一种热挤压法制备铌三铝超导线材的方法与流程
1.本发明属于超导材料加工技术领域,具体涉及一种热挤压法制备铌三铝超导线材的方法。
背景技术:
2.铌三铝(nb3al)是目前超导转变温度(tc)、临界电流密度(jc)和上临界场(h
c2
)等综合实用性能最好的低温超导材料。它与nb3sn相比,超导转变温度达到19.3 k,也属于a15结构金属间化合物和晶界钉扎超导体;而且具有更高的上临界场和更好的高场临界电流密度特性;尤其重要的是,它比nb3sn具有更优良的应力-应变容许特性。因此nb3al超导线材被认为在下一代热磁约束聚变反应堆(cfetr)、高能粒子加速器(lhc)和核磁共振谱仪(nmr)等超导磁体应用上有着巨大的潜力。
3.目前,铌三铝(nb3al)超导线材的制备过程分为“前驱体线材制备”和“热处理”两部分。其中,前驱体线材的制备方法通常是卷绕法,即:将nb、al箔材卷绕至nb棒上后,装入cu包套经电子束焊接、静液挤压、多道次拉拔制作成单芯棒;单芯棒经多芯组装、静液挤压和反复拉拔等工艺制作成多芯线材。多支单芯棒组装成多芯包套,再次静液挤压的工艺路线中,多芯包套尺寸受限于静液挤压设备加工能力。以φ45
ꢀ×ꢀ
200 mm的多芯包套为例,静液挤压后拉伸加工至最终尺寸,仅能获得200 m左右φ1.0mm的铌三铝(nb3al)前驱体线材,距离超导线材单根长度大于1000米这一基本要求相差甚远,而且静液挤压加工费用相对较高,这些困难极大的限制了铌三铝(nb3al)超导线材的工业化制备。
技术实现要素:
4.本发明的目的是提供一种热挤压法制备铌三铝超导线材的方法,该超导线材内部芯丝变形均匀,可实现二次复合棒的放大,增加线材的单根长度。
5.本发明所采用的技术方案是,一种热挤压法制备铌三铝超导线材的方法,具体按照以下步骤实施:步骤1,制备nb-al合金箔;步骤2,将nb-al合金箔截成长度不等的合金段,再由长到短分别卷成合金筒,依次装入无氧铜管中,确保每两个合金筒的外壁紧贴,之后往中心插入nb棒,并将两端用铜盖焊接,得到一次复合包套;步骤3,将步骤2获得的一次复合包套经室温等静压后再热挤压,获得单芯nbal棒;步骤4,将步骤3获得的单芯nbal棒经过多道次拉拔,再经过切断和矫直,获得六方单芯棒;步骤5,将步骤4获得的六方单芯棒腐蚀去铜后,采用六方密排的方式集束,并在中心处使用相同尺寸的纯nb棒,形成nbal单芯棒,然后装入纯nb管内,再将nbal单芯棒和纯nb管整体装入cuni合金管中,经真空电子束封焊,得到二次复合包套;步骤6,将步骤5获得的二次复合包套进行热挤压,获得nbal多芯复合棒;
步骤7,将步骤6获得的nbal多芯复合棒经多道次拉拔,即可获得铌三铝超导线材。
6.本发明的特点还在于,步骤1中,具体为:按照两块nb板夹一块al-mg合金板的方式排列,采用爆炸焊接方式使板材初步复合,再采用轧制加工,获得nb-al合金箔;nb-al合金箔中,nb与al的原子比为3:1;nb板的厚度为3~5mm;nb-al合金箔的厚度不大于0.26mm。
7.步骤2中,合金段的长度范围在31.4~94.2mm之间;nb棒尺寸在φ8mm~φ15mm之间。
8.步骤3中,室温等静压的压力为150~200mpa,保持时间为20~50min;热挤压温度200~500℃,热挤压速度为5~15mm/min;单芯nbal棒直径φ12mm~φ20mm。
9.步骤4中,六方单芯棒的长度为100-500mm、尺寸为h2
‑ꢀ
h13mm。
10.步骤5中,纯nb管的内径在φ45-φ349mm之间;cuni合金管的内径在φ50-φ350mm之间。
11.步骤5中,装入纯nb管中的nbal单芯棒的数量为30芯、36芯、60芯或者96芯。
12.步骤6中,热挤压温度为260℃~400℃,保温时间为1h~6h,挤压比为3~6。
13.步骤7中,铌三铝超导线材的直径为0.60~1.80mm。
14.本发明的有益效果是:本发明采用“热挤压”的工艺路线制备铌三铝(nb3al)多芯复合超导线材;用热挤压的方式替代静液挤压成功实现了多组元的复合。避免了静液挤压工序对挤压设备的苛刻要求和挤压设备对二次复合包套尺寸的限制,轻易的实现了二次复合包套尺寸的放大,实现了千米级铌三铝(nb3al)前驱体线材的加工。同时,降低对设备的要求,方法简单,适合于超导长线的制备,且有利于大规模的推广应用,具有较大的商业价值。
