锂电池模组自动贴胶系统的制作方法
1.本技术涉及电池加工设备技术领域,尤其涉及一种锂电池模组自动贴胶系统。
背景技术:
2.随着技术的发展,移动电池成为驱动产品工作的主要动力之一,且越来越多的产品需要大电量续航的支持,进而电池模组则越来越受到青睐,电池模组尤其是锂电池模组市面上较为常见,即将多块锂电池通过绝缘胶带缠绕在一起形成整体形式的电池模组。
3.但是,现有的生产线中通常为手工完成绝缘胶带的缠绕,该生产方式效率低下且一致性差。
技术实现要素:
4.本实用新型实施例提供一种锂电池模组自动贴胶系统,以解决现有电池模组生产中通常以手工完成绝缘胶带的缠绕,该生产方式造成效率低下且产品一致性差的问题。
5.为解决上述技术问题,本技术实施例提供如下技术方案:
6.本技术第一方面提供一种锂电池模组自动贴胶系统,其包括基座,所述基座上沿第一方向设有第一滑动部;
7.定位组件,所述定位组件上设有承托部,以承托待绕胶电池模组;所述定位组件上设有与所述第一滑动部相适配的第二滑动部,以使所述定位组件能够承托所述待绕胶电池模组沿所述第一方向往复运动;
8.绕胶组件,所述绕胶组件包括绕胶环,所述绕胶环设置在所述第一滑动部背离所述基座的一侧,所述绕胶环的轴心与所述第一滑动部相平行,且所述绕胶环的环壁穿过所述定位组件以使所述绕胶环环绕所述承托部,且所述绕胶环上设有胶带固定部,以使得所述胶带随所述绕胶环旋转绕胶;
9.控制器,所述控制器与所述定位组件、所述绕胶组件相连,以向所述定位组件和所述绕胶组件发送驱动控制信号;
10.所述第一方向为所述基座的长度/宽度方向。
11.在本技术第一方面的一些变更实施方式中,前述的锂电池模组自动贴胶系统,其还包括上料组件和下料组件;
12.所述上料组件和所述下料组件分别设置在所述第一滑动部的两端,所述上料组件和所述下料组件上均设有与所述第一滑动部相适配的第二滑动部,以使所述上料组件和所述下料组件能够沿所述第一方向靠近/远离所述定位组件,配合所述定位组件传递所述待绕胶电池模组和已绕胶电池模组。
13.在本技术第一方面的一些变更实施方式中,前述的锂电池模组自动贴胶系统,其中所述定位组件还包括同步板、第一驱动电机和光电组件;
14.所述同步板平行所述基座设置,所述同步板朝向所述基座的一侧设有所述第二滑动部,所述同步板背离所述基座的一侧设有所述承托部;
15.所述第一驱动电机设置在所述同步板上,且所述第一驱动电机与所述控制器相连,以驱动所述同步板沿所述第一方向往复运动;
16.所述承托部至少包括四个子托杆,四个所述子托杆分别对应所述待绕胶电池模组的四角间隔地设置在所述同步板上;
17.所述光电组件设置于所述基座上,所述光电组件与所述控制器相连,发送所述同步板的到位信号,以控制所述同步板停留在预设位置进行所述待绕胶电池模组预设位置的绕胶。
18.在本技术第一方面的一些变更实施方式中,前述的锂电池模组自动贴胶系统,其中所述光电组件包括若干光电开关和挡板;
19.所述挡板设置于所述同步板朝向所述基座的一侧,所述挡板向所述基座方向延伸;
20.所述若干光电开关沿所述第一方向依次间隔设置,所述若干光电开关检测所述挡板的到位以向所述控制器发送到位信号;
21.所述子托杆背离所述同步板的一端设有垫块,所述垫块包括垫板和限位框,所述垫板平行所述同步板,所述限位框为l型,所述限位框设置在所述垫板背离所述同步板的一侧,以形成与所述待绕胶电池模组四角相适配的l 形台阶。
22.在本技术第一方面的一些变更实施方式中,前述的锂电池模组自动贴胶系统,其中所述子托杆具有预设高度,以使所述承托部上的待绕胶电池模组位于所述绕胶环的轴心。
23.在本技术第一方面的一些变更实施方式中,前述的锂电池模组自动贴胶系统,其中所述绕胶组件还包括安装架、限位件、第二驱动电机以及皮带环;
24.两个所述安装架沿垂直所述第一方向的方向相对地设置在所述第一滑动部的两侧;
25.至少三个所述限位件设置在所述两个安装架上,所述至少三个限位件均匀分布在所述绕胶环的周向外围,所述限位件包括u形槽,且槽口朝向所述绕胶环为所述绕胶环导向;
26.所述第二驱动电机设置在所述安装架上,所述第二驱动电机与所述控制器相连,所述皮带环绕于部分所述绕胶环外壁且与所述第二驱动电机相连,以驱动所述绕胶环旋转。
27.在本技术第一方面的一些变更实施方式中,前述的锂电池模组自动贴胶系统,其中所述绕胶环的外表面呈阶梯状,其沿所述第一方向至少依次具有第一台阶和第二台阶,所述皮带环绕于所述第二台阶;
28.所述限位件还包括第一至第三导向轮,所述第一导向轮设置于所述u 形槽内,其轴心与所述绕胶环轴心平行,其外表面与所述第一台阶朝向所述 u形槽的外壁相抵触;
