键合焊点制作方法
1.本发明涉及焊接技术领域,具体而言,涉及一种键合焊点制作方法。
背景技术:
2.在进行器件键合时,通常通过焊点将器件键合在基板上。随着技术不断精进,器件尺寸越来越小,焊点的尺寸也越来越小,焊点制备难度增大,键合难度显著提高。
3.对于高密度器件阵列来说,基板上的各个器件的电极间距很小,若采用传统焊点键合工艺,焊点金属容易溢出,导致器件间短路。此外,传统的焊点如果制作得过高,会因为回流导致焊点变形,容易和其他焊点相接,从而导致器件间短路。
技术实现要素:
4.本发明的目的包括,例如,提供了一种键合焊点制作方法,通过制作一种具有凹槽结构的键合焊点,能够有效防止焊料金属外溢导致器件间短路。
5.本发明的实施例可以这样实现:
6.为了实现上述目的,本发明实施例采用的技术方案如下:
7.第一方面,本发明实施例提供了一种键合焊点制作方法,所述方法包括:
8.在基板表面制作绝缘层,并在所述绝缘层开设绝缘通孔;其中,所述绝缘通孔露出电极层;
9.在所述绝缘层表面涂布光刻胶,并在所述光刻胶开设光刻胶通孔,所述光刻胶通孔位于所述绝缘通孔的上方,且所述绝缘通孔的直径小于所述光刻胶通孔的直径;
10.在所述光刻胶表面依次沉积金属层和焊料层,以在所述绝缘通孔内形成具有凹槽的金属柱,所述焊料层位于所述凹槽表面;
11.对所述焊料层进行回流,以形成具有凹槽结构的键合焊点。
12.在一种可能的实施方式中,在所述光刻胶表面依次沉积金属层和焊料层的步骤之后,所述方法还包括:
13.去除所述光刻胶。
14.在一种可能的实施方式中,所述金属层的厚度大于2微米。
15.在一种可能的实施方式中,所述焊料层的厚度小于1微米。
16.在一种可能的实施方式中,所述绝缘通孔是通过光刻、刻蚀或腐蚀制作的。
17.在一种可能的实施方式中,所述凹槽的凹槽壁呈倾斜状态。
18.第二方面,本发明实施例还提供了一种键合焊点,所述键合焊点由上述键合焊点制作方法制得。
19.第三方面,本发明实施例还提供了一种待焊接器件,所述待焊接器件包括:
20.基板;所述基板包括电极层;
21.位于所述基板一侧的绝缘层;其中,所述绝缘层设置有与所述电极层相对的绝缘通孔;
22.位于所述绝缘通孔的键合焊点,其中,所述键合焊点远离所述基板的一侧,且所述键合焊点包括焊料层。
23.在一种可能的实施方式中,所述焊料层的形状为球形。
24.第四方面,本发明实施例还提供了一种倒装焊方法,所述方法包括:
25.在键合基板上制作焊点;
26.将所述键合基板的焊点和上述的待焊接器件的键合焊点对准并进行倒转焊,以使所述焊点与所述键合焊点键合在一起。
27.相对现有技术,本发明实施例提供的一种键合焊点制作方法,方法包括:首先,在基板表面制作绝缘层,并在绝缘层开设绝缘通孔;其中,绝缘通孔露出电极层。然后,在绝缘层表面涂布光刻胶,并在光刻胶开设光刻胶通孔,光刻胶通孔位于绝缘通孔的上方,且绝缘通孔的直径小于光刻胶通孔的直径。最后,在光刻胶表面依次沉积金属层和焊料层,以在绝缘通孔内形成具有凹槽的金属柱,焊料层位于凹槽表面。并对焊料层进行回流,以形成具有凹槽结构的键合焊点。由于该键合焊点包括凹槽结构,能够有效防止焊料金属外溢导致器件间短路。
附图说明
28.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
29.图1为本实施例提供的传统焊点制作方法的示意图。
30.图2为本实施例提供的传统器件倒装焊的示例图。
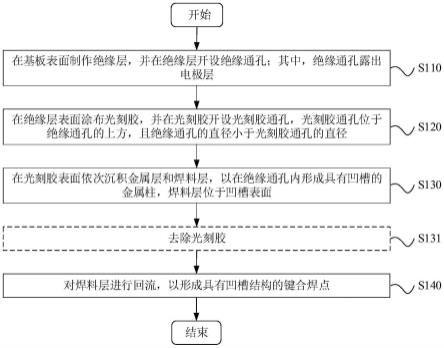
31.图3为本实施例提供的键合焊点制作方法的流程示意图。
32.图4为本实施例提供的键合焊点制作方法的示例图之一。
