一种干法电极纤维化的调控方法与流程
1.本发明涉及锂电池技术领域,特别涉及一种干法电极纤维化的调控方法。
背景技术:
2.随着锂电池市场的日益增长扩大和应用的固定化,其制造成本和环境影响是锂电池面临的挑战之一。传统锂电池采用溶剂法制造工艺,即将悬浮液态浆料涂覆到箔材集流体上。此工艺方法的缺点是通常使用有毒、昂贵的有机溶剂如n,n-二甲基吡咯烷酮(nmp)等,在制造过程中nmp会因水分含量过高导致电池在循环过程中出现膨胀、性能衰减过快等问题。此外,制造过程中溶剂蒸发和回收造成巨大的能耗。
3.基于上述问题,无溶剂制造方法开发具有成本效益和环境友好的锂电池方面具有重要研究意义。已有不少研究者采用干法工艺制备出电极片及电池,他们将活性材料、导电材料、粘结剂等粉料进行混合,采用喷射研磨、挤出、气流粉碎等各种方式压延形成连续的自支撑干法膜,将该膜与集流体复合以形成电极极片。这种干法电极制备工艺方法生产优势:
①
节约了溶剂的搅拌能量,搅拌过程中能量减少,设备也减少;
②
省去溶剂干燥、回收及损耗的处理;
③
同一设备上实现搅拌、涂布和辊压,设备占比减少;
④
节省时间和人工成本。因此不仅降低产品能耗,降低生产成本,更能提升锂电池的寿命。
4.但在干法电极制备方法中因粘结剂以纤维化的形态存在,所以粘结剂的纤维化非常重要。由于现有工艺技术制备过程中粘结剂通过气流粉碎、喷射研磨等方法进行干纤维化,这种纤维化难度大,因设备内剪切力较高会导致粘结剂的粘结性能下降,最直接的严重后果是正负极活性颗粒发生部分失活、表面开裂等。此外,高的剪切力对设备的要求很高,造成生产成本较高,不利于规模化生产;若降低剪切力,则粘结剂纤维化程度低,不足以粘连活性颗粒和导电剂,易呈现粉体脱落等问题,也可能导致电极难热压成型。专利cn 112420986 a使用了高剪切力的搅拌机、气流磨、螺杆挤出机等多种机械进行干法制备电极,专利cn 112289976 a采用17000-25000rpm的速度搅拌10min~30min进行纤维化,这些方案对设备要求高,而且极高的剪切力可能会对活性颗粒结构产生不利影响。
5.因此,如何干法制备一种纤维化程度高、对活性物质微观结构破坏性小和对设备要求低的干法电极纤维化及调控方法成为本领域技术人员急需解决的问题。
技术实现要素:
6.针对现有技术中存在的问题,本发明提供了一种干法电极纤维化的调控方法。本发明提供的纤维化方法采用了体积拉伸流场混料方法及原理,其显著优势是不仅极大降低了粘结剂的纤维化难度,而且网络结构纤维化程度更高,最有利于搭接完整的三维网状结构,提升对物料组分间粘结的牢固度;大大降低了活性颗粒微观结构损坏,稳定提升了混合物料的最佳均匀性;缩短了制浆混合时间,压缩至按分钟来计量;本发明还因能够提升粘剂纤维化程度,使粘结剂纤维化更充分、各组分间的分散均匀性更好,减少了粘结剂的使用量并提升压延效果,可制备厚电极将有利于提高电池的能量密度。该方法因大幅降低干法制
备电极片的工艺难度可快速降低成本,实现企业大规模生产。
7.为解决上述技术问题,本发明采用以下技术方案:一种干法电极纤维化的调控方法,步骤如下:(1)粉体预混合:将电极活性物质、导电剂、可纤维化粘结剂在恒温小于30℃环境下进行预混,预混时间10min~60min;(2)预纤维化-原位交联反应:将步骤(1)中预混合的粉体进行加热处理,温度为50~150℃,原位交联反应时间为10min~60min;(3)均纤维化:将步骤(2)中的物料放入混合分散设备中,所述混合混合分散设备具有均匀分布的星型转子,且搅拌桨偏心化和/或角度化安装,保持35-50m/s的线速度,均纤维化分散时间5-10min,循环次数不大于3次;所述的纤维化方法是将含有粘结剂的混合物料在相逆性混合物料流也可称为体积拉伸流场的作用下,促使粘结剂有序化排列和原位纤维化。因体积拉伸流场的剪切作用相对较弱,对活性物料的破坏作用较小,其流场更有利于提高粘结剂粗纤维高效插层、剥离形成细纤维对活性物料的固化作用;(4)干法膜片:将步骤(3)中均纤维化后的物料通过水平辊压和垂直辊压,温度控制60-150℃,压延成干法膜片;(5)干法电极片:将干法膜片通过热辊压复合到集流体的两侧,即得干法电极极片。
