一种蓄电池全自动盖盖片机的制作方法
1.本发明涉及的是一种蓄电池全自动盖盖片机,属于蓄电池生产设备技术领域。
背景技术:
2.随着科技的发展、人们生活质量的提高,石油资源面临危机、地球生态环境日益恶化,形成了新型二次电池及相关材料领域的科技和产业快速发展的双重社会背景。在市场的迫切需求下,新型二次电池应运而生。其中,高能镍镉电池、镍金属氢化物电池、镍锌电池、免维护铅酸电池、铅布电池、锂离子电池、锂聚合物电池等新型二次电池备受青睐,被广泛应用,且形成产业并迅猛发展。
3.在现有技术的蓄电池生产过程中,一般需要由工人手动对蓄电池进行人工盖盖片,由于蓄电池日产量较大,采用人工盖片,工作强度集中,且生产效率低下。
4.cn213483792u公开了一种蓄电池自动盖片机,其不设置检测机构,无法对因发生生产问题而存在没有盖盖片或盖片质量尽问题的情况进行筛选,生产质量稳定性不足。
技术实现要素:
5.本发明提出的是一种蓄电池全自动盖盖片机,其目的旨在克服现有技术存在的上述不足,在实现蓄电池全自动盖盖片的基础上,可对盖片进行检测,保证生产质量。
6.本发明的技术解决方案:一种蓄电池全自动盖盖片机,其结构包括沿电池输送线依次设置在机架上的横移取料模块、蓄电池定位夹紧模块、视觉检测模块和不合格品推出模块,横移取料模块下方设有旋转供料模块和上料中间过渡模块,上料中间过渡模块和蓄电池定位夹紧模块之间设有机器人取料盖片模块,不合格品推出模块相对的电池输送线侧面设有不合格品推出架,视觉检测模块电连接视觉工控机,机架上还设有触摸屏控制器。人工在旋转供料模块中加满盖片,然后横移取料模块将旋转供料模块的盖片吸取放置到上料中间过渡模块上。机器人取料盖片模块将盖片从上料中间过渡模块中取走放置在定位夹紧模块夹紧的蓄电池的中盖上,实现自动盖片的功能。盖完盖片的蓄电池通过电池输送线输送经过视觉检测模块,对输送线模块输送的蓄电池中盖上的盖片质量进行检测,判断有无漏盖、盖歪、盖斜、反盖等情况。如果没有则输送线继续输送电池至机尾;如果有不合格品,那么不合格品推出模块则将不合格的电池推出至不合格品推出架。
7.优选的,为了实现连续供料,旋转供料模块包括供料底板,供料底板上装有凸轮分割器,凸轮分割器连接机架上的a减速器,a减速器连接a电机,凸轮分割器上装有转接法兰盘,转接法兰盘连接旋转盘,旋转盘上圆周向均匀装有16个旋转料仓,旋转料仓内装载盖片。供料底板上装有顶升供料机构,顶升供料机构包括安装在供料底板上的电机座,电机座上装有互相连接的b伺服电机和b减速机,b减速机驱动连接a齿轮,供料底板上还装有直线导向机构,直线导向机构上装有齿条,a齿轮啮合齿条。
8.优选的,为了实现盖片的上料,横移取料模块包括安装在机架上的支撑座,支撑座上装有横移机架,横移导向直线导轨和横移齿条平行安装在横移机架上,滑动连接在横移
导向直线导轨上的滑块与横移电机安装板连接,横移电机安装板上装有相互连接的c伺服电机和c减速机,c减速机驱动连接b齿轮,b齿轮啮合横移齿条。横移电机安装板边缘安装有取料气缸,取料气缸输出端连接装有取料吸头的吸头安装板。
9.优选的,为了实现盖片的盖上电池前的过渡,上料中间过渡模块包括安装在机架上的调节板,调节板上装有4根支撑柱,4根支撑柱顶端安装支架板,支架板上安装有中间设定位槽的过渡定位块。
10.优选的,为了实现对盖片的取料,机器人取料盖片模块包括安装在机架上的机器人底座,机器人底座上装有带升降丝杆的scar机器人,scar机器人的升降丝杆上装有夹紧套,夹紧套连接吸盘固定块,吸盘固定块上装有吸头。
