层叠铁芯的制造装置的制作方法
[0001]
本实用新型涉及层叠铁芯的制造装置。
背景技术:
[0002]
根据专利文献1等,已知有层叠铁芯制造装置。
[0003]
现有技术文献
[0004]
专利文献
[0005]
专利文献1:(日本)特许第2552965号
技术实现要素:
[0006]
实用新型欲解决的技术问题
[0007]
专利文献1的层叠铁芯的制造装置具备将已形成的层叠铁芯排出到搬出口的气缸(排出部)。由于该排出部从制造装置向侧方突出,因此在将制造装置向工厂搬入时,容易妨碍搬入作业。
[0008]
因此,本实用新型的目的在于提供一种排出部能够容易地取下、安装的层叠铁芯的制造装置。
[0009]
用于解决问题的技术手段
[0010]
本实用新型所涉及的层叠铁芯的制造装置,具备:
[0011]
加工部,所述加工部由钢板加工层叠铁芯,且具有上模和下模;以及
[0012]
排出部,所述排出部使从所述加工部排出的所述层叠铁芯向水平方向移动至搬出口,且所述排出部以能够取下的方式安装于所述下模,
[0013]
所述排出部具备:
[0014]
缸体机构,所述缸体机构具有:接触部,其与所述层叠铁芯接触;轴部,其使所述接触部沿水平方向移动;筒状部,其容纳所述轴部的至少一部分;和凸缘部,其设置在所述筒状部的开口部;以及
[0015]
安装机构,所述安装机构将所述缸体机构以能够取下的方式安装于所述下模,
[0016]
所述安装机构具备:
[0017]
可动部,所述可动部具有:多根固定销,其沿与所述筒状部的长度方向交叉的方向延伸;和连接部,其跨所述筒状部设置并且将多根所述固定销的一方的端部彼此固定;以及
[0018]
固定部,所述固定部具有供多根所述固定销插通的插通孔,且被固定于所述下模,
[0019]
所述缸体机构中,所述接触部位于所述下模的内侧,所述筒状部位于所述下模的外侧,所述凸缘部与所述下模的外表面相对,
[0020]
通过将所述可动部的所述固定销插入到所述固定部的所述插通孔,将所述凸缘部夹入在多根所述固定销和所述下模的所述外表面之间,从而将所述缸体机构安装在所述下模。
[0021]
在上述层叠铁芯的制造装置中,可以是,
[0022]
在所述下模的外表面设置有与所述缸体机构的长度方向平行地延伸的定位突起,
[0023]
所述凸缘部设置有供所述定位突起插入的定位孔。
[0024]
在上述层叠铁芯的制造装置中,可以是,
[0025]
所述固定销在被插入到所述固定部的所述插通孔的状态下,延伸得比所述筒状部的与所述可动部的连接部相反一侧的缘部更长。
[0026]
在上述层叠铁芯的制造装置中,可以是,
[0027]
所述固定销沿铅垂方向延伸,所述连接部将所述固定销的上端彼此连接。
[0028]
在上述层叠铁芯的制造装置中,可以是,
[0029]
所述固定销沿水平方向延伸。
[0030]
在上述层叠铁芯的制造装置中,可以是,
[0031]
所述固定部利用将所述固定部贯通地沿铅垂方向延伸的固定螺栓而固定在所述下模。
[0032]
在上述层叠铁芯的制造装置中,可以是,
[0033]
所述固定部利用将所述固定部贯通地沿水平方向延伸的固定螺栓而固定在所述下模。
[0034]
实用新型效果
[0035]
本实用新型所涉及的层叠铁芯的制造装置能够容易地将排出部取下、安装。
附图说明
[0036]
图1是本实用新型的实施方式所涉及的层叠铁芯的制造装置所制造的层叠铁芯的立体图。
[0037]
图2是实施方式所涉及的层叠铁芯的制造装置的概略图。
[0038]
图3是被制造装置加工的钢板的情况。
[0039]
图4是表示制造装置的排出部的立体图。
[0040]
图5是图4所示的排出部的剖视图。
[0041]
图6是图4所示的排出部的主视图。
[0042]
图7是第一变形例所涉及的制造装置的排出部的剖视图。
[0043]
图8是第二变形例所涉及的制造装置的排出部的主视图。
[0044]
符号说明
[0045]
1 层叠铁芯
[0046]
10、10a 制造装置
[0047]
20 加工部
[0048]
21 上模
[0049]
22 下模
[0050]
22a 下模的外表面
[0051]
23 工具
[0052]
24 搬出口
[0053]
25 突起
[0054]
26 台阶部
[0055]
30 排出部
[0056]
40 缸体机构
[0057]
41 接触部
[0058]
42 轴部
[0059]
43 筒状部
[0060]
44 凸缘部
[0061]
44a定位孔
[0062]
50 安装机构
[0063]
51 可动部
[0064]
52 固定部
[0065]
