变压器螺旋绕组的生产的制作方法
1.本公开的实施例一般涉及变压器绕组,尤其涉及用于制造扁平螺旋绕组的方法和装置。
背景技术:
2.平面变压器使用“扁平”绕组结构,而非传统的圆形变压器金属线。目前主要有三种不同的技术用于生产平面变压器中使用的扁平绕组结构:印刷电路板(pcb)、箔绕组和螺旋绕组。
3.pcb绕组结构有两个主要优点:用于形成变压器绕组的pcb可以是用于连接到变压器的其他电子元件的pcb,并且绕组可以做得很薄,这有利于高频操作(典型的pcb铜厚为35微米)。然而,pcb绕组的主要缺点是制造多层绕组具有挑战性。能够支持“盲孔”和“埋孔”的异形pcb制造方法可用于实现多层绕组;然而,这些异形pcb工艺昂贵,即使有盲孔和埋孔,使用这种技术仍有许多设计上的妥协。
4.箔绕组结构的优点是箔可以非常薄,这有利于高频操作;然而,这种绕组结构在制造多层绕组的设计挑战(设计妥协和成本)方面有缺点。
5.螺旋绕组结构使用“轧机”工艺来制造螺旋绕组的“扁线”。这种结构的优点是其可以由任意数量的绕组匝构成,每匝都在相邻层上。这种绕线结构的主要缺点是轧机工艺不能生产薄(和宽)的绕组。可以生产的最薄的扁线大约是200μm厚并且仅4mm宽,导致宽度与厚度之比(绕组纵横比)为20:1。
6.因此,需要一种有效生产具有非常高的宽度与厚度纵横比的螺旋绕组的方法和装置。
技术实现要素:
7.根据本公开的至少一些实施例,提供了一种用于生产用于变压器的螺旋绕组的装置,包括导电心轴,导电心轴包括细长主体、包括孔眼细节的头部以及沿着细长主体设置的绕组结构。
8.根据本公开的至少一些实施例,提供了一种用于生产用于变压器的螺旋绕组的系统,包括电源,容纳电解质溶液的容器,阳极,该阳极连接到电源的正端子、设置在容器中并被电解质溶液包围,以及导电心轴,该导电心轴包括细长主体、包括连接到电源的负端子的孔眼细节的头部以及沿着细长主体设置的绕组结构。
9.根据本公开的至少一些实施例,提供了一种用于制造用于变压器的螺旋绕组的方法,包括将导电心轴浸入电解质溶液中,在电解质溶液中旋转导电心轴的同时从电源向导电心轴供电,以及去除已经电镀到导电心轴的绕组结构上的铜。
附图说明
10.为了能够详细理解本公开的上述特征的方式,可以参考实施例来对本公开进行具
体描述,其中一些实施例在附图中示出。然而,应当注意的是,附图仅示出了本公开的典型实施例,本公开可以允许其他同等有效的实施例,因此附图示出的实施例不应被视为对其范围的限制。
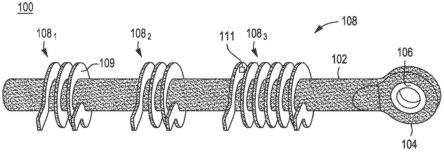
11.图1是根据本公开的至少一些实施例的用于生产螺旋绕组的心轴的侧视图。
12.图2是根据本公开的至少一些实施例的使用图1的心轴来生产螺旋绕组的系统的示意图。
13.图3是根据本公开的至少一些实施例的使用图2的系统来生产螺旋绕组的方法的流程图。
具体实施方式
14.本公开的实施例包括用于生产单匝或多匝多层螺旋绕组的方法和装置,该螺旋绕组既非常薄(例如,约10μm至约100μm)又非常宽,具有高绕组纵横比(例如,1000:1)。在各个实施例中,采用电沉积(电镀)生产工艺来使用心轴制造螺旋绕组,心轴包括适当尺寸和形状的绕组结构,以生产期望的绕组。该工艺还得益于能够生产高纯度铜绕组,这是变压器绕组的理想特性。
15.图1是根据本公开的至少一些实施例的用于生产螺旋绕组的心轴100的侧视图。心轴100(例如,导电心轴)包括主体102(例如,细长主体),从位于心轴100一端的头部104延伸。头部104具有孔眼细节106,孔眼细节106具有一个或多个合适的形状,例如圆形、矩形、椭圆形等。例如,在所示实施例中,孔眼细节106被示出为具有圆形形状。
16.主体102由一种或多种合适的金属形成。例如,在至少一些实施例中,主体102由钛形成,并且基于所制造的绕组的期望形状来适当地确定尺寸和形状。例如,主体102可以具有产生期望绕组形状的管状、矩形、椭圆形等形状。在所示实施例中,主体102具有细长构造,其具有大致管状形状。可替代地,主体102可以具有矩形形状,其可以用于产生矩形螺旋绕组。可替代地,主体102可以具有非连续形状,例如,一部分是大体上管状的,一部分是矩形的。根据要制造的绕组的数量和尺寸(即匝数),心轴100可以是任何期望长度。
17.一个或多个绕组结构以螺旋形状缠绕在主体102周围。例如,在至少一些实施例中,两个三匝绕组结构1081和1082以及一个六匝绕组结构1083(统称为绕组结构108)可以围绕主体102缠绕。绕组结构108可以具有用于要生产的绕组的任何期望匝数。绕组结构108可以是心轴100的形状因素的一部分,或者它们可以被单独制造并粘附到主体102。
18.为了形成薄箔绕组,将主体102放置于合适的电解质溶液中,以将高纯度铜(例如,硫酸铜、氰化铜、乙酸铜等中的至少一种)电沉积到绕组结构108上。如图1中的阴影区域所示,心轴100的那些不需要电镀的表面使用环氧树脂漆或类似的绝缘材料进行绝缘。如图1中所示,主体102和头部104被绝缘材料覆盖,而孔眼细节106以及绕组结构108的顶表面109和底表面111(图1中以虚线示出)则没有。在所示实施例中,两个三匝绕组结构1081和1082各自具有三个顶表面109和三个底表面111,而六匝绕组结构1083具有六个顶表面109和六个底表面111。