33.图5为本实施例提供的键合焊点制作方法的示例图之二。
34.图6为本实施例提供的键合焊点制作方法的示例图之三。
35.图7为本实施例提供的键合焊点制作方法的示例图之四。
36.图8为本实施例提供的键合焊点制作方法的示例图之五。
37.图9为本实施例提供的倒装焊方法的流程示意图。
38.图10为本实施例提供的倒装焊方法的示例图之一。
39.图11为本实施例提供的倒装焊方法的示例图之二。
40.图标:11-基板;12-电极层;13-焊点;14-键合基板;15-绝缘层;16-绝缘通孔;17-光刻胶;18-光刻胶通孔;19-金属层;20-焊料层;21-金属柱;22-键合焊点。
具体实施方式
41.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
42.因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
43.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
44.在本发明的描述中,需要说明的是,若出现术语“上”、“下”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
45.此外,若出现术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
46.需要说明的是,在不冲突的情况下,本发明的实施例中的特征可以相互结合。
47.请参考图1,图1示出了传统焊点制作方法的示意图,在器件的基板11的电极层12处使用焊料金属制作焊点13。
48.请参考图2,在进行器件键合时,在基板11的电极层12和键合基板14的电极层12处,分别使用焊接金属材料制作焊点13。在进行键合时,将焊点对准并进行焊接,完成基板11和键合基板14的键合。
49.当制作焊点13时,由于基板11的电极层12间距较小,焊点13容易外溢导致器件短路。并且,由于焊点是由铜、铟、锡、银、铋等焊接金属材料制作,当焊点制作得过高,焊点由于温度过高而融化变形,当相邻两个焊点相接时,会导致器件短路。
50.针对上述问题,本实施例提供了一种键合焊点制作方法,通过制作一种具有凹槽接口的键合焊点,能够有效防止焊点金属外溢,以及焊点制作过高导致器件间短路。
51.请参考图3,图3示出了本实施例提供的键合焊点制作方法的流程示意图。包括下述步骤s110-s150。
52.s110,在基板表面制作绝缘层,并在绝缘层开设绝缘通孔;其中,绝缘通孔露出电极层。
53.在本实施例中,绝缘层的材料可以包括但不限于二氧化硅sio2、氮化硅sin。
54.s120,在绝缘层表面涂布光刻胶,并在光刻胶开设光刻胶通孔,光刻胶通孔位于绝缘通孔的上方,且绝缘通孔的直径小于光刻胶通孔的直径。
55.在本实施例中,光刻胶又称光致抗蚀剂,是指通过紫外光、电子束、离子束、x射线等的照射或辐射,其溶解度发生变化的耐蚀剂刻薄膜材料。由感光树脂、增感剂和溶剂3种主要成分组成的对光敏感的混合液体。在光刻工艺过程中,用作抗腐蚀涂层材料。半导体材料在表面加工时,若采用适当的有选择性的光刻胶,可在表面上得到所需的图像。
56.光刻胶通孔是对光刻胶进行光刻图形化得到的。
57.s130,在光刻胶表面依次沉积金属层和焊料层,以在绝缘通孔内形成具有凹槽的金属柱,焊料层位于凹槽的表面。
58.在本实施例中,金属层的材料可以包括但不限于铜、铝、铬、金等金属材料及其合金材料,焊料层的材料为焊接金属材料,其可以包括但不限于铜、铟、锡、银、铋等金属材料
及其合金材料。
