一种柔性绝缘电缆及其制备方法与流程
1.本公开涉及电缆技术领域,具体涉及一种柔性绝缘电缆及其制备方法。
背景技术:
2.根据gb/t19666要求,普通阻燃电缆要求电缆在一定的条件下燃烧试样的炭化范围不超过喷灯底边以上2.5m,普通耐火电缆要求电缆承受750℃火焰燃烧90min条件下熔断器不断、指示灯不熄灭。随着我国经济的高速发展,公共场所安全越来越重要,电缆作为公共建筑重要的元件越来越重要,电缆的阻燃及耐火性能要求越来越高。
3.阻燃性能方面,由于国家标准gb51348-2019《民用建筑电气设计标准》发布实施,要求建筑高度超过100m的公共建筑,应选择燃烧性能b1级及以上、产烟毒性为t0级、燃烧滴落物/微粒等级为d0级的电线和电缆;避难层(间)明敷的电线和电缆应选择燃烧性能不低于b1级、产烟毒性为t0级、燃烧滴落物/微粒等级为d0级的电线和a级电缆。根据gb31247-2014的规定,燃烧性能等级为a级的电缆就是不燃电缆,在火焰下电缆产生总热值pcs≤2.0mj/kg。耐火性能方面,欧洲标准bs6387及bs8491规定电缆必须满足950℃火焰燃烧180min、并增加机械冲击及喷水条件下熔断器不断、指示灯不熄灭。
4.目前的耐火阻燃电缆,主要分为刚性矿物绝缘电缆(以下简称刚性电缆)和柔性矿物绝缘电缆(以下简称柔性电缆)两种,刚性电缆由于采用无机矿物质氧化镁作为绝缘材料,金属铜作为护套,电缆不含任何可燃材料,是典型的a级阻燃电缆,但它存在着加工难度高、生产成本高,且硬度高、弯曲半径大、敷设困难的缺陷。柔性电缆采用云母带作为绝缘材料,柔性电缆加工工艺简单、柔性好、便于敷设安装。云母带中的云母纸是火焰条件下保持电缆绝缘的关键部件,因此云母纸的耐热水平决定了云母带的耐温等级。目前云母带中使用较多的是白云母、金云母和合成云母,金云母和白云母带以价格适中、成本低的特点在b级耐火电缆中得到较广泛的应用,但受耐温性能的局限(金云母在800℃释放结晶水,白云母在600℃释放结晶水),不能满足bs6387及bs8491规定耐火性能的要求;合成云母带虽然可达到上述耐火要求,但由于其硬度高、柔性差,绕包过程中易剥落,不适合小截面电缆的加工,另一方面由于合成云母带含有氟元素,燃烧时会释放出有毒有害气体,因此受到各项环保指令的限制,导致合成云母带目前在行业中的推广应用十分有限。此外,由于云母带中含有大量的粘结剂,燃烧时会释放较多的热量,导致电缆无法满足gb31247中a级阻燃特性的要求。
技术实现要素:
5.为了解决上述现有技术存在的问题,本公开目的在于提供一种柔性绝缘电缆及其制备方法。本公开的柔性绝缘电缆采用镀锡铜导体,可防止高温环境下铜被氧化;采用煅烧云母带作为绝缘层材料,可大幅提高电缆耐火温度等级,且能降低氟元素含量;在焊接护套前进行高温烧结处理,可有效降低燃烧过程中粘结剂的发热量,提升电缆的阻燃特性。
6.本公开所述的一种柔性绝缘电缆,包括:
7.护套以及套设在所述护套内的线芯;
8.所述线芯包括:
9.导体,所述导体为镀锡铜导体;
10.绝缘层,所述绝缘层包覆于所述导体的外层,所述绝缘层为煅烧云母带;
11.绕包层,所述绕包层包覆于所述绝缘层的外层,所述绕包层为玻璃纤维带。
