电池的制作方法
1.本发明涉及锂电池技术领域,特别地,涉及一种电池。
背景技术:
2.锂电池的高能量密度、无记忆效应、单节循环周期长、高效清洁无污染等特点,使其得到了广泛应用。近年来,新能源技术需要不断向低成本、制造工艺简单的方向进行靠拢,同时随着刀片电池的问世,模块化和标准化设计逐渐受到各大电池厂重视,刀片电池是指刀状长条形的电池,其在成组时可以跳过“模组”,大幅提高了体积利用率,最终达成在同样的空间内装入更多电芯的设计目标。相较传统电池包,“刀片电池”的体积利用率提升了50%以上,也就是说续航里程可提升50%以上,达到了高能量密度三元锂电池的同等水平。
3.目前,在刀片电池等电池的生产装配过程中,需要将电芯的正极极耳和负极极耳分别与正极盖板的正极极柱和负极盖板上的负极极柱焊接后,并将电芯沿壳体的长度方向从壳体的一端移动至壳体的另一端,从而将电芯装入壳体中,进而将正极盖板和负极盖板分别压装于壳体的两端并焊接。由于电芯装入壳体需要移动的距离很长,并且移动时电芯的表面与壳体的内壁面之间的摩擦力较大,导致电芯装入壳体的难度非常大,电芯装壳的速度慢,降低了刀片电池类方形电池的生产效率,且电芯容易受到壳体的挤压而变形,电芯的表面也容易磨损。
技术实现要素:
4.本发明的目的是提供一种电池,以解决现有的电池组装难度大,电芯装壳的速度慢,生产效率低,且电芯容易受到壳体的挤压而变形的技术问题。
5.本发明的上述目的可采用下列技术方案来实现:
6.本发明提供一种电池,包括:壳体,具有底面以及两个侧面,两个所述侧面的底边相对地连接于所述底面上,两个所述侧面的顶边之间形成顶部开口,两个所述侧面的两侧边之间形成两个侧部开口;电芯,放置于所述壳体内,所述电芯的两端分别设有正极极耳和负极极耳;两个电极盖板,两个所述电极盖板上分别设有正极极柱和负极极柱,所述正极极柱和所述负极极柱分别与所述正极极耳和所述负极极耳连接,两个所述电极盖板分别封装于两个所述侧部开口上;顶部盖板,封装于所述顶部开口上。
7.本发明的实施方式中,所述顶部开口与所述底面之间的距离小于两个所述侧部开口之间的距离,所述电芯从所述顶部开口放置于所述壳体内。
8.本发明的实施方式中,所述壳体采用铝板折弯形成,所述底面与两个所述侧面之间分别形成两折弯处。
9.本发明的实施方式中,所述壳体、所述电极盖板和/或所述顶部盖板上设有至少一防爆结构。
10.本发明的实施方式中,所述防爆结构包括防爆膜,所述防爆膜与所述壳体、至少一所述电极盖板和/或所述顶部盖板一体冲压成型;或者所述壳体、至少一所述电极盖板和/
或所述顶部盖板开设有安装孔,所述防爆结构包括焊接于所述安装孔处的防爆片;或者所述防爆结构包括切痕槽,所述切痕槽通过物理切割或化学蚀刻的方式开设于所述壳体、至少一所述电极盖板和/或所述顶部盖板上。
11.本发明的实施方式中,所述壳体、至少一所述电极盖板和/或所述顶部盖板上开设有至少一注液孔。
12.本发明的实施方式中,所述电芯包括电芯本体,所述正极极耳和所述负极极耳分别焊接固定于所述电芯本体的两端。
13.本发明的实施方式中,所述电芯本体上包覆有绝缘膜,所述绝缘膜通过耐高温胶带粘接固定于所述电芯本体上。
14.本发明的实施方式中,所述正极极耳和所述负极极耳分别与所述正极极柱和所述负极极柱焊接连接。
15.本发明的实施方式中,两个所述电极盖板的内侧均安装有绝缘止动架,两个所述绝缘止动架分别通过所述正极极柱和所述负极极柱与两个所述电极盖板连接,所述电芯的两端分别与两个所述绝缘止动架相抵接。
16.本发明的实施方式中,所述正极极耳和所述负极极耳与所述侧面之间均设有绝缘保护架,所述绝缘保护架与所述绝缘止动架连接。
17.本发明的特点及优点是:
18.本发明的电池,组装时,电芯可直接放置于壳体中,并通过两个电极盖板和顶部盖板分别封装于两个侧部开口和顶部开口上,便完成了电池的组装,由于电芯装入壳体的过程中,两个侧面的侧边和顶边不受约束,从而可利用自身的弹性朝外侧张开,因此不会对电芯造成挤压,并减小了电芯的表面与壳体的侧面之间的摩擦力,电芯装壳更顺畅,装壳速度更快,并且有效避免了壳体挤压电芯而造成电芯变形和磨损的问题。