53 固定销
[0066]
54 连接部
[0067]
55 插通孔
[0068]
56、56a 固定螺栓
[0069]
s 钢板
具体实施方式
[0070]
以下,对本实用新型的实施方式(以下,称为本实施方式)进行说明。此外,为了便于说明,附图中所示的各个部件的尺寸有时与实际的各部件的尺寸不同。
[0071]
图1是利用本实施方式的层叠铁芯1的制造装置10(以下,简称为制造装置10)制造的层叠铁芯1的立体图。层叠铁芯1将对钢板s 进行冲压加工而得到的多个铁芯构成片层叠而构成。层叠铁芯1被用作电动机、发电机等的转子、定子的构成要素,在图1中图示了定子的一例。
[0072]
图2是本实施方式所涉及的层叠铁芯1的制造装置10的概略图。另外,图3是由制造装置10加工的钢板s(参照图3)的情况。在图2 和图3中,钢板s被从左方朝向右方输送,钢板s的加工从左方朝向右方进行。如图2所示,制造装置10大致分为加工部20和排出部30。
[0073]
加工部20是对钢板s实施冲压、弯折加工等冲压加工的部位。加工部20具有上模21和下模22。在本实施方式中,下模22为固定模,上模21相对于下模22沿铅垂方向移动。通过使安装于上模21的各种工具23与钢板s接触从而对钢板s实施冲压加工。关于在加工部20 中进行的各种冲压加工的详细情况,由于是专利文献1等所公开的公知的技术,因此在此省略详细的说明。
[0074]
当利用加工部20由钢板s加工层叠铁芯1时,加工后的层叠铁芯 1被排出部30从制造装置10的内部排出。在图2所示的例子中,加工后的层叠铁芯1从下模22的上表面落到下模22的内部的空间a,并从该空间a向水平方向移动到搬出口24(参照图3)。需要说明的是,输出口24是指,作业员用手取出产品的位置、放置到输送至实施后续工序的场所的带式输送机的位置或者放置有收纳层叠铁芯1的箱的位置。如图3所示,在本实施方式中,排出部30在与水平方向且钢板s 的输送方向正交的方向上按压层叠铁芯1。
[0075]
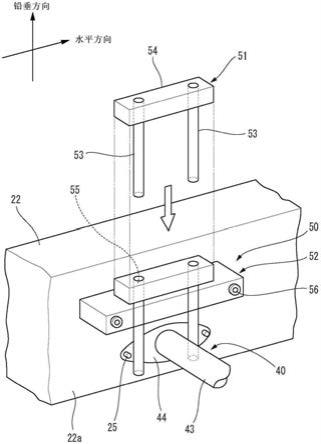
图4是表示制造装置10的排出部30的立体图。图5是图4所示的排出部30的剖视图。图6是图4所示的排出部30的主视图。如图5 所示,排出部30具备缸体机构40和安装机构50。
[0076]
缸体机构40是用于按压层叠铁芯1的机构。缸体机构40具备接触部41、轴部42、筒状部43以及凸缘部44。接触部41是与从加工部 20排出的层叠铁芯1接触的部位。
[0077]
轴部42与接触部41连接,是用于使接触部41沿水平方向移动的部位。在轴部42的一个端部安装有接触部41。
[0078]
筒状部43是将轴部42的至少一部分容纳的部位。通过使轴部42 在筒状部43的内部沿水平方向移动,从而能够使接触部41沿水平方向移动。轴部42能够通过气压、液压、马达等电动致动器等沿水平方向移动。
[0079]
凸缘部44是在筒状部43的开口部设置的部位。凸缘部44是被安装机构50支承的部位。
[0080]
缸体机构40配置为:接触部41位于下模22的内侧,筒状部43 位于下模22的外侧,凸缘部44与下模22的外表面22a相对。
[0081]
安装机构50是将缸体机构40以能够取下的方式安装于下模22的部位。安装机构50具有能够移动的可动部51和不能移动地固定于下模22的固定部52。
[0082]
可动部51具有多个固定销53和连接部54。
[0083]
固定销53分别在与筒状部43的长度方向交叉的方向上延伸。在图示的例子中,两根固定销53沿铅垂方向延伸。固定销53也可以是3 根以上。
[0084]
如图4以及图6所示,连接部54是与各个固定销53的一个端部连接并将固定销53彼此连接的部位。连接部54以跨越筒状部43的方式设置。在图6所示的主视图中,两个固定销53设置在隔着筒状部43 相对的位置。在图6所示的主视图中,两个固定销53设置在筒状部43 的左侧和右侧。连接部54设置在筒状部43的上方。
[0085]
固定部52是用于供固定销53的另一个端部插入并将固定销53固定的部位。固定部52具有供多根固定销53插通的插通孔55。固定部 52固定于下模22。在图示的例子中,固定螺栓56贯通固定部52而紧固于下模22。该固定螺栓56沿水平方向延伸。固定螺栓56在水平方向上贯通固定部52,并紧固于下模22的侧面。
[0086]
在排出部30固定于下模22的状态下,可动部51的固定销53插入到固定部52的插通孔55,凸缘部44被两根固定销53和下模22的外表面22a夹持,从而将缸体机构40安装于下模22。