29.所述第二导向轮和所述第三导向轮分别设置在所述u形槽的槽口两侧与槽底相背的外壁上,所述第二导向轮和所述第三导向轮沿所述绕胶环的切线方向设置,所述第二导向轮的外表面与所述第一台阶背离所述第二台阶的外壁抵触,所述第三导向轮的外表面与所述第一台阶朝向所述第二台阶的外壁相抵触。
30.在本技术第一方面的一些变更实施方式中,前述的锂电池模组自动贴胶系统,其
中所述上料组件包括第一固定架和第一移动架;
31.所述第一固定架包括对应于所述待绕胶电池模组四角的四个第一承载部,以承托所述待绕胶电池模组;
32.所述第一移动架包括第一移动部和第一托举部,所述第一移动部朝向所述基座的一侧设有所述第二滑动部和第一驱动气缸,所述第一驱动气缸沿所述第一方向设置且与所述控制器相连,所述第一托举部设置于所述第一移动部背离所述基座的一侧,当所述第一移动部沿所述第一方向运动至第一预设位置时,所述第一托举部穿过所述第一固定架,以将所述第一固定架上的所述待绕胶电池模组运输至所述定位组件;
33.所述下料组件包括第二固定架和第二移动架;
34.所述第二固定架包括对应于所述已绕胶电池模组四角的四个第二承载部,以承托所述已绕胶电池模组;
35.所述第二移动架包括第二移动部和第二托举部,所述第二移动部朝向所述基座的一侧设有所述第二滑动部和第二驱动气缸,所述第二驱动气缸沿所述第一方向设置且与所述控制器相连,所述第二托举部设置于所述第二移动部背离所述基座的一侧,当所述第二移动部沿所述第一方向运动至第二预设位置时,所述第二托举部穿过所述定位组件,以将所述定位组件上的所述已绕胶电池模组运输至所述第二固定架。
36.在本技术第一方面的一些变更实施方式中,前述的锂电池模组自动贴胶系统,其中所述第一承载部包括承载板和限位边框,所述承载板平行所述基座,所述限位边框为l型,所述限位边框设置在所述承载板背离所述基座的一侧,以形成与所述待绕胶电池模组四角相适配的l形台阶;
37.所述第二承载部与所述第一承载部结构相同;
38.所述上料组件和所述下料组件均还包括升降气缸、两个霍尔传感器、直线轴以及限位块;
39.所述升降气缸穿过所述第一移动部/所述第二移动部连接所述第一托举部/所述第二托举部,所述升降气缸与所述控制器相接,以从第一固定架/所述定位组件举升所述待绕胶电池模组/已绕胶电池模组并运至所述定位组件/ 所述第二固定架,且所述升降气缸的两端分别设有一所述霍尔传感器,所述霍尔传感器与所述控制器相接,以发送升降到位信号;
40.所述限位块设置在所述第一移动部/所述第二移动部朝向所述第一托举部/所述第二托举部的一侧,以限制所述第一托举部/所述第二托举部的下降最低位;
41.所述直线轴平行所述升降气缸设置,以限制所述第一托举部/所述第二托举部的升起最高位;
42.所述第一托举部和所述第二托举部沿所述第一方向的两端均设有限位片。
43.在本技术第一方面的一些变更实施方式中,前述的锂电池模组自动贴胶系统,其中所述上料组件和所述下料组件还包括缓冲器和接近开关;
44.所述上料组件和所述下料组件靠近所述绕胶组件和所述第一滑动部端部的两侧均设有所述缓冲器;
45.所述上料组件和所述下料组件靠近所述绕胶组件和所述第一滑动部端部的两侧均设有所述接近开关,所述接近开关与所述控制器相接,以发送到位可升降信号。
46.相较于现有技术,本技术实施例提供的锂电池模组自动贴胶系统,通过将具有承托部的定位组件设置为能够相对基座沿第一方向进行往复运动,进而能够带动待绕胶电池模组沿第一方向往复运动,且绕胶环穿过定位组件环绕于定位组件的承托部上,进而实现定位组件带动待绕胶电池模组在沿第一方向运动至预设位置时,绕胶环能够带动绝缘胶带绕承托部上的待绕胶模组进行旋转绕胶,实现对待绕胶电池模组的自动环绕贴胶;既能够避免人工贴胶的低效率作业又能够保证待绕胶电池模组的绕胶位置统一,从而解决现有电池模组生产中通常以手工完成绝缘胶带的缠绕,该生产方式造成效率低下且产品一致性差的问题。
附图说明
47.通过参考附图阅读下文的详细描述,本技术示例性实施方式的上述以及其他目的、特征和优点将变得易于理解。在附图中,以示例性而非限制性的方式示出了本技术的若干实施方式,相同或对应的标号表示相同或对应的部分,其中:
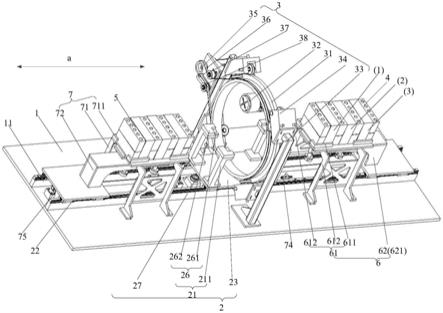
48.图1示意性的示出本技术实施例提供的锂电池模组自动贴胶系统的结构示意图;
49.图2示意性的示出本技术实施例提供的锂电池模组自动贴胶系统中绕胶组件的结构示意图;
50.图3示意性的示出本技术实施例提供的锂电池模组自动贴胶系统中定位组件的结构示意图;
51.图4示意性的示出本技术实施例提供的锂电池模组自动贴胶系统中基座的结构示意图;
52.图5示意性的示出本技术实施例提供的锂电池模组自动贴胶系统的另一种结构示意图;