附图说明
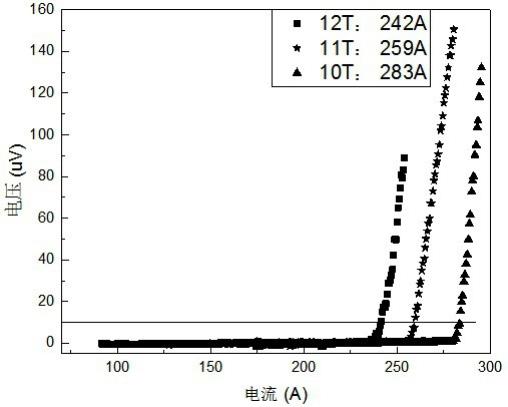
15.图1是本发明实施例1中nb3al超导线材在不同背景磁场下的临界电流测试曲线图;图2是本发明实施例2中nb3al超导线材在不同背景磁场下的临界电流测试曲线图;图3是本发明实施例3中nb3al超导线材在不同背景磁场下的临界电流测试曲线图。
具体实施方式
16.下面结合附图和具体实施方式对本发明进行详细说明。
17.本发明一种热挤压法制备铌三铝(nb3al)超导线材的方法,具体按照以下步骤实施:步骤1,按照两块nb板夹一块al-mg合金板的方式排列,采用爆炸焊接方式使板材初步复合,再采用轧制加工,获得nb-al合金箔;其中,nb-al合金箔中,nb与al的原子比为3:1;nb板的厚度为3~5mm;nb-al合金箔的厚度不大于0.26mm;al-mg合金板中mg的含量为5wt.%;nb板、al-mg合金板的纯度均优于
99.9%;步骤2,将步骤1中nb-al合金箔截成长度不等的合金段,长度范围在31.4~94.2mm之间,并清洗干净;将无氧铜管、nb棒清洗干净备用;将nb-al合金箔由长到短分别卷成合金筒,再依次装入无氧铜管中,利用金属箔材的弹性,确保每两个合金筒的外壁紧贴,之后往中心插入nb棒,并将两端用铜盖焊接,得到一次复合包套;中心nb棒尺寸在φ8mm~φ15mm之间;nb棒的纯度大于99.9%;步骤3,将步骤2获得的一次复合包套经室温等静压后再热挤压,获得直径φ12mm~φ20mm的单芯nbal棒;室温等静压的压力为150~200mpa,保持时间为20~50min;室温等静压后,包套的尺寸在φ35mm~φ45mm之间;热挤压温度200~500℃,热挤压速度为5~15mm/min;步骤4,将步骤3获得的单芯nbal棒经过多道次拉拔,再经过切断和矫直,获得长度为100-500mm、尺寸为h2
‑ꢀ
h13mm的六方单芯棒;道次拉拔的加工率控制在15~25%;步骤5,将步骤4获得的六方单芯棒腐蚀去铜后,采用六方密排的方式集束,中心处使用相同尺寸的纯nb棒,形成nbal单芯棒,然后装入φ45-φ349 mm的纯nb管内,再整体装入φ50-φ350mm的cuni合金管中,经真空电子束封焊,得到二次复合包套;装入纯nb管中的nbal单芯棒的数量为30芯、36芯、60芯或者96芯;中心纯nb棒和六方单芯棒外围的纯nb管是nb3al复合线材中nb基体的主要部分,nb棒和nb管的纯度均为99.9%以上,在线材中占比为10~30%;cuni合金管中ni的含量为15wt.%~25wt.%,其管壁厚度为2~6mm;这种比例的nb基体和cuni合金管,保证了复合线材优良的加工塑性和加工强度,并使cuni合金管内部nb基线材部分均匀变形,获得圆度高、尺寸波动小的最终线材。
18.步骤6,将步骤5获得的二次复合包套进行热挤压,获得nbal多芯复合棒;热挤压温度为260℃~400℃,保温时间为1h~6h,挤压比为3~6;步骤7,将步骤6获得的nbal多芯复合棒经多道次拉拔,道次拉拔的加工率控制在10~20%,即可获得铌三铝(nb3al)超导线材;其中,φ4mm以上采用圆模加工;φ4mm~φ2mm采用辊模拉拔;φ2mm以下采用圆模归圆拉拔;铌三铝(nb3al)超导线材的直径为0.60~1.80mm。
19.本发明方法中,铜合金管组装封焊后,采用热挤压工艺实现二次复合,最后再多道次拉伸制备成品线材。热挤压加工便于复合包套尺寸放大、保证芯丝变形均匀的同时,避免了静液挤压等工艺流程,降低生产成本。
20.采用本发明的热挤压法制备铌三铝(nb3al)超导线材,采用六方nbal单芯棒和纯nb棒集束装管,然后进行热挤压、反复拉伸,制得的铌三铝(nb3al)超导线材内部芯丝分布均匀,替代了静液挤压的过程,降低成本,更重要的是可轻易实现二次复合棒的放大、最终线材的单根长度的增加。