附图说明
19.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
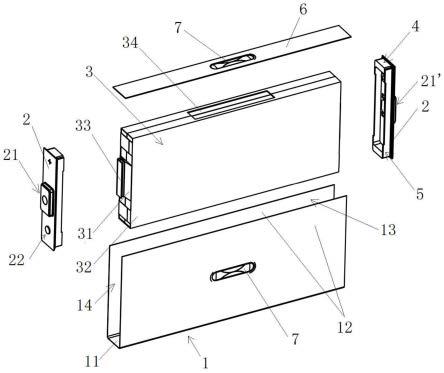
20.图1为本发明的电池的爆炸图。
21.图2为本发明的电池的另一视角的爆炸图。
22.图3为本发明的电芯的结构示意图。
23.图4为本发明的电极盖板的爆炸图。
24.图中:
25.1、壳体;11、底面;12、侧面;13、顶部开口;14、侧部开口;2、电极盖板;21、正极极柱;21’、负极极柱;211、铆钉;2111、外伸端;2112、内伸端;213、极耳焊接面;214、压板;215、绝缘板;216、装配孔;22、注液孔;23、密封铝片;3、电芯;31、电芯本体;32、绝缘膜;33、正极极耳;33’、负极极耳;34、耐高温胶带;4、绝缘止动架;41、第一侧板;411、穿孔;42、第二侧板;43、凸台;5、绝缘保护架;6、顶部盖板;7、防爆结构。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.如图1和图2所示,本发明提供一种电池,包括:壳体1,具有底面11以及两个侧面12,两个侧面12的底边相对地连接于底面11上,两个侧面12的顶边之间形成顶部开口13,两个侧面12的两侧边之间形成两个侧部开口14;电芯3,放置于壳体1内,电芯3的两端分别设有正极极耳33和负极极耳33’;两个电极盖板2,两个电极盖板2上分别设有正极极柱21和负极极柱21’,正极极柱21和负极极柱21’分别与正极极耳33和负极极耳33’连接,两个电极盖板2分别封装于两个侧部开口14上;顶部盖板6,封装于顶部开口13上。
28.本发明的电池,组装时,电芯3可直接放置于壳体1中,并通过两个电极盖板2和顶部盖板6分别封装于两个侧部开口14和顶部开口13上,便完成了电池的组装,由于电芯3装入壳体1的过程中,两个侧面12的侧边和顶边不受约束,从而可利用自身的弹性朝外侧张开,因此不会对电芯3造成挤压,并减小了电芯3的表面与壳体1的侧面12之间的摩擦力,电芯3装壳更顺畅,装壳速度更快,并且有效避免了壳体1挤压电芯3而造成电芯3变形和磨损的问题。
29.具体的,壳体1大体呈u型结构。壳体1采用铝板折弯形成,底面11与两个侧面12之间分别形成两折弯处,易于加工。可选的,将一块铝板切割成“+”形,再将四个突出的侧部朝同一方向进行折弯,从而同时形成具有两个侧面12和一底面11的壳体1以及两个电极盖板2。
30.本发明的实施方式中,顶部开口13与底面11之间的距离小于两个侧部开口14之间的距离,电芯3从顶部开口13放置于壳体1内。电芯3从顶部开口13装入壳体1的移动行程更短,装壳速度更快。
31.具体的,如图3所示,电芯3大体呈长方体形。电芯3的宽度w小于电芯3的高度h,电芯3的高度h小于电芯3的长度l。其中,底面11至顶部开口13的距离略大于电芯3的高度h,两个侧面12之间的距离略大于电芯3的宽度w,顶部开口13和两个侧部开口14的宽度均略大于电芯3的宽度w,即顶部开口13和两个侧部开口14的面积较小,便于将顶部盖板6和两个电极盖板2的周边分别焊接于顶部开口13和两个侧部开口14上,两个侧部开口14之间的距离略大于电芯3的长度l。电芯3沿高度h方向从顶部开口13装入壳体1中,相对于沿电芯3的长度l方向,电芯3的装壳行程更短,装壳速度更快。可选的,底面11至顶部开口13的距离略大于电芯3的宽度w,两个侧面12之间的距离略大于电芯3的高度h,顶部开口13和两个侧部开口14的宽度均略大于电芯3的宽度w,两个侧部开口14之间的距离略大于电芯3的长度l,电芯3沿宽度w方向从顶部开口13装入壳体1中,电芯3的装壳行程最短,装壳速度最快。
32.如图1和图2所示,本发明的实施方式中,壳体1、电极盖板2和/或顶部盖板6上设有至少一防爆结构7。防爆结构7在电芯3的内部压力或电芯3的温度达到阈值(即可允许的最大压力值/可允许的最大温度值)时即会开启,从而避免电芯3爆炸。具体的,防爆结构7总数可设置1-10个,可提高电池的防爆性能,并且壳体1的两个侧面12和底面11、电极盖板2、顶部盖板6上均可设置防爆结构7,便于电池模组设计定向排气通道。防爆结构7可在壳体1制