53.图6示意性的示出图5中上料组件/下料组件的结构示意图;
54.图7示意性的示出图5中基座的结构示意图;
55.附图标号说明:基座1、第一滑动部11、定位组件2、承托部21、子托杆211、第二滑动部22、同步板23、第一驱动电机24、光电组件25、光电开关251、挡板252、垫块26、垫板261、限位框262、导向轮27、环形皮带 28、连接体29、绕胶组件3、绕胶环31、第一台阶311、第二台阶312、胶带固定部32、安装架33、限位件34、u形槽341、第一导向轮342、第二导向轮343、第三导向轮344、第二驱动电机35、皮带环36、第一张紧轮37、第二张紧轮38、待绕胶电池模组4、已绕胶电池模组5、上料组件6、第一固定架61、第一承载部611、子固定架612、第一移动架62、第一移动部621、第一托举部622、第一驱动气缸623、限位片63、下料组件7、第二固定架 71、第二承载部711、第二移动架72、第二移动部721、第二托举部722、第二驱动气缸723、缓冲器74、接近开关75、升降气缸8、直线轴9、轴套91、轴心92、轴承93、限位块10。
具体实施方式
56.下面将参照附图更详细地描述本公开的示例性实施方式,虽然附图中显示了本公开的示例性实施方式,然而应当理解,可以以各种形式实现本公开而不应被这里阐述的实施方式所限制。相反,提供这些实施方式是为了能够更透彻地理解本公开,并且能够将本公开的范围完整的传达给本领域的技术人员。
57.需要注意的是,除非另有说明,本技术使用的技术术语或者科学术语应当为本技术所属领域技术人员所理解的通常意义。
58.本实用新型实施例的技术方案为解决上述技术问题,总体思路如下:实施例1
59.参考附图1,本实用新型实施例提供的锂电池自动贴胶系统,其包括头基座1、定位组件2、绕胶组件3以及控制器(图中未示出);所述基座1上沿第一方向a设有第一滑动部11;
60.所述定位组件2上设有承托部21,以承托待绕胶电池模组4;所述定位组件2上设有与所述第一滑动部11相适配的第二滑动部22,以使所述定位组件2能够承托所述待绕胶电池模组4沿所述第一方向a往复运动;
61.所述绕胶组件3包括绕胶环31,所述绕胶环31设置在所述第一滑动部 11背离所述基座1的一侧,所述绕胶环31的轴心与所述第一滑动部11相平行,且所述绕胶环31的环壁穿过所述定位组件2以使所述绕胶环31环绕所述承托部21,且所述绕胶环31上设有胶带固定部32,以使得所述胶带随所述绕胶环31旋转绕胶;
62.所述控制器与所述定位组件2、所述绕胶组件3相连,以向所述定位组件2和所述绕胶组件3发送驱动控制信号;
63.所述第一方向a为所述基座1的长度/宽度方向。
64.具体的,为了解决现有电池模组生产中通常以手工完成绝缘胶带的缠绕,该生产方式造成效率低下且产品一致性差的问题,本技术实施例提供了一种锂电池模组自动贴胶系统,其包括所述基座1、所述定位组件2、所述绕胶组件3以及所述控制器;其通过控制器驱动所述定位组件2携带所述待绕胶电池模组4到达预设位置,同时通过控制器驱动所述绕胶组件3的绕胶环31 带动绝缘胶带环绕所述待绕胶电池模组4进行旋转,进而将绝缘胶带缠绕粘贴在所述待绕胶电池模组4上,并在待绕胶电池模组4上的至少一个预设位置上进行绕胶,从而实现对锂电池模组的自动绕胶且产品的一致性高。
65.其中,所述基座1为刚性结构,其具有平整的安装面,其上设有所述第一滑动部11,例如:图1和图4所示的滑轨,当然所述第一滑动部11也可以是滑块,在此不做过多赘述。
66.其中,所述定位组件2上设有所述承托部21和所述第二滑动部22,所述承托部21和所述第二滑动部22分别设置在所述定位组件2背离所述基座 1和朝向所述基座1的两侧,以实现承托所述待绕胶电池模组4运动且能够停留在预设位置的功能,所述定位组件2的顶部设有所述承托部21,所述承托部21具有承托、承载功能,例如:托盘、托槽等(可以通过人为放置所述待绕胶电池模组4以及人为取下所述已绕胶电池模组4的方式),并且其需要为绕胶环31的旋转预留空间,进而本实施例中所述承托部21与基座1之间为镂空的,以使得所述绕胶环31能够环绕所述承托部21进行旋转;所述第二滑动部22则是与所述第一滑动部11相适配的滑轮或滑块等结构,在此不做过多赘述;其中,所述待绕胶电池模组4的上料和下料可以通过人工放置也可以通过设置自动传输设备,在此不做过多限定。
