一种功率型器件用气密封绝缘组件及其制备方法与流程
1.本发明一种绝缘组件及其制备方法,具体涉及一种功率型器件用气密封绝缘组件及其制备方法。
背景技术:
2.众所周知,元器件如开关、断路器、继电器、接触器、连接器、滤波器、管壳等功率型器件是电子、电器、通迅、医疗器械、兵器、船舶、航天、航空、铁路交通等领域中广泛使用的一种开关、通断型器件。目前,此类开关、通断器件接线引出端的固封结构,大部分都采用塑料绝缘体嵌入铜质接线端的非密封封装结构,只有少部分开关通断器件的接线引出端采用可伐合金,通过玻璃绝缘子高温烧结于可伐合金安装板上,具有气密封的封装结构。塑料件嵌装结构,虽然接线端采用铜质材料,具有良好的导电性能,但绝缘体是塑料,为非密封或较低级的防尘、防潮密封,不具备气密功能;可伐合金玻璃烧结结构,玻璃绝缘子具有良好的气密、水密、防爆等功能,但可伐接线端为铁钴镍玻璃封装合金材料,导电性能远不及铜质材料,导体发热量大,可靠性较差,且可伐材料及易被磁化,对电磁类器件的工作可靠性带来较为严重的影响。
3.上述,开关、通断器件的接线引出端封装形式及工艺可行性下的选材局限,带来器件在绝缘、接线强度、功率、温升、能耗、气密封、工作可靠性等方面的不足或缺陷。使器件质量等级、耐环境性能、输入输出功率等都相对较低,使得器件在生产过程中合格率相对较低、生产周期较长及工艺实施相对困难、出厂时筛选排查质量缺陷相对困难;导致器件在各应用领域中环境适应能力较差、对设备的满足率及符合性相对低、产品质量事故层出不穷;且器件额定功率降低、大部分器件满额运行可靠性大大降低。
技术实现要素:
4.发明目的:本发明的目的是为了克服现有技术中的不足,提供一种可确保器件具有防水、防爆、防腐、电磁屏蔽、低能耗、气密封、高导电率、低电阻、低能耗、不被磁化等功能,且器件稳定性、可靠性高,更能满足恶劣环境使用的功率型器件用气密封绝缘组件及其制备方法。
5.技术方案:为了解决上述技术问题,本发明所述的一种功率型器件用气密封绝缘组件,它包括不锈钢安装板或安装壳、陶瓷绝缘子、铜质接线引出端,所述陶瓷绝缘子通过银铜焊料圈ⅰ与不锈钢安装板或安装壳的内孔固定密封相连,所述铜质接线引出端通过银铜焊料圈ⅱ固定密封设在陶瓷绝缘子内,所述不锈钢安装板或安装壳、陶瓷绝缘子、铜质接线引出端、银铜焊料圈ⅰ和银铜焊料圈ⅱ组成气密封绝缘组件,其可承受较大电流。
6.进一步地,所述不锈钢安装板或安装壳的外形是圆柱形或方形管状或壳状,内孔为圆形孔。
7.进一步地,所述陶瓷绝缘子采用氧化铝陶瓷或氧化锆陶瓷高温成型,经局部表面金属化后,内部与铜质接线引出端钎焊焊接固定及密封连接,外部与不锈钢安装板或安装
壳钎焊焊接固定及密封连接。
8.进一步地,所述铜质接线引出端的热膨胀系数在5左右。
9.进一步地,所述陶瓷绝缘子的热膨胀系数在10左右。
10.进一步地,所述不锈钢安装板或安装壳用于开关、断路器、继电器、接触器、滤波器、管壳等接线引出端的绝缘与封装。
11.进一步地,所述铜质接线引出端分为od
·
l螺纹压线型接线端、焊线型接线端及焊杯型接线端。
12.一种功率型器件用气密封绝缘组件的制备方法,(1)不锈钢安装板或安装壳由不锈钢材质的板经冲压或机加成型,经表面处理后备用;(2)陶瓷绝缘子由氧化锆瓷或氧化铝瓷材料经配料、模压坯、低温排腊、高温烧制成型,经表面局部金属化后备用;(3)铜质接线引出端由铜质材料机加成型,经表面处理后备用;(4)银铜焊料圈ⅰ和银铜焊料圈ⅱ分为o型薄片圈、焊丝圈、焊粉等,为焊接附料,高温焊接前备用;(5)上述零件及附料加工完成后,根据安装板或安装壳组件中铜质接线引出端数量、形状、装配定位方式等技术要求,制造好石墨材料的耐高焊焊接定位夹具,以备高温焊接时使用;(6)把上述不锈钢安装板或安装壳放于石墨材料的耐高焊焊接定位夹具上,然后依次放入银铜焊料圈ⅰ、陶瓷绝缘子、银铜焊料圈ⅱ、铜质接线引出端;(7)上述工序完成后,把安装板或安装壳未焊接好的组件连同石墨材料的耐高焊焊接定位夹具放入高温炉中进行高温熔焊焊接,焊接完成后经外观及机械检查、电气性能检测、气密封检测后的成品,办理入库并使用。