21.实施例1取厚度为5mm的nb板两块、与一块厚度为3mm的al-5%mg合金板叠放在一起,采用爆炸焊接方式实现初步复合,再采用轧制加工成nb-al合金箔,箔材厚度为0.26mm;将nb-al合金箔裁剪成31.4~94.2mm的小段,与无氧铜管、nb棒一起洗净备用。再将nb-al合金箔卷成合金筒,依次装入外径φ38mm无氧铜管中,之后插入纯nb棒上,两端用铜盖焊接盖封,焊接电
流为50ma,焊接真空度《10-3
pa;将封焊后的一次复合包套经等静压后热挤压,获得φ16mm的单芯nbal棒;将单芯nbal棒去掉头尾、反复拉伸,得到对边为3.6mm的nbal单芯棒,经过切断矫直,得到单根长度为200 mm的六方单芯棒;将30根六方nbal棒集束和nb六方棒装入φ54.5 mm、长度为200mm的nb管内,再整体装入φ65 mm 的cuni管中,电子束封焊后热挤压经过反复拉伸,道次加工率在10%,制备得到ф1.0mm的铌三铝(nb3al)超导线材。超导线材在不同背景磁场下的临界电流测试曲线,如图1所示,在4.2k、12t下临界电流为242a,线材直径1.0mm,铜比0.80,s
nbal : s
nb
=0.54,计算得到jc(4.2k,12t)为1587a/mm2。该线材样品最终热处理后,室温与低温电阻比rrr值为105。
22.实施例2取厚度为4mm的nb板两块、与一块厚度为2.4mm的al-5%mg合金板叠放在一起,采用爆炸焊接方式实现初步复合,再采用轧制加工成nb-al合金箔,箔材厚度为0.20mm;将nb-al合金箔裁剪成31.4~94.2mm的小段,与无氧铜管、nb棒一起洗净备用。再将nb-al合金箔卷成合金筒,依次装入外径为φ38mm无氧铜管中,之后插入纯nb棒,两端用铜盖焊接盖封,焊接电流为50ma,焊接真空度《10-3
pa;将封焊后的一次复合包套经室温等静压和热挤压,获得φ18 mm的单芯nbal棒;将nbal单芯棒去掉头尾、反复拉伸,得到对边为4.27mm nbal单芯棒,经过矫直切断,得到单根长度为360mm的六方单芯棒;将36根六方nbal棒集束和纯nb插中心棒装入φ58 mm、长度为360mm的纯nb管内,再整体装入φ65 mm的cuni管,经真空电子束封焊、热挤压后获得nbal多芯复合棒,复合棒经过反复拉伸,道次加工率在15%,制备得到ф1.032mm的铌三铝(nb3al)超导线材。超导线材在不同背景磁场下的临界电流测试曲线,如图2所示,在4.2k、12t下临界电流为363a,线材直径1.032mm,铜比0.89,s
nbal : s
nb
=1.04,计算得到jc(4.2k,12t)为1610a/mm2。该线材样品最终热处理后,室温与低温电阻比rrr值为124。
23.实施例3取厚度为3 mm的nb板两块、与一块厚度为1.8 mm的al-5%mg合金板叠放在一起,采用爆炸焊接方式实现初步复合,再采用轧制加工成nb-al合金箔,箔材厚度为0.15mm。将nb-al合金箔裁剪成31.4~94.2mm的小段,与无氧铜管、nb棒一起洗净备用。再将nb-al合金箔卷成合金筒,由大到小依次装入外径为φ38mm无氧铜管中,后插入纯nb棒,两端用铜盖焊接盖封,焊接电流为50ma,焊接真空度《10-3
pa;将封焊后的一次复合包套经室温等静压和热挤压,获φ18mm的单芯nbal棒;单芯nbal棒去掉头尾、反复拉伸,得到对边为6.4 mm nbal单芯棒,经过矫直切断,得到单根长度为400 mm的六方单芯棒;将60根六方nbal棒集束和纯nb六方棒装入φ74 mm、长度为400 mm的纯nb管内,再整体装入cuni合金管中,两端经电子束封焊后热挤压加工成nbal多芯复合棒,再经过反复拉伸,道次加工率在20%,制备得到ф0.98 mm的铌三铝(nb3al)超导线材。超导线材在不同背景磁场下的临界电流测试曲线,如图3所示,在4.2k、12t下临界电流为408a,线材直径0.98mm,铜比0.71,s
nbal : s
nb
=1.38,计算得到jc(4.2k,12t)为1595a/mm2。该线材样品最终热处理后,室温与低温电阻比rrr值为108。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1