67.其中,所述绕胶组件3上设有所述绕胶环31,所述绕胶环31为圆环结构,其悬空设置在所述第一滑动部11上部,且在垂直所述第一方向a的平面内环绕在所述承托部21周围,即所述绕胶环31的环壁穿过上述承托部21 与基座1之间的镂空部位;所述胶带固定部32设置在所述绕胶环31上,其能够将绝缘胶带固定在所述绕胶环3上,使得所述绝缘胶带随所述绕胶环31 旋转,其可以是如图1和图2所示的圆柱状卡爪结构,只要能够将绝缘胶带固定即可,在此不做过多赘述;其中,所述绝缘胶带的起始粘贴和最终切断可以人为操作完成,在
此不做过多限定。
68.其中,所述控制器(图中未示出)为具有数据收发、数据分析比较功能的可编程plc控制器,其功能可以通过程序编辑实现,在此不做过多赘述。
69.根据上述所列,本技术实施例提供的锂电池模组自动贴胶系统,通过将具有承托部21的定位组件2设置为能够相对基座1沿第一方向a进行往复运动,进而能够带动待绕胶电池模组4沿第一方向a往复运动,且绕胶环31穿过定位组件2环绕于定位组件2的承托部21上,进而实现定位组件2带动待绕胶电池模组4在沿第一方向a运动至预设位置时,绕胶环31能够带动绝缘胶带绕承托部上的待绕胶模组4进行旋转绕胶,实现对待绕胶电池模组4的自动环绕贴胶;既能够避免人工贴胶的低效率作业又能够保证待绕胶电池模组的绕胶位置统一,从而解决现有电池模组生产中通常以手工完成绝缘胶带的缠绕,该生产方式造成效率低下且产品一致性差的问题。
70.本文中术语“和/或”,仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,具体地理解为:可以同时包含有a与b,可以单独存在a,也可以单独存在b,能够具备上述三种任一种情况。
71.进一步地,参考附图3,本技术实施例提供的锂电池模组自动贴胶系统,在具体实施中,所述定位组件2还包括同步板23、第一驱动电机24和光电组件25;
72.所述同步板23平行所述基座1设置,所述同步板23朝向所述基座1的一侧设有所述第二滑动部22,所述同步板23背离所述基座1的一侧设有所述承托部21;
73.所述第一驱动电机24设置在所述同步板23上,且所述第一驱动电机 24与所述控制器相连,以驱动所述同步板23沿所述第一方向a往复运动;
74.所述承托部21至少包括四个子托杆211,四个所述子托杆211分别对应所述待绕胶电池模组4的四角间隔地设置在所述同步板23上;
75.所述光电组件24设置于所述基座1上,所述光电组件24与所述控制器相连,发送所述同步板23的到位信号,以控制所述同步板23停留在预设位置进行所述待绕胶电池模组4预设位置的绕胶。
76.具体的,为了实现所述定位组件2与所述控制器的配合进行预设位置的停驻绕胶,本实施例中将同步板23平行所述基座1设置,且在所述同步板 23上设置所述承托部21以对所述待绕胶电池模组4进行承托,进而通过控制器配合所述第一驱动电机24和第二滑动部22实现所述同步板23携带所述待绕胶电池模组4在第一方向a上的同步往复运动;其中,参考附图4,所述基座1上垂直基座1设置第一驱动电机24,且沿第一方向a对应所述第一驱动电机24设置导向轮27,环形皮带28同时连接所述第一驱动电机24和导向轮27,且所述环形皮带28上设有连接体29,连接体29一端与同步板 23连接,一端与所述环形皮带28连接,进而通过环形皮带28在第一驱动电机24和导向轮27之间回转过程中带动所述同步板23在基座1上沿第一方向 a往复运行,当然,可以理解的是,所述环形皮带28在所述第一驱动电机24 和所述导向轮27之间的长度即为所述同步板23的可运动长度,所述光电组件25则显而易见的需要设置在该长度范围以及所在位置内;其中,参考附图 3和附图1,所述承托部21包括至少四个所述子托杆211间隔设置,进而所述绕胶环31能够在子托杆211之间进行环绕旋转,至少四个子托杆211既能够在待绕胶电池模组4的四角对其进行支撑、托举,又能够为绕胶环31提供环绕空间;其中,所述光电组件25则设置在基座1上与所述控制器信号连接,
其通过光电信号检测实现对同步板23的到位进行检测,例如:参考附图1,本实施例中将待绕胶电池模组4上设置(1)、(2)以及(3)三条绕胶位置,所述同步板23则需要在对应(1)、(2)以及(3)的位置上停驻,使得绕胶环31能够在(1)、(2)以及(3)位置上对待绕胶电池模组4进行绕胶。
77.进一步地,参考附图3和附图4,本技术实施例提供的锂电池模组自动贴胶系统,在具体实施中,所述光电组件25包括若干光电开关251和挡板 252;
78.所述挡板252设置于所述同步板23朝向所述基座1的一侧,所述挡板 252向所述基座1方向延伸;
79.所述若干光电开关251沿所述第一方向a依次间隔设置,所述若干光电开关251检测所述挡板252的到位以向所述控制器发送到位信号;