19.尽管心轴100导电,因此可以进行电镀,但是钛是与电镀铜高度不相容的基体金属(在一些实施例中,也可以使用与电镀铜高度不相容的钛以外的基体金属)。因此,电镀铜不是不可分离地粘附到心轴100的暴露表面(例如,顶表面109和底表面111)的,并且沉积的薄
铜箔可以容易地从绕组结构108的暴露表面剥离以产生期望的绕组。每个绕组结构108将产生两个相同的螺旋绕组——一个被电镀到绕组结构108的顶表面109,另一个被电镀到绕组结构108的底表面111。
20.在各个实施例中,孔眼细节106可用于在电沉积工艺期间将心轴100悬浮在电解质溶液中,并有助于连接到电镀电源的负端子。沉积工艺可以是批量处理,其中,多个心轴100同时出现在电解质溶液中。例如,在一些实施例中,可以同时处理几百个(或更多个)心轴。
21.图2是根据本公开的至少一些实施例的使用图1的心轴100来生产螺旋绕组的系统200的示意图。图3是根据本公开的至少一些实施例的用于生产螺旋绕组的方法300的流程图。
22.例如,在302,方法300包括将导电心轴(例如,心轴100)浸入容纳电解质溶液204的容器201中。例如,在至少一些实施例中,转移设备207可以被配置为将心轴100浸入电解质溶液204中。在至少一些实施例中,转移设备207可以耦合到容器201的顶表面,并且转移设备207的电缆209(或其他合适的装置)可以附接到心轴100的孔眼细节106。
23.在至少一些实施例中,沉积工艺通常包括心轴100(或多个心轴)可以被浸入其中的、用于搅拌电解质溶液204(例如,硫酸铜、氰化铜和/或乙酸铜中的至少一种)的机制,例如,在电解质溶液中的泵送动作、在电解质溶液中的搅拌动作、在电解质溶液中旋转心轴100、将心轴100浸没在电解质溶液中,等等。例如,接下来,在304,方法300包括在电解液中旋转导电心轴,同时从电源向导电心轴供电。例如,可以使用耦合到电缆209的一个或多个合适的旋转装置(例如,旋转器、马达、轴、轴承、齿轮、轮子等中的一个或者多个)来旋转心轴100。例如,在至少一些实施例中,转移设备207可以包括连接到电缆209的马达(未示出),一旦心轴100已经浸入电解质溶液204中,该马达就旋转心轴100。当心轴100被旋转时,电源203可以被配置为向心轴100提供电力以促进电镀过程。例如,在至少一些实施例中,心轴100的孔眼细节106可以连接到电源203的负端子,并且设置在容器中的阳极205可以连接到电源203的正端子,从而形成可用于将高纯度铜电沉积到绕组结构108的顶表面109和底表面111上的电路。在至少一些实施例中,电源203可以提供约0.5伏至约6伏的电压。在至少一些实施例中,电源203可以被配置为在心轴100被旋转之前或之后向心轴100提供电力。
24.电沉积铜206的厚度可以通过控制心轴100被电镀的时间长度来确定——电镀时间越长,铜的厚度越大。例如,在至少一些实施例中,可以计算心轴100被电镀的时间,以提供约10μm至约100μm的厚度。
25.接下来,在至少一些实施例中,在306,方法300包括去除已经电镀到导电心轴的绕组结构上的铜。例如,一旦已经电沉积了期望厚度的铜,就可以将心轴100从电解质溶液中移除,并且在至少一些实施例中,在移除已经电镀到绕组结构的铜(例如,电沉积的铜螺旋绕组)之前,方法300包括从心轴100的绕组结构108上去除残余的电解质。例如,可以清洗(例如,在水中)或蚀刻心轴100以去除任何残余的电解质。此后,电沉积的铜螺旋绕组可以被简单地从绕组结构108上剥离/刮削,并且心轴100可以重复以用于制造附加绕组。例如,在至少一些实施例中,转移设备207可以被配置为将心轴107转移到去除设备211。在至少一些实施例中,去除设备211可以包括锋利的刀片,其可以是刀或凿子的形式(例如,设置在剥离/刮削轮或其他合适的装置上),刀片被配置为从绕组结构108的顶表面109和底表面111去除电沉积的铜螺旋绕组。去除设备211可以是系统200的组件或被配置为与系统200一起
工作的独立组件。
26.根据本文所公开的方法,可以以相对快速且有成本效益的方式生产非常薄(例如,约10μm-100μm的数量级)和宽的、具有高绕组纵横比(例如,1000:1)的高纯度铜螺旋绕组。
27.在各个实施例中,可以进一步加工制造绕组,例如使用已建立的工业工艺,以在铜上设置绝缘层。
28.在一个或多个替代实施例中,本文描述的技术可用于生产用于其他应用的3-d铜零件。例如,本文描述的方法的效用可以基于制造具有极端纵横比(例如,非常薄同时非常宽/长)的部件、复合曲面(例如,不可展表面)、包含重叠表面的复杂2-d表面、以及具有允许电镀部件从本文描述的心轴上剥离的形状的其他电镀部件的能力。
29.虽然上述内容针对的是本公开的实施例,但在不脱离其基本范围的情况下,可以设计本公开的其他和进一步的实施例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1