11.优选的,为了实现对蓄电池的定位,蓄电池定位夹紧模块包括对应安装在机架上电池输送线两侧的限位固定座和气缸固定座,气缸固定座上装有直线导轨和夹紧气缸安装板,夹紧气缸安装板上装有夹紧气缸,夹紧气缸活塞杆连接滑块安装板,滑块安装板滑动连接在直线导轨上,滑块安装板上装有推板。气缸固定座上还安装有止退气缸,止退气缸活塞杆连接气缸顶头。
12.优选的,为了实现对盖片的检测,视觉检测模块包括安装在流水线侧面上的视觉检测机架,视觉检测机架内侧装有相机、镜头、led光条和视觉阻挡机构,视觉检测机架外侧装有视觉工控机。视觉阻挡机构包括安装在视觉检测机架内侧上的a气缸安装板,a气缸安装板上装有视觉阻挡气缸,视觉阻挡气缸输出端连接。
13.优选的,为了剔除不合格品,不合格品推出模块包括安装在流水线侧面上的两根支架板,支架板上装有b气缸安装板,b气缸安装板上装有推出气缸和直线轴承,推出气缸活塞杆连接电池推板,电池推板上还装有2根导向轴,导向轴与直线轴承导向连接。
14.本发明的优点:结构设计合理,实现了从清洗机出来的蓄电池全自动完成盖盖片工序,同时可实现视觉检测盖片效果,防止次品误入后续工序,操作简单,可有效降低人工成本和劳动强度,可保证成品质量稳定性,可有效提高生产效率。
附图说明
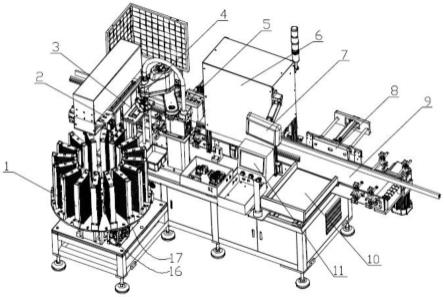
15.图1是本发明蓄电池全自动盖盖片机的结构示意图。
16.图2是图1的主视图。
17.图3是图2的左视图。
18.图4是图2的俯视图。
19.图5是图1中旋转供料模块的结构示意图。
20.图6是图1中横移取料模块的结构示意图。
21.图7是图1中上料中间过渡模块的结构示意图。
22.图8是图1中机器人取料盖片模块的结构示意图。
23.图9是图1中蓄电池定位夹紧模块的结构示意图。
24.图10是图1中视觉检测模块和视觉工控机的结构示意图。
25.图11是图1中不合格品推出模块和不合格品推出架模块的结构示意图。
26.图12是图1中电池输送线模块的结构示意图。
27.图13是图1中触摸屏控制模块的结构示意图。
28.图中的1是旋转供料模块、11是供料底板、12是凸轮分割器、13是转接法兰盘、14是旋转盘、15是旋转料仓、16是a伺服电机、17是a减速机、18是顶升供料机构、181是电机座、182是b伺服电机、183是b减速机、184是a齿轮、19是直线导向机构、110是齿条、111是盖片、2是横移取料模块、201是支撑座、202是横移机架、203是横移导向直线导轨、204是横移齿条、205是滑块、206是横移电机安装板、207是c伺服电机、208是c减速机、209是b齿轮、210是取料气缸、211是吸头安装板、212是取料吸头、3是上料中间过渡模块、31是调节板、32是支撑柱、33是支架板、34是过渡定位块、4是机器人取料盖片模块、41是机器人底座、42是scar机器人、43是夹紧套、44是吸盘固定块、45是吸头、5是蓄电池定位夹紧模块、51是限位固定座、52是气缸固定座、53是直线导轨、54是夹紧气缸安装板、55是夹紧气缸、56是滑块安装板、57是推板、58是止退气缸、59是气缸顶头、6是视觉检测模块、61是视觉检测机架、62是相机、63是镜头、64是led光条、65是视觉阻挡机构、651是a气缸安装板、652是视觉阻挡气缸、653是挡条、7是视觉工控机、8是不合格品推出模块、81是支架板、82是b气缸安装板、83是推出气缸、84是直线轴承、85是电池推板、86是导向轴、9是电池输送线、91是支脚、92是侧面板、93是主动传动组件、94是从动传动组件、95是涨紧组件、96是驱动减速电机、97是滑轮组件、98是输送链板、10是不合格品推出架、11是触摸屏控制器、111是触摸屏控制盒、112是触摸屏、113是急停按钮、114是启动按钮。
