一种电磁继电器引脚翻转镀锡夹持装置的制作方法
1.本发明涉及一种继电器镀锡夹持装置,尤其是涉及一种电磁继电器引脚翻转镀锡夹持装置,属于电磁继电器镀锡领域。
背景技术:
2.现有技术中要对电磁继电器进行焊接操作,首先要在电磁继电器的引脚处预先镀一层锡,预先镀锡不仅可以增加电磁继电器在焊接过程中的爬锡能力,而且对于一些焊接死角来说,可以增加其透锡能力,以达到全面提高电磁继电器的焊接质量的效果。电磁继电器镀锡时需要引脚朝下水平放置,传统的方法为人工用钳子夹着继电器在锡锅中镀锡,这种方法不仅会给操作人员带来高温烫伤的风险,而且还有将电磁继电器掉落进锡锅的风险。此外,由于是人手工操作,每次镀锡的高度很难保持一致,加工出来的产品的一致性不好。因此,需要借助一种机械装置,不仅能够在电磁继电器引脚镀锡的过程中起到定位、夹紧的作用,保证其引脚朝下水平放置,而且能够保证继电器引脚每次镀锡的高度一致。而截至目前为止,尚无可以实现上述功能的装置。
技术实现要素:
3.本发明为了解决现有技术中人工钳子夹着继电器在锡锅中镀锡,容易给操作人员带来高温烫伤的风险,以及电磁继电器掉落进锡锅的风险。每次镀锡的高度很难保持一致,加工的产品的一致性不好的问题,进而提供一种电磁继电器引脚翻转镀锡夹持装置。
4.一种电磁继电器引脚翻转镀锡夹持装置,它包括高度调节组件、位置及数量调整组件和定位夹紧组件;位置及数量调整组件和定位夹紧组件安装在高度调节组件上,定位夹紧组件包括螺杆套、螺杆和扳手;高度调节组件上加工有高度调节台,位置及数量调整组件靠近高度调节台设置,螺杆套固定安装在高度调节组件上,螺杆螺纹连接安装在螺杆套上,扳手套设在螺杆的旋紧端上,螺杆的螺纹端顶在位置及数量调整组件上,高度调节台和位置及数量调整组件之间装夹有多个电磁继电器。
5.本发明的有益效果是:
6.1、本发明通过机械结构对电磁继电器进行定位夹紧,代替了传统的人手工用钳子夹着继电器镀锡的方式,由于每次加工一批工件其镀锡高度都可以先调节到合适位置,因此每一批的继电器其引脚的镀锡高度可保证相同,经过镀锡后产品的一致性好,为后续的焊接等工序提供质量可靠的零件。
7.2、本发明一次最多可装夹5个电磁继电器,且两套夹持装置可交替工作,实现一上料一加工的操作,可连续进行继电器引脚的镀锡操作,极大的提高了加工效率,缩短了加工时间。
8.3、本发明只需要对继电器进行装夹和拆卸操作,在镀锡的过程中全程不需要人工操作,既能避免操作人员被熔融态的锡烫伤,又能防止工件掉落在锡锅里,极大的降低了操作人员的劳动强度,提高了其作业环境。
附图说明
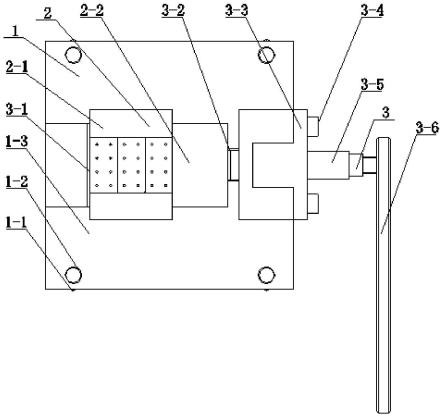
9.图1是三个电磁继电器安装在本技术夹持装置主视图;
10.图2是图1的左视图;
11.图3是图1的俯视图;
12.图4是高度调节底板1-3的主视图;
13.图5是图4的左视图。
具体实施方式
14.具体实施方式一:结合图1-图5说明本实施方式,所述一种电磁继电器引脚翻转镀锡夹持装置,它包括高度调节组件1、位置及数量调整组件2和定位夹紧组件3;位置及数量调整组件2和定位夹紧组件3安装在高度调节组件1上,定位夹紧组件3包括螺杆套3-3、螺杆3-5和扳手3-6;高度调节组件1上加工有高度调节台,位置及数量调整组件2靠近高度调节台设置,螺杆套3-3固定安装在高度调节组件1上,螺杆3-5螺纹连接安装在螺杆套3-3上,扳手3-6套设在螺杆3-5的旋紧端上,螺杆3-5的螺纹端顶在位置及数量调整组件2上,高度调节台和位置及数量调整组件2之间装夹有多个电磁继电器。