80.所述子托杆211背离所述同步板23的一端设有垫块26,所述垫块26包括垫板261和限位框262,所述垫板261平行所述同步板23,所述限位框262 为l型,所述限位框262设在所述垫板261背离所述同步板23的一侧,以形成与所述待绕胶电池模组4四角相适配的l形台阶。
81.具体的,为了保证所述承托部21对待绕胶电池模组4的稳定承托以及光电组件25与控制器的信号配合,本实施例中,参考附图4,设置若干光电开关251,对应上述(1)、(2)、(3)的三条绕胶位置则设置三个光电开关251,具体为槽状光电开关,且在同步板23上设置所述挡板252,所述挡板则对应上述(1)、(2)、(3)的三条绕胶位置,当所述挡板252随所述同步板23运动过程中挡住了所述光电开关251发射端与接收端之间的信号往来,则所述光电开关251向控制器发送到位信号,所述控制器则驱动所述第一驱动电机 24停止,而后驱动所述绕胶环31旋转绕胶;且参考附图1,本实施例中在所述子托杆211的顶部设置所述垫块26,通过将所述垫块26设置为由所述垫板261和所述限位框262形成的l形台阶,进而通过至少四个所述子托杆211 形成对应所述待绕胶电池模组4四角的槽底镂空的槽体,以实现对所述待绕胶电池模组4的容纳以及周向的限位,当然,在不影响所述绕胶环31环绕的情况下,也可以在平行所述第一滑动部11向在第一滑动部11的两侧设置直线形的台阶结构,以适配待绕胶电池模组4的直线边缘,在此不做过多赘述。
82.进一步地,参考附图1,本技术实施例提供的锂电池模组自动贴胶系统,在具体实施中,所述子托杆211具有预设高度,以使所述承托部21上的待绕胶电池模组4位于所述绕胶环31的轴心。
83.具体的,为了实现对所述待绕胶电池模组4的稳定绕胶,本实施例中将所述子托杆211设置为具有预设高度,使得所述承托部21上的待绕胶电池模组4位于所述绕胶环31的轴心,进而所述绕胶环31在带动绝缘胶带对其绕胶过程中能够稳定旋转,稳定绕胶,则所述预设高度则可以根据实际需要进行调整,只要保证所述承托部21上的待绕胶电池模组4位于所述绕胶环31 的轴心即可。
84.进一步地,参考附图1和附图2,本技术实施例提供的锂电池模组自动贴胶系统,在具体实施中,所述绕胶组件3还包括安装架33、限位件34、第二驱动电机35以及皮带环36;
85.两个所述安装架33沿垂直所述第一方向a的方向相对地设置在所述第一滑动部11的两侧;
86.至少三个所述限位件34设置在所述两个安装架33上,所述至少三个限位件34均匀
分布在所述绕胶环31的周向外围,所述限位件34包括u形槽341,且槽口朝向所述绕胶环31为所述绕胶环31导向;
87.所述第二驱动电机35设置在所述安装架33上,所述第二驱动电机35 与所述控制器相连,所述皮带环36绕于部分所述绕胶环31外壁且与所述第二驱动电机35相连,以驱动所述绕胶环31旋转。
88.具体的,为了实现所述绕胶环3在第一滑动部11上方悬空设置并自动旋转绕胶,本实施例设置所述安装架33,两个所述安装架33沿垂直所述第一方向a的方向相对设置,即附图1中的上下方向,进而在所述第一滑动部11 的上方形成安装支点对绕胶环31进行安装;本实施例中通过至少三个所述限位件34对所述绕胶环31进行悬空安装,至少三个所述限位件34在所述绕胶环31的周向外围均匀分布与所述绕胶环31在周向上进行至少三点的点接触及导向,进而保证所述绕胶环31在旋转过程中支撑稳定,可以理解的是:所述限位件34的数量越多则所述绕胶环31的设置和旋转更加稳定,例如:图 1所示的四个所述限位件34,一个所述安装架33的上下两端各设置一个所述限位件34,进而四个所述限位件34间隔90度在所述绕胶环31的周向外围均匀分布;参考附图2,第二驱动电机35设置在任一所述安装架33上,通过皮带环36与所述绕胶环31连接,当所述控制器控制所述第二驱动电机35 转动时则会通过皮带环36带动所述绕胶环31旋转,此处,所述第二驱动电机35的控制可以通过人为控制也可以通过控制器控制,例如:当所述同步板 23携带所述待绕胶电池模组4停在预设位置后,人为的将绝缘胶带粘贴在所述待绕胶电池模组4的(1)或(2)或(3)绕胶位置上后,直接启动所述第二驱动电机35或者是通过控制器启动第二驱动电机35均可以。
89.进一步地,参考附图2,本技术实施例提供的一种锂电池模组自动贴胶系统,在具体实施例中,所述绕胶环31的外表面呈阶梯状,其沿所述第一方向a至少依次具有第一台阶311和第二台阶312,所述皮带环36绕于所述第二台阶312;
90.所述限位件34还包括第一至第三导向轮344,所述第一导向轮342设置于所述u形槽341内,其轴心与所述绕胶环31轴心平行,其外表面与所述第一台阶311朝向所述u形槽341的外壁相抵触;