具体实施方式
29.下面结合实施例和具体实施方式对本发明作进一步详细的说明。
30.如图1-4所示,一种蓄电池全自动盖盖片机,其结构包括沿电池输送线9依次设置在机架上的横移取料模块2、蓄电池定位夹紧模块5、视觉检测模块6和不合格品推出模块8,横移取料模块2下方设有旋转供料模块1和上料中间过渡模块3,上料中间过渡模块3和蓄电池定位夹紧模块5之间设有机器人取料盖片模块4,不合格品推出模块8相对的电池输送线9侧面设有不合格品推出架10,视觉检测模块6电连接视觉工控机7,机架上还设有触摸屏控制器11。
31.工作时,人工在旋转供料模块1中加满料(盖片),然后横移取料模块2将旋转供料模块1上的盖片吸取放置到上料中间过渡模块3上。机器人取料盖片模块4将盖片从上料中间过渡模块3中取走放置在定位夹紧模块5夹紧的蓄电池的中盖上,实现自动盖片的功能。盖完盖片的蓄电池通过电池输送线9输送经过视觉检测模块6,对输送线模块9输送的蓄电池中盖上的盖片111质量进行检测,判断有无漏盖、盖歪、盖斜、反盖等情况(可采用现有技术控制方法和系统)。如果没有则输送线9继续输送电池至机尾;如果有不合格品,那么不合格品推出模块8则将不合格的电池推出至不合格品推出架10。不合格品推出模块8靠近输送线模块9末端侧面设置。触摸屏控制器11可对于一些功能性参数进行调整以及控制(可采用现有技术控制方法和系统)。
32.如图1、5所示,旋转供料模块1包括供料底板11,供料底板11上装有凸轮分割器12,凸轮分割器12连接机架上的a减速器17,a减速器17连接a电机16,凸轮分割器12上装有转接法兰盘13,转接法兰盘13连接旋转盘14,旋转盘14上圆周向均匀装有16个旋转料仓15,旋转料仓15内装载盖片111。凸轮分割器12通过a伺服电机16带动a减速机17,a减速器17输出驱动凸轮分割器12转动,保证每个旋转料仓15都能够准确的转到指定位置。
33.供料底板11上装有顶升供料机构18,顶升供料机构18包括安装在供料底板11上的电机座181,电机座181上装有互相连接的b伺服电机182和b减速机183,b减速机183驱动连接a齿轮184,供料底板11上还装有直线导向机构19,直线导向机构19上装有齿条110,a齿轮184啮合齿条20。b伺服电机182、b减速机183驱动a齿轮184转动,a齿轮184带动齿条110直线导向机构19的作用下进行顶升供料的功能,每当一片盖片111被吸取时,能够做到精准顶升补偿供料,当用完一个旋转料仓15时,也可以快速下降到安全位置,能够让转盘14及时的切换到下一个工位。
34.如图6所示,横移取料模块2包括安装在机架上的支撑座201,支撑座201上装有横移机架202,横移导向直线导轨203和横移齿条204平行安装在横移机架202上,滑动连接在横移导向直线导轨203上的滑块205与横移电机安装板206连接,横移电机安装板206上装有相互连接的c伺服电机207和c减速机208,c减速机208驱动连接b齿轮209,b齿轮209啮合横移齿条204。横移电机安装板206依靠伺服电机207减速机208带动c齿轮209驱动,进行横移功能。
35.横移电机安装板206边缘安装有取料气缸210,取料气缸210输出端连接装有取料吸头212的吸头安装板211。通过气缸210伸缩以及吸头212负压吸料来完成取料功能。
36.如图7所示,上料中间过渡模块3包括安装在机架上的调节板31,调节板31上装有4根支撑柱32,4根支撑柱32顶端安装支架板33,支架板33上安装有中间设定位槽的过渡定位块34。横移取料模块2从旋转料仓15中取完料后,将盖片,111放置到过渡定位块34的定位槽中精准定位,方便后续机器人取料盖片模块4取料的精准性。