[0087]
在将排出部30固定于下模22时,首先,以使凸缘部44与下模 22的外表面22a接触的方式设置筒状部43。接着,将固定销53插入固定部52的插通孔55,以使得凸缘部44被夹在下模22的外表面22a与固定销53之间。于是,缸体机构40的轴部42的长度方向的位移通过使凸缘部44与下模22的外表面22a或固定销53接触而被限制。由此,缸体机构40安装于下模22。
[0088]
另外,由于轴部42贯通下模22的外表面22a而设置且经由与轴部42的直径大致相同的贯通孔22b插入到下模22的内部,因此缸体机构40不会在铅垂方向上位移。另外,由于轴部42经由贯通孔22b 插入到下模22的内部,因此筒状部43也不会在水平方向上摆动。仅通过利用固定销53和下模22夹住凸缘部44,就能够将排出部30安装于下模22。
[0089]
根据本实施方式所涉及的层叠铁芯1的制造装置10,通过将凸缘部44夹在固定销53与下模22的外表面22a之间从而将排出部30安装于下模22,因此能够通过将固定销53从固定部52拔出而简单地将排出部30从下模22拆下。因此,能够在将制造装置10向工厂搬入
之前,将排出部30从加工部20卸下,在设置于工厂的规定场所之后,将排出部30向加工部20安装。通过经过这样的工序,在搬运时或搬入时,排出部30不会在水平方向上伸出而成为障碍。
[0090]
另外,在将缸体机构40从下模22拆下时,能够通过与上述相反的顺序简单地取下。即,首先,将固定销53从固定部52拔出。于是,凸缘部44能够沿水平方向移动,因此将轴部42、接触部41从下模22 向内侧拔出,将筒状部43从下模22向外侧拔出。这样,能够简单地将缸体机构40从下模22拆下。
[0091]
在上述的制造装置10中,如图4以及图6所示,也可以在下模 22的外表面22a设置与缸体机构40的长度方向平行地延伸的定位突起 25,在凸缘部44设置有供定位突起25插入的定位孔44a。
[0092]
由此,将缸体机构40安装于下模22时的定位变得容易。另外,能够阻止缸体机构40绕其长度方向的轴旋转。
[0093]
在上述的制造装置10中,固定销53也可以在插入到固定部52的插通孔55的状态下,延伸得比筒状部43的与可动部51的连接部54 相反的一侧的边缘长。由于能够较大地确保固定销53与凸缘部44的接触面积,因此固定销53不容易产生较大的应力。
[0094]
在上述的制造装置10中,固定销53也可以沿铅垂方向延伸,连接部54将固定销53的上端彼此连接。
[0095]
根据这样的结构,由于可动部51的自重,固定销53容易插入到固定部52,容易将排出部30安装于下模22。
[0096]
在上述的制造装置10中,如图5所示,固定部52也可以通过贯通固定部52并沿水平方向延伸的固定螺栓56固定于下模22。
[0097]
图7是本实用新型的第一变形例所涉及的制造装置10a的排出部 30的剖视图。在本变形例中,对与上述的实施方式相同的部分标注相同的附图标记并省略其说明,仅对不同的部分进行说明。
[0098]
如图7所示,在本变形例中,固定部52利用贯通固定部52并沿铅垂方向延伸的固定螺栓56a而固定于下模22。也可以在下模22的供轴部42插通的开口部的附近设置有台阶部26,将固定部52固定在由该台阶部26形成的沿水平方向延伸的面上。固定螺栓56a可以如图示那样以从上方朝向下方延伸的方式设置,也可以以从下方朝向上方延伸的方式设置。
[0099]
图8是本实用新型的第二变形例所涉及的制造装置10的排出部 30的主视图。在本变形例中,对与上述的实施方式相同的部分标注相同的附图标记并省略其说明,仅对不同的部分进行说明。
[0100]
如图8所示,固定销53沿水平方向延伸。在缸体机构40的上方不能够确保作业空间而缸体机构40的侧方能够确保作业空间的情况下,能够使用该作业空间来移动可动部51进行排出部30的安装、取下作业。
[0101]
此外,为了便于说明而使用了水平方向、铅垂方向这样的用语,但它们并不意味着分别仅为与重力方向垂直的方向、与重力方向平行的方向。水平方向还包括相对于与重力方向垂直的方向以约10度以内的角度交叉的方向。铅垂方向也包括相对于与重力方向平行的方向以约10度以内的角度交叉的方向。
[0102]
基于实施方式,使用具体的语句说明了本实用新型,但实施方式不过是示出本实
用新型的原理、应用的一个侧面,在不脱离权利要求规定的本实用新型的思想的范围内,实施方式允许很多变形例、配置的变更。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1