13.有益效果:本发明与现有技术相比,其显著优点是:(1)不锈钢安装板或安装壳使组件具有较好的耐腐性、使组件与器件外壳,能达到同种材料相熔性良好的封焊密封效果,使器件防水、防爆及气密性技术指标大幅度提升满足器件耐环境使用要求,陶瓷绝缘子局部经表面金属化后,外表面与不锈钢安装板或安装壳、内表面与铜质接线引出端具有良好的金属填充焊接效果,使器件的绝缘抗电强度、引线端接线强度、绝缘子耐高低温冲击能力等技术指标满足器件使用要求,铜质接线引出端具有良好的导电效果及不被磁化性能,使器件由于导电性所体现的温升、能耗、功率、工作环境温度等技术指标提升,铜质接线引出端不被磁化特性,使电磁类工作器件的内部磁路结构磁路稳定、磁场能集中、产品工作稳定、成品合格率高等特点;(2)大功率气密封器件绝缘安装板组件,是由外形是圆柱形或方形管状或壳状,内孔为圆形孔的不锈钢安装板或安装壳、圆柱形接线端、圆柱形陶瓷绝缘子三部分组成,圆柱型接线端与圆柱形陶瓷绝缘子之间的连接是采用钎焊焊接,起到固定及密封功能,圆柱形陶瓷绝缘子与安装板及安装壳之间,同样采用钎焊焊接来达到固定及密封功能;(3)绝缘子为陶瓷材质经局部金属化,与不锈钢安装板或安装壳及铜质接线端之间采用焊接而成,相比原产品绝缘子为玻璃材料,与4j29玻璃封装合金安装板或安装壳及4j29材质接线端之间采用高温烧结而成,两类安装板或安装壳组件从实施工艺及技术功能
完全不同,本发明安装板或安装壳为不锈钢材料,能配套焊接不锈钢壳体,解决了异种材质材料封装焊接时相熔性问题,使器件封装密封可靠性提高并加强了防腐能力,本发明接线端采用铜质材料,提升了导电能力,降低了产品温升、避免4j29铁钴镍材质玻璃封装合金在电磁类器件中被磁化,而影响产品性能及可靠性的问题;(4)本发明采用不同热膨胀系数的铜质接线引出端和陶瓷绝缘子,确保整体连接更加可靠。
附图说明
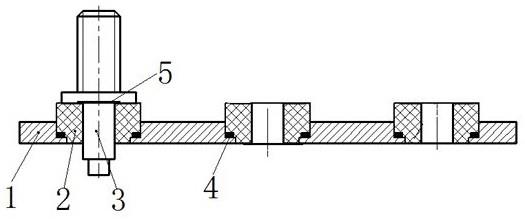
14.图1是本发明的整体结构示意图;图2是本发明中不锈钢安装板或安装壳的剖视图;图3是本发明中不锈钢安装板或安装壳的俯视图;图4是本发明中陶瓷绝缘子的结构示意图;图5是本发明中铜质接线引出端的结构示意图一;图6是本发明中铜质接线引出端的结构示意图二;图7是本发明中铜质接线引出端的结构示意图三。
具体实施方式
15.下面结合附图和实施例对本发明作进一步的说明。
16.实施例1如图1、图2、图3、图4和图5所示,本发明所述的本发明所述的一种功率型器件用气密封绝缘组件,它包括不锈钢安装板或安装壳1、陶瓷绝缘子2、铜质接线引出端3,所述陶瓷绝缘子2通过银铜焊料圈ⅰ4与不锈钢安装板或安装壳1的内孔固定密封相连,所述铜质接线引出端3通过银铜焊料圈ⅱ5固定密封设在陶瓷绝缘子2内,所述不锈钢安装板或安装壳1、陶瓷绝缘子2、铜质接线引出端3、银铜焊料圈ⅰ4和银铜焊料圈ⅱ5组成气密封绝缘组件;所述不锈钢安装板或安装壳1的外形是圆柱形或方形管状或壳状,内孔为圆形孔;所述陶瓷绝缘子2采用氧化铝陶瓷或氧化锆陶瓷高温成型,经局部表面金属化后,内部与铜质接线引出端3钎焊焊接固定及密封连接,外部与不锈钢安装板或安装壳1钎焊焊接固定及密封连接;所述铜质接线引出端3的热膨胀系数在5左右;所述陶瓷绝缘子2的热膨胀系数在10左右;所述不锈钢安装板或安装壳1用于开关、断路器、继电器、接触器、滤波器、管壳等接线引出端的绝缘与封装;所述铜质接线引出端3为od
·
l螺纹压线型接线端。
