一种变频电缆的制作方法
1.本发明涉及电缆技术领域,具体为一种变频电缆。
背景技术:
2.变频电缆是电缆的一种,但现有的变频电缆其防火耐高温效果不好,在长时间使用后其内部电流的频率就会过大,就会产生较高的温度,温度长时间过高的话就很容易出现起火现象,导致变频电缆的使用寿命受到了影响,同时也影响了变频电缆的正常使用。
技术实现要素:
3.为解决上述背景技术中提出的问题,本发明的目的在于提供一种变频电缆,具备可以防火耐高温的优点,解决了现有的变频电缆其防火耐高温效果不好,在长时间使用后其内部电流的频率就会过大,就会产生较高的温度,温度长时间过高的话就很容易出现起火现象,导致变频电缆的使用寿命受到了影响,同时也影响了变频电缆正常使用的问题。
4.为实现上述目的,本发明提供如下技术方案:一种变频电缆,包括主线芯,所述主线芯的正面设置有零线芯,所述主线芯的表面设置有内绕包层,所述内绕包层的表面设置有耐高温层,所述耐高温层的表面设置有铜带层,所述铜带层的表面设置有外绕包层,所述外绕包层的表面设置有防火层,所述防火层的表面设置有外护套层。
5.作为本发明优选的,所述耐高温层的含量为:硅橡胶30-35份、聚乙烯蜡2-4份、抗氧剂1.5-2.5份、交联剂3份、磷酸氢锆1份-4份、纳米碳酸钙15份-25份、炭黑浆3份-4份、抗冲改性剂5份、硬脂酸0.5-1份;所述防火层的含量为:阻燃剂6-8份、硫磺0.15-0.25份、高密度聚乙烯25-40份、辛基硫醇锡1-2份、过氧化二异丙苯2-3份。
6.作为本发明优选的,所述包括步骤a)配比各个原料;步骤b)混合原料;步骤c)单丝拉制加热;步骤d)单丝退火;步骤e)导体绞制;步骤f)挤出处理;步骤g)成缆;步骤a)配比各个原料:首先先将上述各个含量成分用计量装置计量出比例,然后放在一旁备用;步骤b)混合原料;将耐高温层和防火层所需的材料放入高速捏合机中加热至90℃-115℃并捏合搅拌,然后装入特殊容器内备用;步骤c)单丝拉制加热;利用拉丝机将主线芯和零线芯所需的铜、铝杆材通过一道或数道拉伸模具的膜孔,使其截面减小、长度增加和强度提高,然后再进行加热处理;步骤d)单丝退火;主线芯和零线芯所需的铜、铝杆材加热到一定的温度下,再以结晶的方式来提高单丝的韧性,然后进行退火处理,使其杜绝铜丝的氧化;步骤e)导体绞制;对主线芯和零线芯采用多根单丝绞合而成,用于提高电缆整体的柔韧性;步骤f)挤出处理;然后将加工好的电缆芯放在挤出机的出料口,然后再通过挤出机将上述各个材料成分进行挤出处理,按照顺序依次挤出套在主线芯的表面。
7.作为本发明优选的,所述捏合搅拌的时间为8min-15min,且搅拌途中需保证其密
封性,避免灰尘杂质进入。
8.作为本发明优选的,所述绞合导体的过程中采用无退扭方式,可以达到想要的导体形状。
9.作为本发明优选的,所述在单丝拉制加热前需要对材料进行清洗处理,将其表面的杂质灰尘清洗干净。
10.作为本发明优选的,所述材料退火时需要在无尘车间进行,避免退火的过程中有杂质进入其基体内部。
11.作为本发明优选的,所述挤出机挤出的成品需要做到偏心度准确、光滑度达标和致密度结实。
12.与现有技术相比,本发明的有益效果如下:1、本发明通过主线芯、零线芯、内绕包层、耐高温层、铜带层、外绕包层、防火层和外护套层的配合使用,达到可以防火耐高温的效果,该变频电缆,解决了现有的变频电缆其防火耐高温效果不好,在长时间使用后其内部电流的频率就会过大,就会产生较高的温度,温度长时间过高的话就很容易出现起火现象,导致变频电缆的使用寿命受到了影响,同时也影响了变频电缆正常使用的问题。
附图说明
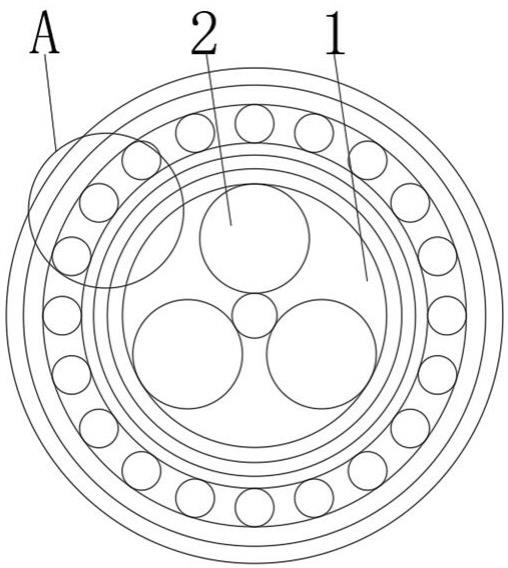
13.图1为本发明结构示意图;图2为本发明结构图1中a处放大结构图;图3为本发明局部结构立体图。
14.图中:1、主线芯;2、零线芯;3、内绕包层;4、耐高温层;5、铜带层;6、外绕包层;7、防火层;8、外护套层。
具体实施方式
15.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