12.优选地,所述绝缘层中,煅烧云母带的层数为4-8层。
13.优选地,所述煅烧云母带的厚度为0.2mm~0.6mm。
14.优选地,所述绕包层中,玻璃纤维带的层数为1-3层。
15.优选地,所述玻璃纤维带的厚度为0.5mm~0.8mm。
16.一种柔性绝缘电缆制备方法,用于制备如上所述的柔性绝缘电缆,包括以下步骤:
17.形成导体:将铜杆原料依次经拉丝、镀锡、绞合工艺制得镀锡铜导体;
18.绝缘绕包:在所得镀锡铜导体的外层包覆若干层煅烧云母带形成绝缘层;在所得绝缘层的外层包覆若干层玻璃纤维带形成绕包层;所述导体、所述绝缘层和所述绕包层构成线芯;
19.烧结:将所得线芯进行烧结,使所述煅烧云母带中的粘合剂致密化;
20.焊接护套:在烧结后的线芯外侧焊接护套并扎纹,即得柔性绝缘电缆成品。
21.优选地,所述绝缘绕包步骤中:
22.在所得镀锡铜导体的外层包覆4-8层煅烧云母带形成绝缘层;在所得绝缘层的外层包覆1-3层玻璃纤维带形成绕包层。
23.优选地,若所需制备的柔性绝缘电缆为多线芯结构,则所述绝缘绕包步骤为:
24.在所得镀锡铜导体的外层包覆若干层煅烧云母带形成绝缘层,在所得绝缘层的外层包覆若干层玻璃纤维带形成绕包层;
25.将多股线芯绞合形成绞线,然后在所得绞线的外层包覆若干层玻璃纤维带形成绕包层。
26.优选地,所述烧结步骤包括:
27.一次加热:将线芯放入炉中加热升温至130℃~150℃,升温过程中使炉中同步抽真空至-0.15mpa~-0.1mpa,持续1h~1.5h;
28.二次加热:向炉中充入惰性气体,加热升温至300℃~350℃,持续1h~2h后冷却出炉。
29.优选地,所述焊接护套步骤中:
30.采用氩弧焊工艺在烧结后的线芯外侧焊接护套。
31.本公开所述的一种柔性绝缘电缆及其制备方法,其优点在于:
32.1、本公开的导体为镀锡铜导体,可有效防止高温环境下铜被氧化,使得导体能在高温环境下保持良好的导电性能,提高电缆的耐火耐高温性能;
33.2、本公开采用煅烧云母带作为绝缘层材料,煅烧云母带的结晶水脱离温度高,能提高电缆耐火性能,满足电缆耐火等级要求;且其柔性良好,绕包过程不易脱落,能适用于小截面电缆的加工过程;另一方面,煅烧云母带中的氟元素含量低,能减少燃烧时释放的有毒有害气体,更加环保;
34.3、电缆在焊接护套前对线芯进行高温烧结,使燃烧云母带中的粘合剂致密化,可
有效降低燃烧过程中粘合剂的放热量,提升电缆的阻燃特性。
附图说明
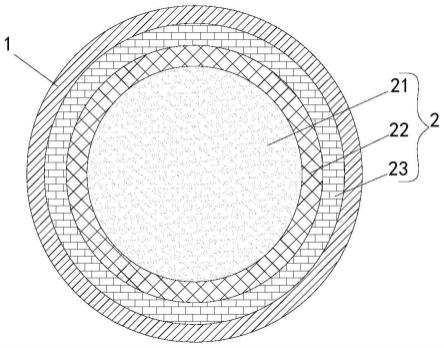
35.图1是本公开实施例1所述一种柔性绝缘电缆的结构示意图;
36.图2是本公开实施例2所述一种柔性绝缘电缆的结构示意图;
37.图3是本公开实施例所述一种柔性绝缘电缆制备方法的步骤流程图。
38.附图标记说明:1-护套,2-线芯,21-导体,22-绝缘层,23-绕包层。
具体实施方式
39.如图1所示,本公开所述的一种柔性绝缘电缆,包括:
40.护套1以及套设在护套1内的线芯2,护套1通常为铜护套,用于包覆在线芯2的外侧,以起到耐磨、保护线芯2的作用。
41.线芯2为多层包覆结构,线芯2具体包括:
42.导体21,导体21为镀锡铜导体,镀锡铜材料具有良好的耐高温及抗氧化性,可防止导体21在后续的高温烧结过程被氧化,以使镀锡铜导体能保持良好的导电性能。导体21通常为实芯结构或绞合紧压结构,对于截面面积较小的小直径电缆采用实芯结构,截面面积较大的大直径电缆采用绞合紧压结构。
43.绝缘层22,绝缘层22包覆于导体21的外层,绝缘层22为煅烧云母带,煅烧云母带通常由煅烧云母纸为基底,无碱玻纤布作为补强材料,有机硅胶作为粘合剂粘合而成,有机硅胶为主要成分的粘合剂,在燃烧时会释放较多的热量,影响电缆整体的阻燃特性。但煅烧云母带具有耐高温、含氟量低的特性。
44.绕包层23,绕包层23包覆于绝缘层22的外层,绕包层23为玻璃纤维带。玻璃纤维带具有绝缘性好、耐热性强、抗腐蚀性好、机械强度高的优点,可进一步增强电缆的绝缘性及耐热性,同时使电缆具有抗腐蚀性好、抗拉强度高、使用寿命长的优点。
45.针对于电缆常见的单线芯结构和多线芯结构,本公开的柔性绝缘电缆至少有以下两种实施方式。
46.实施例1
47.请详细参阅图1,图1所示的为单线芯结构的柔性绝缘电缆,其中,护套1内设有单个线芯2,单个线芯2包括由内而外依次设置的导体21、绝缘层22和绕包层23,护套1紧密贴合于绕包层23的外侧形成所述的单线芯结构的柔性绝缘电缆。
48.实施例2
49.请详细参阅图2,图2所示的为多线芯结构的柔性绝缘电缆,其中,护套1内设有多个线芯2,如图2所示的,其中包含有三个线芯2,每个线芯2均包括由内而外依次设置的导体21、绝缘层22和绕包层23,三个线芯2围绕一中心点等间隔圆周分布,在三个线芯2的外侧还绕包有一层绕包层23,该层绕包层23也为玻璃纤维带,将三个线芯2绕包为一个整体,在外层绕包层23之外包覆护套1,形成所述的多线芯结构的柔性绝缘电缆。
50.本公开的柔性绝缘电缆具有以下的优点:
51.本公开的导体21为镀锡铜导体,可有效防止高温环境下铜被氧化,使得导体21能在高温环境下保持良好的导电性能,提高电缆的耐火耐高温性能;
52.本公开采用煅烧云母带作为绝缘层22材料,煅烧云母带的结晶水脱离温度高,能提高电缆耐火性能,满足电缆耐火等级要求;且其柔性良好,绕包过程不易脱落,能适用于小截面电缆的加工过程;另一方面,煅烧云母带中的氟元素含量低,能减少燃烧时释放的有毒有害气体,更加环保。
53.进一步的,本实施例中,绝缘层22中,燃烧云母带的层数为4-8层,更具体的,燃烧云母带的厚度为0.2mm~0.6mm,上述的燃烧云母带结构,可起到良好的绝缘、耐火作用,同时能使绝缘层22厚度适中,包覆方便。
54.进一步的,本实施例中,绕包层23中,玻璃纤维带的层数为1-3层,更具体的,玻璃纤维带的厚度为0.5mm~0.8mm,上述的玻璃纤维带结构,使绕包层23能起到良好的绝缘、耐热、抗腐蚀和抗拉作用,同时能使绕包层23的厚度适中,便于包覆。
55.如图3所示的,本公开实施例还提供了一种柔性绝缘电缆制备方法,用于制备如上所述的柔性绝缘电缆,包括以下步骤:
56.形成导体21:将铜杆原料经过拉丝机进行拉丝,然后通过电镀机在铜丝表面镀锡,通过绞线机进行绞合制得镀锡铜导体;