59.沉积一般指薄膜沉积工艺,薄膜沉积工艺可分为物理气相沉积、化学气相沉积和外延三大类。物理气相沉积是指通过热蒸发或者靶表面受到粒子轰击时发生原子溅射等物理过程,实现上述物质原子转移至硅片表面并形成薄膜的技术,多应用于金属的沉积。化学气相沉积是指通过气体混合的化学反应在硅片表面沉积薄膜的工艺,可应用于绝缘薄膜、多晶硅以及金属膜层的沉积;外延是一种在硅片表面按照衬底晶向生长单晶薄膜的工艺。
60.s140,对焊料层进行回流,以形成具有凹槽结构的键合焊点。
61.在本实施例中,回流是指利用加热金属或陶瓷直接接触焊料层,使得焊料层形成球状的凸点。
62.可选的,步骤130之后,键合焊点制作方法还包括下述步骤s131。
63.s131,去除光刻胶。
64.在本实施例中,可以对光刻胶进行光刻胶拨离以去除光刻胶。
65.可选的,金属层的厚度大于2微米。
66.可选的,焊料层的厚度小于1微米。
67.可选的,绝缘通孔是通过光刻、刻蚀或腐蚀制作的。
68.在本实施例中,光刻是平面型晶体管和集成电路生产中的一个主要工艺。是对半导体晶片表面的掩蔽物(如二氧化硅)进行开孔,以便进行杂质的定域扩散的一种加工技术。
69.一般的光刻工艺要经历硅片表面清洗烘干、涂底、旋涂光刻胶、软烘、对准曝光、后烘、显影、硬烘、刻蚀、检测等工序。
70.刻蚀是在半导体工艺,按照掩模图形或设计要求对半导体衬底表面或表面覆盖薄膜进行选择性腐蚀或剥离的技术。刻蚀技术不仅是半导体器件和集成电路的基本制造工艺,而且还应用于薄膜电路、印刷电路和其他微细图形的加工。刻蚀还可分为湿法刻蚀和干法刻蚀。
71.刻蚀是用化学或物理方法有选择地从硅片表面去除不需要的材料的过程,其基本目标是在涂胶的硅片上正确地复制掩模图形。随着微制造工艺的发展,广义上来讲,刻蚀成了通过溶液、反应离子或其它机械方式来剥离、去除材料的一种统称,成为微加工制造的一种普适叫法。
72.普通的刻蚀过程大致如下:先在表面涂敷一层光致抗蚀剂,然后透过掩模对抗蚀剂层进行选择性曝光,由于抗蚀剂层的已曝光部分和未曝光部分在显影液中溶解速度不同,经过显影后在衬底表面留下了抗蚀剂图形,以此为掩模就可对衬底表面进行选择性腐蚀。如果衬底表面存在介质或金属层,则选择腐蚀以后,图形就转移到介质或金属层上。
73.腐蚀,一般指湿法腐蚀,常用于微机械结构制造的加工。所谓湿法腐蚀,就是将晶片置于液态的化学腐蚀液中进行腐蚀,在腐蚀过程中,腐蚀液将把它所接触的材料通过化学反应逐步浸蚀溶掉,以形成相应的图形。
74.可选的,凹槽的凹槽壁呈倾斜状态。
75.下面结合附图对上述步骤s110-s150进行说明。
76.请参考图4,待焊接器件的基板11包括电极层12。首先在基板11上沉积一层厚的绝缘层15,并通过光刻、刻蚀或腐蚀的方式在绝缘层15上制作绝缘通孔16,绝缘通孔16的直径
大于或等于基板11上电极层12的直径,使得绝缘通孔露出电极层12。
77.在图4的基础上,请参考图5。在绝缘层15表面涂布一层光刻胶17,并在光刻胶17上光刻图形化,在绝缘通孔16的上方形成光刻胶通孔18。光刻胶通孔18的直径略大于绝缘通孔16。
78.在图5的基础上,请参考图6。在光刻胶17的表面依次沉积金属层19和焊料层20。
79.在图6的基础上请参考图7,对光刻胶17进行光刻胶剥离,由于光刻胶通孔18的直径大于绝缘通孔的直径,因此,金属层19沉积后会形成具有凹槽的金属柱,焊料层20位于金属柱的表面。
80.在图7的基础上,请参考图8。对焊料层20进行回流,在金属柱凹槽内形成凸点,得到具有凹槽结构的键合焊点22。
81.上述过程为基板11上键合焊点22的制作过程。
82.与现有技术相比,本实施例具有以下有益效果:
83.首先,本实施例提供的键合焊点,由于具有凹槽结构,可以有效限制焊接金属材料的外溢,防止器件短路,提高了键合良率。
84.其次,凹槽结构制作过程简便,金属结构一次成型,不需要二次沉积金属,也不需要通过腐蚀或刻蚀的方式进行制作。
85.最后,对于传统焊点制作方法来说,如果焊点制作得过高,焊点会由于温度过高变形,当和其他焊点相接时,会导致器件短路,因此无法制作较高的焊点。使用本实施例提供的键合焊点方法得到的键合焊点中的凹槽结构不易形变,凹槽内的凸点制作得过高时,即使凸点由于温度发生形变,凹槽结构也会限制凸点和其他键合焊点相接,从而防止了器件短路。
86.本实施例还提供了一种键合焊点,键合焊点由上述键合焊点制作方法制得。
87.本实施例还提供了一种待焊接器件,如图8所示,待焊接器件包括:
88.基板11;基板包括电极层12。
89.位于基板11一侧的绝缘层15;其中,绝缘层15设置有与电极层12相对的绝缘通孔16。
90.在本实施例中,绝缘通孔16可以通过步骤s110通过光刻、刻蚀或腐蚀制作来进行制作,绝缘通孔露出电极层。
91.位于绝缘通孔16的键合焊点22,其中,键合焊点22远离基板11的一侧。
92.在本实施例中,键合焊点22可以通过步骤s120-s140得到。
93.首先,在绝缘层表面涂布光刻胶,并对光刻胶进行光刻图形化得到光刻胶通孔,光刻胶通孔位于绝缘通孔的上方,且绝缘通孔的直径小于光刻胶通孔的直径。
94.其中,金属层的材料可以包括但不限于铜、铝、铬、金等金属材料及其合金材料,焊料层的材料为焊接金属材料,其可以包括但不限于铜、铟、锡、银、铋等金属材料及其合金材料。
95.金属层的厚度大于焊料层的厚度,金属层的厚度大于2微米,焊料层的厚度小于1微米。
96.然后,在光刻胶表面依次沉积金属层和焊料层,以在绝缘通孔内形成具有凹槽的金属柱,焊料层位于凹槽的表面。
97.最后,对焊料层进行回流,以形成具有凹槽结构的键合焊点。
98.其中,键合焊点22包括焊料层20,焊料层20的形状为球形。
99.请参考图9,本实施例还提供了一种倒装焊方法,方法包括下述步骤s210-s220。
100.s210,在键合基板上制作焊点;
101.s220,将键合基板的焊点和待焊接器件的键合焊点对准并进行倒转焊,以使焊点与键合焊点键合在一起。
102.在本实施例中,在键合基板14上制作的焊点可以为如图1所示的焊点13,将基板11和键合基板14进行倒装焊之后,如图10所示。
103.可选的,在键合基板14上制作的焊点可以也为如图9所示的键合焊点22,则将基板11和键合基板14进行倒装焊之后,如图11所示。
104.由于在基板11上制作了具有凹槽结构的键合焊点22,限制了焊接金属材料的外溢,提高了键合良率。并且,键合焊点22中的凸点即使制作得过高,当温度过高导致凸点变形时,凹槽结构也能限制凸点和其他键合焊点22相接,导致器件14短路。
105.综上所述,本发明实施例提供了一种键合焊点制作方法、待焊接器件及倒装焊方法。键合焊点制作方法包括:首先,在基板表面制作绝缘层,并在绝缘层开设绝缘通孔;其中,绝缘通孔露出电极层。然后,在绝缘层表面涂布光刻胶,并在光刻胶开设光刻胶通孔,光刻胶通孔位于绝缘通孔的上方,且绝缘通孔的直径小于光刻胶通孔的直径。最后,在光刻胶表面依次沉积金属层和焊料层,以在绝缘通孔内形成具有凹槽的金属柱,焊料层位于凹槽表面。并对焊料层进行回流,以形成具有凹槽结构的键合焊点。由于该键合焊点包括凹槽结构,能够有效防止焊料金属外溢导致器件间短路。
106.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1