15.具体实施方式二:结合图1-图5说明本实施方式,所述一种电磁继电器引脚翻转镀锡夹持装置,本实施方式与具体实施方式一不同点在于高度调节组件1包括高度调节底板1-3、四个调节螺杆1-2和四个锁紧螺母1-1;高度调节底板1-3为长方形板体,高度调节底板1-3上加工有高度调节台,高度调节底板1-3每个角螺纹连接插装有一个调节螺杆1-2,每个调节螺杆1-2上设有一个锁紧螺母1-1。每个调节螺杆1-2通过锁紧螺母1-1进行螺纹锁紧。其它组成和连接方式与具体实施方式一相同。
16.具体实施方式三:结合图1-图3说明本实施方式,所述一种电磁继电器引脚翻转镀锡夹持装置,本实施方式与具体实施方式一不同点在于位置及数量调整组件2包括高度调整块2-1和位置及数量调整块2-2;高度调整块2-1为长方形板体,位置及数量调整块2-2为长方形块体,高度调整块2-1和位置及数量调整块2-2设置在高度调节台和螺杆套3-3之间,电磁继电器设置在高度调整块2-1上。其它组成和连接方式与具体实施方式一相同。
17.具体实施方式四:结合图1-图3说明本实施方式,所述一种电磁继电器引脚翻转镀锡夹持装置,本实施方式与具体实施方式一不同点在于定位夹紧组件3包括第一防滑防磕橡胶垫3-1、第二防滑防磕橡胶垫3-2;第一防滑防磕橡胶垫3-1靠近高度调节台设置,第二防滑防磕橡胶垫3-2靠近螺杆3-5的螺纹端设置。其它组成和连接方式与具体实施方式二相同。
18.具体实施方式五:结合图1-图3说明本实施方式,所述一种电磁继电器引脚翻转镀锡夹持装置,本实施方式与具体实施方式一不同点在于定位夹紧组件3包括多个内六角螺钉3-4;螺杆套3-3通过多个内六角螺钉3-4固定安装在高度调节组件1上。其它组成和连接方式与具体实施方式一相同。
19.本技术四个调节螺杆1-2分别布置在高度调节底板1-3的四角,在高度调节底板1-3的背面每个调节螺杆1-2分别配有一个锁紧螺母1-1。电磁继电器高度调整块位于底板与继电器中间。在电磁继电器的右侧布置的是位置及数量调整块2-2,通过利用它的长度或者宽度方向的尺寸,可调整每次装夹工件的数量。螺杆3-5与螺杆套3-3是夹紧的主要零部件,
它们之间是螺纹连接,通过旋转螺杆3-5将转动转换为夹紧所需的直线运动。在高度调节底板1-3的一侧及螺杆3-5的端部分别粘接的是防滑防磕橡胶垫,两块橡胶垫在工件装夹及镀锡的过程中起到防滑、防磕的作用。在最右侧布置的是扳手3-6,在工件的装卸过程中,扳手3-6可以旋转螺杆使其相对于螺杆套进行直线运动。
20.工作原理
21.每次对一批电磁继电器进行镀锡时,需先取合适数量的继电器3-5个,并并排装夹在镀锡夹持装置上,调整到合适的位置,将夹持装置及继电器一同翻转使继电器引脚竖直朝下,将其放置在锡锅正上方。逐渐调整高度调节底板1-3四角上的高度调节螺钉1-2使所有电磁继电器的引脚均浸入到锡锅中,并能保证每个引脚上镀锡的高度达到规定的要求为止。整个夹持装置的高度调整好后,分别锁紧高度调节螺钉1-2上的每个锁紧螺母1-1。至此,整个夹持装置的镀锡高度调整完成。此时,可以开始后续的批量镀锡工作。根据需要,每次取3-5个电磁继电器放置在高度调节底板1-3上,视情况调整高度调整块2-1和位置及数量调整块2-2的位置,电磁继电器的位置调整好后,即可将其定位夹紧在夹持装置上。用扳手3-6旋转螺杆3-5的右侧,使螺杆3-5水平向左侧旋进直至将电磁继电器夹紧位为止。当电磁继电器装夹好后,即可翻转夹持装置,将其放置在锡锅上,使4个高度调节螺钉1-2均匀对称落在锡锅上,此时电磁继电器的引脚浸入锡锅的高度刚好达到规定数值,稍作停留即可完成电磁继电器引脚镀锡工作。一套夹持装置在镀锡时,另一套可进行装夹操作,如此可实现连续、批量的镀锡操作。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1