17.一种功率型器件用气密封绝缘组件的制备方法,它包括以下步骤:(1)不锈钢安装板或安装壳由不锈钢材质的板经冲压或机加成型,经表面处理后备用;(2)陶瓷绝缘子由氧化锆瓷或氧化铝瓷材料经配料、模压坯、低温排腊、高温烧制成型,经表面局部金属化后备用;(3)铜质接线引出端由铜质材料机加成型,经表面处理后备用;
(4)银铜焊料圈ⅰ和银铜焊料圈ⅱ分为o型薄片圈、焊丝圈、焊粉等,为焊接附料,高温焊接前备用;(5)上述零件及附料加工完成后,根据安装板或安装壳组件中铜质接线引出端数量、形状、装配定位方式等技术要求,制造好石墨材料的耐高焊焊接定位夹具,以备高温焊接时使用;(6)把上述不锈钢安装板或安装壳放于石墨材料的耐高焊焊接定位夹具上,然后依次放入银铜焊料圈ⅰ、陶瓷绝缘子、银铜焊料圈ⅱ、铜质接线引出端;(7)上述工序完成后,把安装板或安装壳未焊接好的组件连同石墨材料的耐高焊焊接定位夹具放入高温炉中进行高温熔焊焊接,焊接完成后经外观及机械检查、电气性能检测、气密封检测后的成品,办理入库并使用。
18.实施例2如图1、图2、图3、图4和图6所示,本发明所述的本发明所述的一种功率型器件用气密封绝缘组件,它包括不锈钢安装板或安装壳1、陶瓷绝缘子2、铜质接线引出端3,所述陶瓷绝缘子2通过银铜焊料圈ⅰ4与不锈钢安装板或安装壳1的内孔固定密封相连,所述铜质接线引出端3通过银铜焊料圈ⅱ5固定密封设在陶瓷绝缘子2内,所述不锈钢安装板或安装壳1、陶瓷绝缘子2、铜质接线引出端3、银铜焊料圈ⅰ4和银铜焊料圈ⅱ5组成气密封绝缘组件;所述不锈钢安装板或安装壳1的外形是圆柱形或方形管状或壳状,内孔为圆形孔;所述陶瓷绝缘子2采用氧化铝陶瓷或氧化锆陶瓷高温成型,经局部表面金属化后,内部与铜质接线引出端3钎焊焊接固定及密封连接,外部与不锈钢安装板或安装壳1钎焊焊接固定及密封连接;所述铜质接线引出端3的热膨胀系数在5左右;所述陶瓷绝缘子2的热膨胀系数在10左右;所述不锈钢安装板或安装壳1用于开关、断路器、继电器、接触器、滤波器、管壳等接线引出端的绝缘与封装;所述铜质接线引出端3为焊线型接线端,用图6中的铜质接线引出端结构替换图1中的铜质接线引出端的结构。
19.一种功率型器件用气密封绝缘组件的制备方法,它包括以下步骤:(1)不锈钢安装板或安装壳由不锈钢材质的板经冲压或机加成型,经表面处理后备用;(2)陶瓷绝缘子由氧化锆瓷或氧化铝瓷材料经配料、模压坯、低温排腊、高温烧制成型,经表面局部金属化后备用;(3)铜质接线引出端由铜质材料机加成型,经表面处理后备用;(4)银铜焊料圈ⅰ和银铜焊料圈ⅱ分为o型薄片圈、焊丝圈、焊粉等,为焊接附料,高温焊接前备用;(5)上述零件及附料加工完成后,根据安装板或安装壳组件中铜质接线引出端数量、形状、装配定位方式等技术要求,制造好石墨材料的耐高焊焊接定位夹具,以备高温焊接时使用;(6)把上述不锈钢安装板或安装壳放于石墨材料的耐高焊焊接定位夹具上,然后依次放入银铜焊料圈ⅰ、陶瓷绝缘子、银铜焊料圈ⅱ、铜质接线引出端;
(7)上述工序完成后,把安装板或安装壳未焊接好的组件连同石墨材料的耐高焊焊接定位夹具放入高温炉中进行高温熔焊焊接,焊接完成后经外观及机械检查、电气性能检测、气密封检测后的成品,办理入库并使用。
20.实施例3如图1、图2、图3、图4和图7所示,本发明所述的一种功率型器件用气密封绝缘组件,它包括不锈钢安装板或安装壳1、陶瓷绝缘子2、铜质接线引出端3,所述陶瓷绝缘子2通过银铜焊料圈ⅰ4与不锈钢安装板或安装壳1的内孔固定密封相连,所述铜质接线引出端3通过银铜焊料圈ⅱ5固定密封设在陶瓷绝缘子2内,所述不锈钢安装板或安装壳1、陶瓷绝缘子2、铜质接线引出端3、银铜焊料圈ⅰ4和银铜焊料圈ⅱ5组成气密封绝缘组件;所述不锈钢安装板或安装壳1的外形是圆柱形或方形管状或壳状,内孔为圆形孔;所述陶瓷绝缘子2采用氧化铝陶瓷或氧化锆陶瓷高温成型,经局部表面金属化后,内部与铜质接线引出端3钎焊焊接固定及密封连接,外部与不锈钢安装板或安装壳1钎焊焊接固定及密封连接;所述铜质接线引出端3的热膨胀系数在5左右;所述陶瓷绝缘子2的热膨胀系数在10左右;所述不锈钢安装板或安装壳1用于开关、断路器、继电器、接触器、滤波器、管壳等接线引出端的绝缘与封装;所述铜质接线引出端3为焊杯型接线端,用图7中的铜质接线引出端结构替换图1中的铜质接线引出端的结构。
