一种圆柱电池模组生产线的制作方法
1.本实用新型涉及圆柱电池生产加工设备领域,特别是涉及一种圆柱电池模组生产线。
背景技术:
2.圆柱电池是一种容量高、循环寿命长、使用环境温度宽广的电池。产品应用于太阳能灯具、草坪灯具、后备能源、电动工具、玩具模型上、光伏能源上。圆柱电池分为磷酸铁锂、钴酸锂、锰酸锂、钴锰混合、三元材料不同体系,外壳分为钢壳和聚合物两种,不同材料体系电池有不同的优点。主要以钢壳圆柱磷酸铁锂电池为主,铁锂电池表现为容量高、输出电压高、良好的充放电循环性能、输出电压稳定、能大电流放电、电化学稳定性能、使用中安全、工作温度范围宽、对环境友好。
3.圆柱电池在很多领域都有广泛应用,是一种基础电池,圆柱电池的生产加工已经逐渐实现了自动化,但在生产加工的过程中,依然有部分流程需要人工进行干预操作,随着经济的发展,人工成本的日益提高,这种生产加工模式不仅费时费力,不利于降低生产加工成本,同时也无法保证生产加工进度以及产能的稳定性。
4.因此亟需提供一种圆柱电池模组生产线来解决上述问题。
技术实现要素:
5.本实用新型所要解决的技术问题是随着经济的发展,人工成本的日益提高,传统生产加工模式不仅费时费力,不利于降低生产加工成本,同时也无法保证生产加工进度以及产能的稳定。
6.为解决上述技术问题,本实用新型采用的一个技术方案是:提供一种圆柱电池模组生产线,包括产线基座,所述产线基座的顶部设置有平移定位模组,所述平移定位模组上传送有多组电池电芯,电池电芯通过平移定位模组流入,平移定位模组将电池电芯等距移动至平移贴胶机构一和平移贴胶机构二的贴胶工位,所述平移定位模组的前端分别设置有平移贴胶机构一和平移贴胶机构二;
7.所述平移贴胶机构一包括移动底座,所述移动底座上设置有胶纸卷,所述移动底座后端的底部设置有贴胶模块;一组电池电芯移动至平移贴胶机构一的工位后,由平移贴胶机构一对电池电芯进行贴胶工作,平移贴胶机构一和平移贴胶机构二一般同时工作,每个机构完成5个电池电芯同步贴胶,从而保证产品产能;
8.所述平移定位模组的一端设置有压胶机构,所述压胶机构的前端设置有推料机构;电池电芯通过平移定位模组移动至压胶机构的压胶工位后,压胶机构会对贴好的胶纸进行胶纸压合,胶纸压合完成后,由推料机构将电池电芯推送至过渡平台上;
9.所述压胶机构的后端设置有过渡平台,所述产线基座顶部后端的一侧设置有与过渡平台相对应的电芯入治具模组,所述电芯入治具模组的一侧设置有传送治具。
10.优选的,所述平移定位模组上设置有多组与电池电芯相对应的定位座。
11.优选的,所述压胶机构包括压胶座,所述压胶座的顶部安装有压胶气缸,所述压胶气缸活塞杆的底端固定连接有与电池电芯相对应的压胶底座。
12.优选的,所述压胶底座与平移定位模组保持竖直对齐,压胶气缸的活塞杆在向下延伸时,会同步带动压胶底座对电池电芯上贴好的胶纸进行胶纸压合。
13.优选的,所述推料机构包括限位架,所述限位架的前端安装有多个与压胶机构相对应的推料气缸。
14.优选的,所述限位架固定在平移定位模组上,且推料气缸的活塞杆与平移定位模组上的多个电池电芯一一对应,从而使多个推料气缸的活塞杆可以将平移定位模组上的多个电池电芯水平推送至过渡平台上。
15.优选的,所述电芯入治具模组上设置有与多组电池电芯相对应的机械手,由机械手从过渡平台上抓取电芯,并搬运至传送治具上进行下料。
16.本实用新型的有益效果如下:
17.1.本实用新型通过设计全自动设备,不仅节省了大量的人工成本,而且设备结构及产能稳定,实现了圆柱电芯自动贴胶,提高产品兼容性和灵活性,大大提高生产效率;
18.2.本实用新型通过设计平移定位模组、平移贴胶机构、压胶机构、推料机构、过渡平台、电芯入治具模组和传送治具,可以全程自动完成电池电芯的自动贴胶工作,全程无需人工操作干预。
附图说明
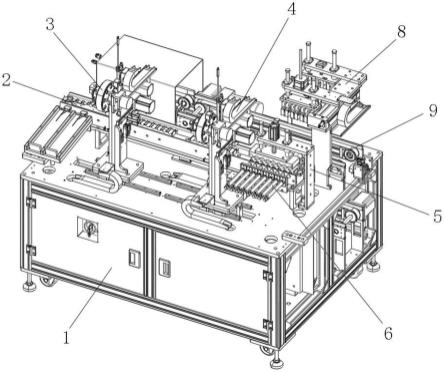
19.图1为本实用新型的第一视角结构图;