作前加工在铝板的预设位置处。
33.具体的,在一实施例中,防爆结构7包括防爆膜,防爆膜与壳体1、至少一电极盖板2和/或顶部盖板6一体冲压成型。壳体1、电极盖板2、顶部盖板6均采用铝板制成,通过在铝板上冲压,使得冲压部位的厚度减小且强度减弱,从而形成防爆膜。当电池的内部产生的气体压力过大时,防爆膜爆破,从而起到防爆的作用。
34.在另一实施例中,壳体1、至少一电极盖板2和/或顶部盖板6开设有安装孔,防爆结构7包括焊接于安装孔处的防爆片。可选的,防爆片可采用铝片制成,铝片的厚度和强度小于铝板的厚度和强度。可选的,防爆片可采用与壳体1、电极盖板2或顶部盖板6的厚度相同的铝板制成,防爆片与安装孔的内壁面点焊连接,当长方体电池的内部产生的气体压力过大时,气体将点焊处爆破。
35.在再一实施例中,防爆结构7包括切痕槽,切痕槽通过物理切割或化学蚀刻的方式开设于壳体1、至少一电极盖板2和/或顶部盖板6上。通过在铝板上进行物理切割或化学蚀刻,将铝板上的一部分材料移除,形成切痕槽,加工简单,由于切痕槽处的强度底,当长条电池的内部产生的气体压力过大时,切痕槽处裂开,从而起到防爆的作用。切痕槽可呈线形、方形、跑道形。切痕槽的深度、长度及宽度根据可允许的最大压力进行设计。
36.如图1、图2以及图4所示,本发明的实施方式中,壳体1、至少一电极盖板2和/或顶部盖板6上开设有至少一注液孔22。电极盖板2和顶部盖板6分别将侧部开口14和顶部开口13封装后,将电解液从注液孔22注入电芯3内,注液完成后,通过橡胶塞将注液孔22进行封堵,再将密封铝片23焊接固定于注液孔22的孔口处,从而确保整体的气密性。如图3所示,本实施例中,两个电极盖板2上分别开设有一个注液孔22,电解液可经注液孔22同时从电芯3的两端注入电芯3内,从而提高注液效率。可选的,不采用橡胶塞对注液孔22进行封堵,直接将密封铝片23焊接固定于注液孔22的孔口处。
37.本发明的实施方式中,电芯3包括电芯本体31,正极极耳33和负极极耳33’分别焊接固定于电芯本体31的两端。电芯本体31上包覆有绝缘膜32,绝缘膜32通过耐高温胶带34粘接固定于电芯本体31上。具体的,电芯本体31为叠芯结构或卷芯结构。正极极耳33和负极极耳33’采用超声焊或分子扩散焊的方式固定于电芯本体31上。超声波焊是母材不发生熔化的情况下实现的一种固态焊接,因此它有效地克服了正极极耳33和负极极耳33’焊接时所产生的飞溅和氧化等现象。分子扩散焊是通过高温加热使物质间分子相互扩散运动,达到材料焊接的目的,无需焊料,无痕焊接,外观平整光滑。绝缘膜32沿周向将电芯本体31包裹,绝缘膜32的两端通过耐高温胶带34分别粘接固定于电芯本体31的两端。绝缘膜32采用pet绝缘膜32。可选的,绝缘膜32采用热烫工艺固定于电芯本体31上。
38.如图1和图2所示,正极极耳33和负极极耳33’分别与正极极柱21和负极极柱21’焊接连接。具体的,正极极耳33和负极极耳33’分别通过激光焊接的方式与正极极柱21和负极极柱21’连接。激光焊具有焊接速度快、深宽比大的特点,使正极极耳33和负极极耳33’与正极极柱21和负极极柱21’之间的连接牢固、可靠。如图4所示,两个电极盖板2上分别设有用于安装正极极柱21和负极极柱21’的装配孔216。正极极柱21和负极极柱21’均包括铆钉211。铆钉211的两端分别为外伸端2111和内伸端2112。内伸端2112设有极耳焊接面213,极耳焊接面213与正极极耳33/负极极耳33’面贴合并焊接连接,焊接面积大,从而确保正极极耳33/负极极耳33’与铆钉211焊接牢固。外伸端2111上套设有密封圈和绝缘板215,外伸端
2111穿过装配孔216与压板214相连接,外伸端2111通过密封圈与装配孔216密封连接,提高整体的气密性,同时可防止外伸端2111与电极盖板2接触而造成短路。绝缘板215位于压板214与壳体1之间,以防止压板214与电极盖板2接触而造成短路。