91.所述第二导向轮343和所述第三导向轮344分别设置在所述u形槽341 的槽口两侧与槽底相背的外壁上,所述第二导向轮343和所述第三导向轮344 沿所述绕胶环31的切线方向设置,所述第二导向轮343的外表面与所述第一台阶311背离所述第二台阶312的外壁抵触,所述第三导向轮344的外表面与所述第一台阶311朝向所述第二台阶312的外壁相抵触。
92.具体的,为了实现所述限位件34对所述绕胶环31的导向且尽可能的降低二者之间的摩擦力,本实施例中,将所述绕胶环31的外表面设置为阶梯状,第一台阶311用于与所述限位件34配合导向,第二台阶312则用于连接所述皮带环36,当然可以理解的是也可以一次设置三个台阶,进一步保证所述皮带环36不会与第二导向轮343或第三导向轮3444干涉;并且在所述u形槽 341上设置第一至第三导向轮344,分别在所述第一台阶311的外壁和两侧侧壁上进行滚动摩擦的导向,即参考附图2,所述第一导向轮342设置在u形槽341内,其转动方向与所述绕胶环31相同,所述第二导向轮343和所述第三导向轮344设置在所述u形槽341的槽口处,其二者的转动方向与所述绕胶环31的切线方向相同,且二者分别设置在所述第一台阶311沿所述第一方向a的两侧,分别与两侧壁滚动接触,进而在所述绕胶环31旋转过
程中,被所述第一至所述第三导向轮344三方向抵触限制,保证了其旋转稳定性和方向性,并且滚动摩擦较小,减小所述第二驱动电机35的动力输出浪费。
93.其中,可以理解的是:为了保证所述皮带环36的稳定,防止其脱出或抖动导致绕胶环31旋转失控,参考附图4,本实施例中在所述第二驱动电机 35靠近所述绕胶环31的一侧设置第一张紧轮37和第二张紧轮38;
94.所述第一张紧轮37和所述第二张紧轮38沿平行所述安装架33的方向相对设置,所述第一张紧轮37和所述第二张紧轮38相对的一侧同时设有所述皮带环36,即所述皮带环37由所述第二驱动电机35驱动后,依次带动所述第一张紧轮37、所述绕胶环、所述第二张紧轮38转动,进而保证所述皮带环36的稳定。
95.实施例2
96.进一步地,在实施例1的基础上,参考附图5,本技术实施例提供的一种锂电池模组自动贴胶系统,在具体实施例中,还包括上料组件6和下料组件7;
97.所述上料组件6和所述下料组件7分别设置在所述第一滑动部11的两端,所述上料组件6和所述下料组件7上均设有与所述第一滑动部11相适配的第二滑动部22,以使所述上料组件6和所述下料组件7能够沿所述第一方向a 靠近/远离所述定位组件2,配合所述定位组件2传递所述待绕胶电池模组4 和已绕胶电池模组5。
98.具体的,为了实现所述定位组件2的自动上下料,提高锂电池模组自动贴胶系统的自动化程度和生产效率,本实施例中在所述第一滑动部11的两端也就是所述绕胶组件3沿所述第一方向a的两侧分别设置所述上料组件6和所述下料组件7,以使得所述上料组件6可以将所述待绕胶电池模组4传输至所述定位组件2进行绕胶,而后返回运输下一个待绕胶电池模组4,所述下料组件7则可以由定位组件2将已绕胶电池模组5取走为下一个待绕胶电池模组4留出绕胶位,进而保证所述定位组件2只需要在绕胶组件3附近预设方位内进行往复运动,实现在预设范围内运动且停留在预设位置即上述(1) (2)(3)绕胶位置实现在待绕胶电池模组4的预设位置绕胶即可,而上料组件6和下料组件7则可以对待绕胶电池模组4和已绕胶电池模组6进行往复运输,提高整体系统的工作效率;所述第二滑动部22则与上述所述第二滑动部22结构相同,其能够与所述第一滑动部11配合进行滑动。
99.进一步地,在实施例1的基础上,参考附图5,本技术实施例提供的一种锂电池模组自动贴胶系统,在具体实施例中,所述上料组件6包括第一固定架61和第一移动架62;
100.所述第一固定架61包括对应于所述待绕胶电池模组4四角的四个第一承载部611,以承托所述待绕胶电池模组4;
101.所述第一移动架62包括第一移动部621和第一托举部622,所述第一移动部621朝向所述基座1的一侧设有所述第二滑动部22和第一驱动气缸 623,所述第一驱动气缸623沿所述第一方向a设置且与所述控制器相连,所述第一托举部622设置于所述第一移动部621背离所述基座1的一侧,当所述第一移动部621沿所述第一方向a运动至第一预设位置时,所述第一托举部622穿过所述第一固定架521,以将所述第一固定架521上的所述待绕胶电池模组4运输至所述定位组件2;
102.所述下料组件7包括第二固定架71和第二移动架72;
103.所述第二固定架71包括对应于所述已绕胶电池模组5四角的四个第二承载部711,以承托所述已绕胶电池模组5;