21.一种功率型器件用气密封绝缘组件的制备方法,它包括以下步骤:(1)不锈钢安装板或安装壳由不锈钢材质的板经冲压或机加成型,经表面处理后备用;(2)陶瓷绝缘子由氧化锆瓷或氧化铝瓷材料经配料、模压坯、低温排腊、高温烧制成型,经表面局部金属化后备用;(3)铜质接线引出端由铜质材料机加成型,经表面处理后备用;(4)银铜焊料圈ⅰ和银铜焊料圈ⅱ分为o型薄片圈、焊丝圈、焊粉等,为焊接附料,高温焊接前备用;(5)上述零件及附料加工完成后,根据安装板或安装壳组件中铜质接线引出端数量、形状、装配定位方式等技术要求,制造好石墨材料的耐高焊焊接定位夹具,以备高温焊接时使用;(6)把上述不锈钢安装板或安装壳放于石墨材料的耐高焊焊接定位夹具上,然后依次放入银铜焊料圈ⅰ、陶瓷绝缘子、银铜焊料圈ⅱ、铜质接线引出端;(7)上述工序完成后,把安装板或安装壳未焊接好的组件连同石墨材料的耐高焊焊接定位夹具放入高温炉中进行高温熔焊焊接,焊接完成后经外观及机械检查、电气性能检测、气密封检测后的成品,办理入库并使用。
22.本发明中不锈钢安装板或安装壳使组件具有较好的耐腐性、使组件与器件外壳,能达到同种材料相熔性良好的封焊密封效果,使器件防水、防爆及气密性技术指标大幅度提升满足器件耐环境使用要求,陶瓷绝缘子局部经表面金属化后,外表面与不锈钢安装板或安装壳、内表面与铜质接线引出端具有良好的金属填充焊接效果,使器件的绝缘抗电强
度、引线端接线强度、绝缘子耐高低温冲击能力等技术指标满足器件使用要求,铜质接线引出端具有良好的导电效果及不被磁化性能,使器件由于导电性所体现的温升、能耗、功率、工作环境温度等技术指标提升,铜质接线引出端不被磁化特性,使电磁类工作器件的内部磁路结构磁路稳定、磁场能集中、产品工作稳定、成品合格率高等特点;大功率气密封器件绝缘安装板组件,是由外形是圆柱形或方形管状或壳状,内孔为圆形孔的不锈钢安装板或安装壳、圆柱形接线端、圆柱形陶瓷绝缘子三部分组成,圆柱型接线端与圆柱形陶瓷绝缘子之间的连接是采用钎焊焊接,起到固定及密封功能,圆柱形陶瓷绝缘子与安装板及安装壳之间,同样采用钎焊焊接来达到固定及密封功能;绝缘子为陶瓷材质经局部金属化,与不锈钢安装板或安装壳及铜质接线端之间采用焊接而成,相比原产品绝缘子为玻璃材料,与4j29玻璃封装合金安装板或安装壳及4j29材质接线端之间采用高温烧结而成,两类安装板或安装壳组件从实施工艺及技术功能完全不同,本发明安装板或安装壳为不锈钢材料,能配套焊接不锈钢壳体,解决了异种材质材料封装焊接时相熔性问题,使器件封装密封可靠性提高并加强了防腐能力,本发明接线端采用铜质材料,提升了导电能力,降低了产品温升、避免4j29铁钴镍材质玻璃封装合金在电磁类器件中被磁化,而影响产品性能及可靠性的问题;本发明采用不同热膨胀系数的铜质接线引出端和陶瓷绝缘子,确保整体连接更加可靠。
23.本发明提供了一种思路及方法,具体实现该技术方案的方法和途径很多,以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围,本实施例中未明确的各组成部分均可用现有技术加以实现。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1