39.如图1和图3所示,本发明的实施方式中,两个电极盖板2的内侧均安装有绝缘止动架4,两个绝缘止动架4分别通过正极极柱21和负极极柱21’与两个电极盖板2连接,电芯3的两端分别与两个绝缘止动架4相抵接,从而防止电芯3在壳体1内移动。正极极耳33和负极极耳33’与侧面12之间均设有绝缘保护架5,绝缘保护架5与绝缘止动架4连接,从而防止正极极耳33和负极极耳33’与侧面12接触而造成短路。
40.具体的,电芯3的两端端面分别与两个绝缘止动架4相抵接。绝缘止动架4与电极盖板2铆接或卡扣连接。绝缘止动架4包括第一侧板41、第二侧板42以及两个凸台43。第一侧板41贴抵于电极盖板2上,从而防止正极极耳33和负极极耳33’与电极盖板2接触而造成短路。第二侧板42与第一侧板41相连接,并与壳体1的其中一侧面12相贴抵,从而防止正极极耳33和负极极耳33’与该侧面12接触而造成短路。两个凸台43分别固定于第一侧板41的底端的顶端,位于底端的凸台43贴抵于壳体1的底面11上,从而防止正极极耳33和负极极耳33’与壳体1的底面11接触而造成短路,位于顶端的凸台43则与顶部盖板6相贴抵,从而防止正极极耳33和负极极耳33’与顶部盖板6接触而造成短路。电芯3的两端端面分别与两个绝缘止动架4上的凸台43以及第二侧板42相抵接。两个绝缘止动架4的第一侧板41上分别设有与正极极柱21和负极极柱21’相对应的穿孔411,正极极柱21和负极极柱21’分别穿设于两个绝缘止动架4的第一侧板41上的穿孔411中。两个绝缘保护架5分别安装于两个绝缘止动架4的侧凸台43上,且绝缘保护架5与第二侧板42相对设置,从而防止正极极耳33和负极极耳33’与壳体1的另一侧面12接触而造成短路。在本实施例中,为了便于加工,绝缘止动架4和绝缘保护架5为分体结构。可选的,绝缘止动架4和绝缘保护架5一体成型。
41.组装时,先将两个绝缘止动架4分别与两个电极盖板2铆接或卡扣连接,然后将电芯3两端的正极极耳33和负极极耳33’分别与正极极柱21和负极极柱21’的内伸端2112焊接连接,并在正极极柱21和负极极柱21’的外伸端2111上套设密封圈,将外伸端2111依次穿过对应的穿孔411和装配孔216,使密封圈与装配孔216密封连接,再将绝缘板215套设于外伸端2111上,然后将压板214与外伸端2111连接,并将绝缘板215压紧固定于电极盖板2上,最后将两个绝缘保护架5分别安装在两个绝缘止动架4上,从而完成电芯3、两个电极盖板2、两个绝缘止动架4以及两个绝缘保护架5的组装;然后将电芯3从顶部开口13装入壳体1中,并将两个电极盖板2分别焊接封装于两个侧部开口14处,以及将顶部盖板6焊接封装于顶部开口13上,从而完成电芯3的装壳;然后将电解液从注液孔22注入电芯3中,再将橡胶塞封堵于注液孔22中,最后将密封铝片23焊接于注液孔22的孔口处,从而完成了电池的组装。
42.其中,电芯3、正极极柱21和负极极柱21’、两个电极盖板2、两个绝缘止动架4以及两个绝缘保护架5之间的组装顺序不做限定,电芯3的正极极耳33和负极极耳33’可分别与正极极柱21和负极极柱21’连接后,再将正极极柱21和负极极柱21’与两个电极盖板2、两个绝缘止动架4以及两个绝缘保护架5进行组装;也可以先将正极极柱21和负极极柱21’与两个电极盖板2和两个绝缘止动架4进行组装后,再将正极极柱21和负极极柱21’分别与电芯3的正极极耳33和负极极耳33’连接,然后将两个绝缘保护架5分别安装在两个绝缘止动架4上。电极盖板2和顶部盖板6的焊接顺序不做限定。电极盖板2可在顶部盖板6装配前通过周
边焊的方式焊接于侧部开口14上;也可以在顶部盖板6装配于顶部开口13上之后与顶部盖板6同时进行周边焊。
43.以上所述仅为本发明的几个实施例,本领域的技术人员依据申请文件公开的内容可以对本发明实施例进行各种改动或变型而不脱离本发明的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1