20.图2为本实用新型的第二视角结构图;
21.图3为本实用新型的第三视角结构图;
22.图4为本实用新型平移贴胶机构一的结构示意图;
23.图5为本实用新型压胶机构的结构示意图;
24.图6为本实用新型电芯入治具模组的结构示意图。
25.图中:1、产线基座;2、平移定位模组;3、平移贴胶机构一;301、移动底座;302、胶纸卷;303、贴胶模块;4、平移贴胶机构二;5、压胶机构;501、压胶座;502、压胶气缸;503、压胶底座;6、推料机构;601、限位架;602、推料气缸;7、过渡平台;8、电芯入治具模组;9、传送治具;10、电池电芯。
具体实施方式
26.下面结合附图对本实用新型的较佳实施例进行详细阐述,以使本实用新型的优点和特征能更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
27.请参阅图1-3,一种圆柱电池模组生产线,包括产线基座1,产线基座1的顶部设置有平移定位模组2,平移定位模组2上传送有多组电池电芯10,平移定位模组2上设置有多组与电池电芯10相对应的定位座,电池电芯10通过平移定位模组2流入,平移定位模组2将电池电芯10等距移动至平移贴胶机构一3和平移贴胶机构二4的贴胶工位,平移定位模组2的前端分别设置有平移贴胶机构一3和平移贴胶机构二4;
28.如图4所示,平移贴胶机构一3包括移动底座301,移动底座301上设置有胶纸卷302,移动底座301后端的底部设置有贴胶模块303;一组电池电芯10移动至平移贴胶机构一3的工位后,由平移贴胶机构一3对电池电芯10进行贴胶工作,平移贴胶机构一3和平移贴胶机构二4一般同时工作,每个机构完成5个电池电芯10同步贴胶,从而保证产品产能;
29.如图5所示,平移定位模组2的一端设置有压胶机构5,压胶机构5包括压胶座501,压胶座501的顶部安装有压胶气缸502,压胶气缸502活塞杆的底端固定连接有与电池电芯10相对应的压胶底座503;压胶底座503与平移定位模组2保持竖直对齐,压胶气缸502的活塞杆在向下延伸时,会同步带动压胶底座503对电池电芯10上贴好的胶纸进行胶纸压合;
30.压胶机构5的前端设置有推料机构6;电池电芯10通过平移定位模组2移动至压胶机构5的压胶工位后,压胶机构5会对贴好的胶纸进行胶纸压合,胶纸压合完成后,由推料机构6将电池电芯10推送至过渡平台7上;推料机构6包括限位架601,限位架601的前端安装有多个与压胶机构5相对应的推料气缸602;限位架601固定在平移定位模组2上,且推料气缸602的活塞杆与平移定位模组2上的多个电池电芯10一一对应,从而使多个推料气缸602的活塞杆可以将平移定位模组2上的多个电池电芯10水平推送至过渡平台7上;
31.如图6所示,压胶机构5的后端设置有过渡平台7,产线基座1顶部后端的一侧设置有与过渡平台7相对应的电芯入治具模组8,电芯入治具模组8的一侧设置有传送治具9;电芯入治具模组8上设置有与多组电池电芯10相对应的机械手,由机械手从过渡平台7上抓取电芯,并搬运至传送治具9上进行下料。
32.本实用新型在使用时,待加工的电池电芯10通过平移定位模组2流入,平移定位模组2将电池电芯10等距移动至平移贴胶机构一3和平移贴胶机构二4的贴胶工位,由平移贴胶机构一3对电池电芯10进行贴胶工作,平移贴胶机构一3和平移贴胶机构二4一般同时工作,每个机构完成5个电池电芯10同步贴胶,然后继续由平移定位模组2将其移动至压胶机构5的压胶工位,压胶气缸502的活塞杆在向下延伸时,会同步带动压胶底座503对电池电芯10上贴好的胶纸进行胶纸压合,胶纸压合完成后,由推料机构6将电池电芯10推送至过渡平台7上,电芯入治具模组8上设置有与多组电池电芯10相对应的机械手,由机械手从过渡平台7上抓取电芯,并搬运至传送治具9上进行下料。
33.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1