57.绝缘绕包:在镀锡铜导体的外层包覆若干层煅烧云母带形成绝缘层22,然后在绝缘层22的外层包覆若干层玻璃纤维带形成绕包层23,使得镀锡铜导体自内而外包覆有若干层煅烧云母带和若干层玻璃纤维带;导体21、绝缘层22和绕包层23构成线芯2;
58.烧结:将所得线芯2进行高温烧结,使煅烧云母带中的粘合剂致密化,以降低其燃烧时的放热量;
59.焊接护套1:在烧结后的线芯2外侧焊接铜护套1并扎纹,即得柔性绝缘电缆成品。
60.上述的柔性绝缘电缆制备方法,由于导体21采用镀锡铜导体,可防止高温环境下铜被氧化,使得导体21能在高温环境下保持良好的导电性能,提高电缆的耐火耐高温性能;
61.由于采用煅烧云母带作为绝缘层22材料,煅烧云母带的结晶水脱离温度高,能提高电缆耐火性能,满足电缆耐火等级要求;且其柔性良好,绕包过程不易脱落,能适用于小截面电缆的加工过程;另一方面,煅烧云母带中的氟元素含量低,能减少燃烧时释放的有毒有害气体,更加环保;
62.另外,由于在焊接护套1前对线芯2进行高温烧结,使燃烧云母带中的粘合剂致密化,可有效降低燃烧过程中粘合剂的放热量,提升电缆的阻燃特性。
63.进一步的,本实施例中,所述绝缘绕包步骤中:
64.在所得镀锡铜导体的外层包覆4-8层煅烧云母带形成绝缘层22,在绝缘层22的外层包覆1-3层玻璃纤维带形成绕包层23。
65.进一步的,本实施例中,若所需制备的柔性绝缘电缆为多线芯结构,则绝缘绕包步骤为:
66.在所得镀锡铜导体的外层包覆若干层煅烧云母带形成绝缘层22,在所得绝缘层22的外层包覆若干层玻璃纤维带形成绕包层23;
67.将多股线芯2绞合形成绞线,然后在所得绞线的外层包覆若干层玻璃纤维带形成绕包层23。
68.上述步骤用于制备如图2所示的多线芯结构的电缆。
69.进一步的,本实施例中,烧结步骤具体包括:
70.一次加热:将线芯2放入密闭烧结炉或退火炉中加热升温至130℃~150℃,升温过程中使炉中同步抽真空至-0.15mpa~-0.1mpa,持续1h~1.5h;
71.二次加热:向炉中充入惰性气体,如氮气,使炉中加热升温至300℃~350℃,持续1h~2h,使煅烧云母带中的粘合剂充分烧结致密化,通过空气自然冷却4h左右,然后水冷至常温状态即可出炉。
72.通过上述烧结步骤,可使煅烧云母带中的粘合剂充分烧结致密化,可有效降低燃烧过程中粘合剂的放热量,提升电缆的阻燃特性。
73.进一步的,本实施例中,焊接护套1步骤中:
74.采用氩弧焊工艺在烧结后的线芯2外侧焊接护套1,氩弧焊工艺可有效防止焊区氧化。
75.在本公开的描述中,需要理解的是,方位词如“前、后、上、下、左、右”、“横向、竖向、水平”和“顶、底”等所指示的方位或位置关系通常是基于附图所示的方位或位置关系,仅是为了便于描述本公开和简化描述,在未作相反说明的情况下,这些方位词并不指示和暗示所指的装置或元件必须具有特定的方位或者以特定的方位构造和操作,因此不能理解为对本公开保护范围的限制。
76.对于本领域的技术人员来说,可根据以上描述的技术方案以及构思,做出其它各种相应的改变以及形变,而所有的这些改变以及形变都应该属于本公开权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1