16.如图1至图3所示,本发明提供的一种变频电缆,包括主线芯1,主线芯1的正面设置有零线芯2,主线芯1的表面设置有内绕包层3,内绕包层3的表面设置有耐高温层4,耐高温层4的表面设置有铜带层5,铜带层5的表面设置有外绕包层6,外绕包层6的表面设置有防火层7,防火层7的表面设置有外护套层8。
17.本发明进一步设置为,耐高温层4的含量为:硅橡胶30-35份、聚乙烯蜡2-4份、抗氧剂1.5-2.5份、交联剂3份、磷酸氢锆1份-4份、纳米碳酸钙15份-25份、炭黑浆3份-4份、抗冲改性剂5份、硬脂酸0.5-1份;防火层7的含量为:阻燃剂6-8份、硫磺0.15-0.25份、高密度聚乙烯25-40份、辛基硫醇锡1-2份、过氧化二异丙苯2-3份。
18.本发明进一步设置为,包括步骤a)配比各个原料;步骤b)混合原料;步骤c)单丝拉制加热;步骤d)单丝退火;步骤e)导体绞制;步骤f)挤出处理;步骤g)成缆。
19.步骤a)配比各个原料:首先先将上述各个含量成分用计量装置计量出比例,然后
放在一旁备用。
20.步骤b)混合原料;将耐高温层4和防火层7所需的材料放入高速捏合机中加热至90℃-115℃并捏合搅拌,然后装入特殊容器内备用。
21.步骤c)单丝拉制加热;利用拉丝机将主线芯1和零线芯2所需的铜、铝杆材通过一道或数道拉伸模具的膜孔,使其截面减小、长度增加和强度提高,然后再进行加热处理。
22.步骤d)单丝退火;主线芯1和零线芯2所需的铜、铝杆材加热到一定的温度下,再以结晶的方式来提高单丝的韧性,然后进行退火处理,使其杜绝铜丝的氧化。
23.步骤e)导体绞制;对主线芯1和零线芯2采用多根单丝绞合而成,用于提高电缆整体的柔韧性。
24.步骤f)挤出处理;然后将加工好的电缆芯放在挤出机的出料口,然后再通过挤出机将上述各个材料成分进行挤出处理,按照顺序依次挤出套在主线芯(1)的表面。
25.本发明进一步设置为,捏合搅拌的时间为8min-15min,且搅拌途中需保证其密封性,避免灰尘杂质进入。
26.本发明进一步设置为,绞合导体的过程中采用无退扭方式,可以达到想要的导体形状。
27.本发明进一步设置为,在单丝拉制加热前需要对材料进行清洗处理,将其表面的杂质灰尘清洗干净。
28.本发明进一步设置为,材料退火时需要在无尘车间进行,避免退火的过程中有杂质进入其基体内部。
29.本发明进一步设置为,挤出机挤出的成品需要做到偏心度准确、光滑度达标和致密度结实。
30.本发明的工作原理及使用流程:首先,操作员先将上述各个含量成分用计量装置计量出比例,然后放在一旁备用,然后将耐高温层4和防火层7所需的材料放入高速捏合机中加热至90℃-115℃并捏合搅拌,然后装入特殊容器内备用,然后利用拉丝机将主线芯1和零线芯2所需的铜、铝杆材通过一道或数道拉伸模具的膜孔,使其截面减小、长度增加和强度提高,然后再进行加热处理,然后将主线芯1和零线芯2所需的铜、铝杆材加热到一定的温度下,再以结晶的方式来提高单丝的韧性,然后进行退火处理,使其杜绝铜丝的氧化,再对主线芯1和零线芯2采用多根单丝绞合而成,用于提高电缆整体的柔韧性,然后将加工好的电缆芯放在挤出机的出料口,然后再通过挤出机将上述各个材料成分进行挤出处理,按照顺序依次挤出套在主线芯1的表面,然后耐高温层4和防火层7就会对变频电缆进行防火耐高温,致使达到可以防火耐高温的效果。
31.综上所述:该变频电缆,通过主线芯1、零线芯2、内绕包层3、耐高温层4、铜带层5、外绕包层6、防火层7和外护套层8的配合使用,达到可以防火耐高温的效果,该变频电缆,解决了现有的变频电缆其防火耐高温效果不好,在长时间使用后其内部电流的频率就会过大,就会产生较高的温度,温度长时间过高的话就很容易出现起火现象,导致变频电缆的使用寿命受到了影响,同时也影响了变频电缆正常使用的问题。
32.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖
非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
33.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1