104.所述第二移动架72包括第二移动部721和第二托举部722,所述第二移动部721朝向所述基座1的一侧设有所述第二滑动部22和第二驱动气缸723,所述第二驱动气缸723沿所述第一方向a设置且与所述控制器相连,所述第二托举部722设置于所述第二移动部721背离所述基座1的一侧,当所述第二移动部721沿所述第一方向a运动至第二预设位置时,所述第二托举部722 穿过所述定位组件2,以将所述定位组件2上的所述已绕胶电池模组5运输至所述第二固定架71。
105.具体的,为了实现所述上料组件6和所述下料组件7的自动上下料,本实施例中将所述上料组件6和所述下料组件7设置为相同结构,以下将以上料组件6为例进行详细结构说明:
106.所述第一固定架61上设置四个第一承载部611用于承载所述待绕胶电池模组4,所述承载部611的设置可以参考附图5,所述第一固定架61包括两个子固定架612,两个子固定架612在所述第一滑动部11的两侧相对设置,所述子固定架612呈l状,两弯折端相对并向对方方向延伸且不相互连接,以为所述承载部611提供安装点的同时也为所述第一托举部622提供通道,其中,所述下料组件7中的第二固定架71与其结构相同,在此不作过多赘述;
107.参考附图5和附图6,所述第一移动部621呈z形结构,其一端与所述第一滑动部11滑动连接,另一端平行基座1且设置所述第一托举部622,所述第一移动部621朝向所述基座1的一侧设有第一驱动气缸623,以配合所述控制器实现所述第一移动架62沿所述第一方向的往复运动;所述第一托举部622为板状结构,其能够随所述第一移动部621运动,且能够插入两个子固定架612之间,将所述待绕胶电池模组4托起并带离所述第一固定架61,即所述待绕胶电池模组4被放置于所述第一固定架61后,启动控制器对所述第一驱动气缸623的控制,使得所述第一移动部621沿所述第一方向a运动至第一预设位置即所述第一托举部622穿入所述子固定架612之间的位置,进而将所述第一固定架621上的所述待绕胶电池模组4托起并持续沿第一方向a运送至所述定位组件2,并在运送完成后回到初始为进行下一待绕胶电池模组4的运送;其中,所述第二移动架72、所述第二移动部721、所述第二托举部722以及所述第二驱动气缸723的结构及工作原理与所述第一移动架62、第一移动部621、第一托举部622以及第一驱动气缸623的结构和工作原理相同,在此不做过多赘述。
108.进一步地,参考附图5,本技术实施例提供的一种锂电池模组自动贴胶系统,在具体实施例中,所述第一承载部611包括承载板和限位边框,所述承载板平行所述基座1,所述限位边框为l型,所述限位边框设置在所述承载板背离所述基座1的一侧,以形成与所述待绕胶电池模组4四角相适配的 l形台阶;
109.所述第二承载部711与所述第一承载部611结构相同;
110.所述上料组件6和所述下料组件7均还包括升降气缸8、两个霍尔传感器(图中未示出)、直线轴9以及限位块10;
111.所述升降气缸8穿过所述第一移动部621/所述第二移动部721连接所述第一托举部622/所述第二托举部722,所述升降气缸8与所述控制器相接,以从第一固定架61/所述定位组件2举升所述待绕胶电池模组4/已绕胶电池模组5并运至所述定位组件2/所述第二固定架71,且所述升降气缸8的两端分别设有一所述霍尔传感器,所述霍尔传感器与所述控制器相接,以发送升降到位信号;
112.所述限位块10设置在所述第一移动部521/所述第二移动部721朝向所述第一托举
部622/所述第二托举部722的一侧,以限制所述第一托举部622/ 所述第二托举部722的下降最低位;
113.所述直线轴9平行所述升降气缸8设置,以限制所述第一托举部622/ 所述第二托举部722的升起最高位;
114.所述第一托举部622和所述第二托举部722沿所述第一方向a的两端均设有限位片63,所述限位片63垂直所述基座1设置。
115.具体的,为了保证所述第一托举部621/所述第二托举部721对待绕胶电池模组4/所述已绕胶电池模组4的稳定承托以及运送,本实施例中,参考附图6,第一承载部611包括承载板和限位边框,所述承载部611与前述垫块 26结构相同,则所述承载板和限位边框则与所述垫板261和所述限位框262 结构相同形成l形台阶,进而形成对应所述待绕胶电池模组4四角的槽底镂空的槽体,所述第二承载部711的结构与所述第一承载部611的结构相同,在此不做过多赘述;同时,由于所述限位边框的存在所述第一托举部622在对所述待绕胶电池模组4进行运输时,必然会在第一方向a上受到限制,进而本实施例中设置了所述升降气缸8、所述两个霍尔传感器(图中未示出)、所述直线轴9以及所述限位块10;参考附图6,所述升降气缸8穿过所述第一移动部621连接至所述第一托举部622,进行在所述控制器驱动所述升降气缸升起时,所述第一托举部622则可以将所述待绕胶电池模组4举升脱离所述第一承载部611,进一步的,当所述升降气缸8升起至最高位置时,在升降气缸8上端的所述霍尔传感器则可以通过磁通量的变化感应到其已升起至最高位置,并向所述控制器发送升起到位信号,所述控制器则控制所述第一驱动气缸523工作将驱动所述第一移架62带动所述待绕胶电池模组4靠近所述定位组件2,并在到达预设位置时停止运动,此时所述控制器控制所述升降气缸8下降已将所述待绕胶电池模组4下落至所述定位组件2的承托部 