8.进一步,步骤(1)中的可纤维化粘结剂,包括但不限于聚四氟乙烯、丁苯橡胶、聚偏二氟乙烯、聚氧化乙烯、聚(偏二氟乙烯-六氟丙烯)、聚丙烯腈、(甲基)聚丙烯腈、聚乙烯醇、聚丙烯酸、聚甲基丙烯酸甲酯、改性聚甲基丙烯酸甲酯、聚偏氟乙烯类共聚物、聚苯乙烯中的至少一种,也即粘结剂可以是其中两种或两种以上的混合物;其中所述可纤维化粘结剂为分散型,非悬浮型;所述可纤维化粘结剂材料粒径d50为100nm-50μm,长径比>5,纯度99.9%。分子量介于10
5-108g/mol之间。因粘结剂的物性参数对纤维化网络结构有较大的影响,因此对粘结剂性质及规格参数进行了规定。
9.所述的可纤维化粘结剂为50-150℃低熔点粘合。
10.所述可纤维化粘结剂聚合物在体积拉伸流场作用下,使粘结剂有序化排列和原位纤维化。体积拉伸流场的剪切作用相对较弱,对活性物料的破坏作用较小,其流场使粘结剂粗纤维化及粗纤维高效插层、剥离形成细纤维。
11.进一步,所述步骤(1)粉体预混合在恒温小于30℃环境下进行(任何形式的混合方式),目的是避免粘结剂提前进行不均匀的纤维化,影响热压膜片的微观结构。
12.进一步,所述步骤(2)原位交联反应需控制反应温度、时间,实现粘结剂的膨胀化。
13.进一步,所述步骤(2)加热处理的加热方式为电阻加热或红外线加热。
14.进一步,所述步骤(3)实现均纤维化的混合分散设备的转子为星形转子,且均匀布局。
15.进一步,所述步骤(3)实现均纤维化的混合分散设备的搅拌桨倾斜角度0-30
°
。
16.进一步,所述步骤(3)实现均纤维化的混合分散设备的搅拌桨为偏心安装搅拌方式,搅拌浆的旋转方向和速度可以最佳地适应应用场所;进一步,所述步骤(3)实现均纤维化的混合分散设备设有底/壁刮板,提供额外的
搅拌。它可以防止锅壁和锅底结块,在循环分散过程中实现浆料的均匀化。
17.进一步,所述步骤(3)的均纤维化混合分散设备可以是转鼓混合器、圆锥螺杆式混合机、密集混合器等。
18.进一步,所述步骤(3)均纤维化目的一是为了获取均匀的混合粉体,二是将已预纤维化膨胀的粘结剂进一步均匀纤维化以得到较好的网状纤维网络结构;实现纤维化后的网状结构对活性颗粒进行“包覆”。
19.进一步,所述步骤(4)辊压过程控制热压温度,否则导致膜片不易成形,很难转移到集流体上。
20.相比于现有技术,本发明至少包括如下所述的有益效果:1、本发明采用逆流或恒流混料方法及原理,实现高速差的相逆性体积拉伸流场,其显著优势是微纳米粘剂粒子高效插层、剥离,纤维化后形成网状纤维化网络结构对活性颗粒进行“包覆”。搅拌桨的偏心化、角度化搅拌,由此产生具有高速差的相逆性体积拉伸混合物料流场,形成一个强大的混合物料流的垂直分量,这不仅极大降低了粘结剂的纤维化难度,而且网络结构纤维化程度更高更有利于搭接完整的三维网状结构,提升对物料组分间粘结的牢固度。
21.2、本发明的纤维化调控方法明显缩短了粉料的混合时间,降低了活性材料微观结构损坏程度,减少活性物质因高剪切力导致的失活比例,实现了活性物质在粘结剂中的物料混合的最佳化。
22.3、本发明的纤维化调控方法避免提前进行不均匀的纤维化,影响辊压过程膜片的成型;还可避免没有达到完全的纤维化,在辊压过程中导致膜片粉碎,无法成型。
23.4、本发明的纤维化方法可大幅降低干法制备电极片的工艺难度,有利于制备厚电极,快速降低成本,实现企业大规模生产。
附图说明
24.图1为实施例1直观纤维化照片。
25.图2为实施例1辊压后扫描电镜。
26.图3为实施例2直观纤维化照片。
27.图4为实施例2辊压后照片。
28.图5为对比例1辊压后照片。
29.图6为对比例2辊压后照片。
30.图7为对比例3辊压后照片。
31.图8为对比例4辊压后照片。
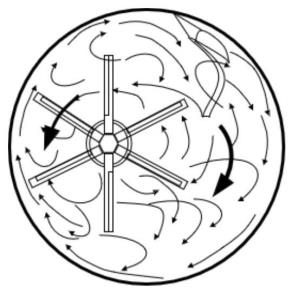
32.图9为相逆性混合物料体积拉伸流场原理示意图。
具体实施方式
