座1其中一端顶部呈水平安装有推送气缸4,推送气缸4的活塞杆与其中一块滑板3连接,两块滑板3相对一侧的侧壁上设有齿条5,两块滑板3之间的对中座1顶部安装有n形的承托座11,承托座11下方的对中座1顶部竖直安装有旋转轴6,旋转轴6顶部安装有齿轮7,安装有后的齿轮7两侧的齿牙与相应的齿条5相啮合,两块滑板3其中一端顶部均安装有支撑臂8,安装后的两条支撑臂8分别位于齿轮7两侧,所述的支撑臂8侧视呈“7”字形,支撑臂8的竖臂底部固定在滑板3顶部,固定后的支撑臂8的横臂位于承托座11正上方,两条支撑臂8的横臂相对一侧延伸形成有定位臂9,两条定位臂9相对一端端部安装有定位板10,安装后的两块定位板10之间预留有定位区。定位板10俯视呈弧形,其两块定位板10的内弧面相对。位于定位区一侧的定位板10上安装有防滑垫,防滑垫采用橡胶材料制作形成。
12.本实施例在采用上述方案后,初始状态推送气缸的活塞杆收缩,两块定位板张开,定位区处于最大值,将料盘放置在承托座上,推送气缸的活塞杆伸出推动其中一条滑板运行,该滑板通过齿条与齿轮带动另一条滑板相对运行,两块滑板带动相应的支撑臂相对同步运行,支撑臂再通过定位臂带动相应的定位板相对运行并与料盘相应一侧抵触,使料盘通过两块定位板夹紧定位,由于两块定位板运行的距离是一致的,所以定位后的料盘处于对中状态;本实施例在采用上述方案后结构合理、使用效果好。
13.以上所述之实施例只为本发明之较佳实施例,并非以此限制本发明的实施范围,故凡依本发明之形状、原理所作的变化,均应涵盖在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1