21上,该过程中当所述升降气缸8下降到最低位时,在升降气缸8下端的所述霍尔传感器则可以通过磁通量的变化感应到其已下降至最低位置,并向所述控制器发送下降到位信号,所述控制器则控制所述第一驱动气缸523工作将驱动所述第一移架62回到所述第一固定架61处的初始位;上述过程中,所述升降气缸8升起至最高位和下降至最低位则通过所述限位块10和直线轴 9进行限制定位,参考附图6,所述限位块10在所述第一托举部622和第一移动部521之间固定设置在所述第一移动部521上,所述限位块10具有预设高度,使得当所述第一托举部622随所述升降气缸8下降时,所述第一托举部622抵触在所述限位块10后则不再下降,此时所述第一托举部622已低于所述第一承载部611/所述承托部21了,进而将所述待绕胶电池模组4留在所述第一承载部611/所述承托部21上,而在所述第一托举部622随所述升降气缸8升起时,所述直线轴9的下端具有的轴套91在随轴心92上升过程中与轴承93抵触,进而第一托举部622不在上升,此时所述第一托举部622已高于所述第一承载部611/所述承托部21了,进而将所述待绕胶电池模组4于所述第一承载部611/所述承托部21上顶起,所述直线轴9的结构为本领域技术人员能够轻易理解并实现的,在此不做过多赘述;同时为了保证所述第一托举部622顶起及运送所述待绕胶电池模组4的稳定性,在所述第一托举部622 沿第一方向a的两端沿垂直装置基座1的方向设置所述限位片63以防止所述待绕胶电池模组4在运送过程中脱出;其中,所述升降气缸8、所述直线轴9、轴套91、所述轴心92、所述轴承93以及所述限位块10在第二移动架72上的设置方式与在所述第一移动架71上的设置方式相同,在此不做过多赘述。
116.进一步地,参考附图7,本技术实施例提供的一种锂电池模组自动贴胶系统,在具体实施例中,所述上料组件6和所述下料组件7还包括缓冲器74 和接近开关75;
117.所述上料组件6和所述下料组件7靠近所述绕胶组件3和所述第一滑动部11端部的两侧均设有所述缓冲器74;
118.所述上料组件6和所述下料组件7靠近所述绕胶组件3和所述第一滑动部11端部的两侧均设有所述接近开关75,所述接近开关75与所述控制器相接,以发送到位可升降信号。
119.具体的,为了实现所述第一移动架61和所述第二移动架71的到位停止,本实施例中设置了所述缓冲器74和所述接近开关75,参考附图7,针对所述第一移动架61来说,在所述绕胶组件3朝向所述第一移动架61的一侧设置所述缓冲器74和所述接近开关75,当所述第一移动架61运动至预设位置(即所述第一托举部622运动至所述承托部21上待绕胶电池模组4下方)时,所述缓冲器74控制所述第一移动架61减速并停止,所述接近开关75则发送到位信号至控制器,使得所述控制器能够控制所述升降气缸8进行下落/顶起动作,相应的,所述绕胶组件3朝向所述第二移动架71的一侧也对应设置所述缓冲器74和接近开关75,其工作原理同上;并且,在所述第一固定架61侧的所述第一滑动部11的端部也同时设置所述缓冲器74和接近开关75,以使得所述第一移动架61在由所述定位组件2处回到初始位(所述第一托举部 622位于所述第一固定架61下方)时也能够稳定停止并向控制器发送到位信号,使得控制器控制所述升降气缸8进行在第一固定架61上等待的下一待绕胶电池模组4的顶起,相应的,在所述第二固定架71侧的所述第一滑动部 11的端部也同时设置所述缓冲器74和接近开关75,以使得所述第二移动架 71在由所述定位组件2处回到下料位(所述第二托举部722位于所述第二固定架71下方)时也能够稳定停止并向控制器发送到位信号,使得控制器控制所述升降气缸8将已绕胶电池模组5的落下。
120.上述实施例仅为本技术的具体实施方式,但本技术的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本技术揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本技术的保护范围之内。因此,本技术的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1