33.下面结合具体实施例,对本发明做进一步说明。应理解,以下实施例仅用于说明本发明而非用于限制本发明的范围,该领域的技术熟练人员可以根据上述发明的内容作出一些非本质的改进和调整。
34.实施例1
本实施例干法电极纤维化的调控方法如下:(1)粉体预混合:将电极活性物质小粒径三元材料(ncm622)、导电剂科琴黑(kb)、可纤维化粘结剂分散型聚四氟乙烯(粉末状)预混合,预混方式为双行星搅拌等任何一种混合均匀的方式,预混时间30min;其中小粒径三元材料(ncm622):分散型聚四氟乙烯(粉末状):科琴黑(kb)=80:10:10,总质量控制200g,聚四氟乙烯粘结剂粒径d50为5.5
±
2μm,长径比>5,纯度99.9%,分子量10
5-108g/mol;(2)原位交联反应-预纤维化:将步骤(1)混料后的粉体进行加热处理,加热方式为电阻加热,温度为60
±
3℃,原位交联反应时间为30min;(3)均纤维化:将步骤(2)原位交联反应后的物料放入密集混合机中,密集混合机的搅拌桨倾斜角度0
°
,密集混合机的搅拌桨为偏心安装搅拌方式,搅拌浆的旋转方向和速度可以最佳地适应应用场所,分散速度保持35-40m/s,步骤时间5min,总循环次数1次,密集混合机设有底/壁刮板,提供额外的搅拌,可以防止锅壁和锅底结块,在循环分散过程中实现浆料的均匀化;(4)干法膜片:将步骤(3)中均纤维化后的物料通过水平辊压和垂直辊压,温度控制80℃,压延成干法膜片,收放成卷;(5)干法电极:将干法膜片通过热辊压贴合到集流体的两面,即得干法电极极片。
35.实施例2实施例2与实施例1的区别在于,石墨:分散型聚四氟乙烯(乳液态):科琴黑(kb)=80:10:10。
36.实施例3实施例3与实施例2的区别在于步骤(3)均纤维化步骤,密集混合机的搅拌桨倾斜角度为30
°
,分散速度保持35-40m/s。
37.对比例1对比例1与实施例2的区别在于粘结剂分子量4000-20000g/mol。
38.对比例2对比例2与实施例2的区别在于步骤(3)均纤维化的分散速度保持20-30m/s。
39.对比例3对比例3与实施例2的区别在于步骤(3)均纤维化的分散速度保持35-40m/s,步骤时间5min,总循环次数4次。
40.对比例4对比例4与实施例2的区别在于步骤(3)均纤维化的混合分散设备无偏心不倾斜,分散速度保持35-40m/s,步骤时间5min,总循环次数1次。
41.由实施例1~3与对比例1~4制备的纤维化的粉体或辊压后的极片扫描电镜、照片如图1-8所示。图1是实施例1均匀纤维化后粉体的直观纤维化照片,从图1的照片中可以明显看出已经有纤维化的细丝状物存在于物料中;图2是实施例2纤维化后物料照片,物料部分已经完全形成一体;图3实施例3辊压后扫描电镜,物料颗粒大小相近,均匀,极片表面比较均匀,有明显的细丝状、纤维化状态;图4为实施例3辊压后照片辊压出料均匀,极片膜无孔洞,边缘整齐等现象,影响极片膜品质;图5-8为对比例1-4辊压后出膜情况,图5中粘结剂的分子量较小,辊压后的极片表面比较粗糙,极片膜片边缘参差不齐;图6是对比例2辊压后
的图片,分散速度较低,纤维化程度低,辊压之后极片表面比较光滑细腻,极片边缘不整齐;图7是对比例3中粉体纤维化后辊压的图片,从图片中看出极片因过渡纤维化造成极片边缘整齐度严重降低,导致极片质量下降;图8是对比例4,设备运行参数是正常的,但因设备未偏心化,倾斜化,造成粉体纤维化程度不足,辊压之后极片表面比较粗糙,边缘整齐度严重不足,造成极片浪费。从图5-8对比例的辊压之后的照片中不难看出纤维化程度不足或过度都会造成极片膜出现边缘不齐的现象,影响极片膜成型品质。
42.综合来看,混合物料使用本发明的纤维化调控方法后,可明显看出纤维化的细丝状物存在于物料中,辊压后的极片表面比较均匀,有明显的细丝状、纤维化状态,辊压出膜更加齐整,几乎无边缘缺陷的问题提高物料利用率。
43.以上显示和描述了本发明的基本原理和主要特征以及本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1