37.如图8所示,机器人取料盖片模块4包括安装在机架上的机器人底座41,机器人底座上41装有带升降丝杆的scar机器人42,scar机器人42的升降丝杆上装有夹紧套43,夹紧套43连接吸盘固定块44,吸盘固定块44上装有吸头45。scar机器人42带动吸头45将盖片111从过渡定位块34的定位槽中吸取,放置到电池输送线9上的电池夹紧模块5处正在夹紧的蓄电池的中盖对应的槽中。通过scar机器人42的快速取料盖片111,节拍快速,取料盖片精准,大大的提高了效率。
38.如图9所示,蓄电池定位夹紧模块5包括对应安装在机架上电池输送线9两侧的限位固定座51和气缸固定座52,气缸固定座52上装有直线导轨53和夹紧气缸安装板54,夹紧气缸安装板54上装有夹紧气缸55,夹紧气缸55活塞杆连接滑块安装板56,滑块安装板56滑动连接在直线导轨53上,滑块安装板56上装有推板57。随着气缸55伸缩运动带动着滑块安装板56和安装在滑块安装板56上的推板57进行直线运动,将电池夹紧。
39.气缸固定座52上还安装有止退气缸58,止退气缸58活塞杆连接气缸顶头59。防止在气缸55缩回,推板57张开时,电池被带偏,倾斜。
40.如图10所示,视觉检测模块6包括安装在流水线侧面(侧面板92)上的视觉检测机架61,视觉检测机架61内侧装有相机62、镜头63、led光条64和视觉阻挡机构65,视觉检测机架61外侧装有视觉工控机7。视觉阻挡机构65包括安装在视觉检测机架61内侧上的a气缸安装板651,a气缸安装板651上装有视觉阻挡气缸652,视觉阻挡气缸652输出端连接653。
41.如图11所示,不合格品推出模块8包括安装在流水线侧面(侧面板92)上的两根支架板81,支架板81上装有b气缸安装板82,b气缸安装板82上装有推出气缸83和直线轴承84,推出气缸83活塞杆连接电池推板85,电池推板85上还装有2根导向轴86,导向轴86与直线轴
承84导向连接。推出气缸83推动电池推板85将不合格品电池从电池输送线9上推出到不合格品推出架10上。
42.如图12所示,电池输送线9包括安装在机架上的支脚91,支脚91上装有侧面板92、主动传动组件93、从动传动组件94、涨紧组件95、驱动减速电机96、两侧的滑轮组件97以及输送链板98。为现有技术结构,不作赘述。
43.如图13所示,触摸屏控制器11包括安装在机架上的触摸屏控制盒111,触摸屏控制盒111上装有触摸屏112、急停按钮113和启动按钮114。
44.根据以上结构,工作时,具体的,人工在旋转供料模块1中加满料,然后横移取料模块2将旋转料仓15上的盖片111吸取放置到上料中间过渡模块3上的过渡定位块34中。机器人取料盖片模块4中的scar机器人42将盖片111从过渡定位块34上料槽中取走放置在定位夹紧模块5夹紧的蓄电池的中盖上,实现自动盖片的功能。盖完盖片111的蓄电池通过电池输送线9输送经过视觉检测模块6,对输送线模块9输送的蓄电池中盖上的盖片111质量进行检测,判断有无漏盖、盖歪、盖斜、反盖等情况。如果没有则输送线9继续输送电池至机尾;如果有不合格品,那么不合格品推出模块8则将不合格的电池推出至不合格品推出架10。不合格品推出模块8靠近输送线模块9末端侧面设置。触摸屏控制模块11对于一些功能性参数进行调整以及控制。
45.以上所述各部件均为现有技术,本领域技术人员可使用任意可实现其对应功能的型号和现有设计。
46.以上所述的仅是本发明的优选实施方式,应当指出,对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1