金属锂极片制备设备的制作方法
1.本实用新型涉及一种金属锂极片制备设备。
背景技术:
2.传统对金属锂进行一次及二次电池锂金属负极分切和极片成型等多道不同工序的加工一般都是采用人手操作的方式来实施的,人手操作不但具有生产效率低、分切精度差、分切效果差、成型精度差和成型效果差等不足,其还导致工人的劳动强度大和企业的劳务成本高,使其不能满足企业大规模批量化生产、自动化生产和高精度生产的要求。
技术实现要素:
3.本实用新型要解决的技术问题是提供一种金属锂极片制备设备,其整体的结构设计及其的制备方法实现了能对锂带开卷、牵引传送、清洁定长裁切、传送纠偏、纠偏定位、铜箔开卷、铜箔牵引传送、铜箔定长裁切、锂片与极耳堆叠、极耳制备及预压合、极片整形压合、极片转移堆叠和极片下料等一系操作,其具有生产效率高、裁切精度高、裁切效果好、整形压合精度高、整形压合效果好、良品率高和自动化操作程度高等优点,且其整个生产过程无需人工参与操作,使其实现能大大降低工人的劳动强度和降低企业的劳务成本,其满足了企业大规模批量化生产、自动化生产和高精度生产的要求,并有效地解决了传统采用人工操作的方式来对金属锂进行一次及二次电池锂金属负极分切、极片成型等多道不同工序的加工导致其具有生产效率低、分切精度差、分切效果差、成型精度差、成型效果差、工人的劳动强度大和企业的劳务成本高的问题。本实用新型是通过以下技术方案来实现的:
4.金属锂极片制备设备,包括底板,底板的上面设置有锂带放卷纠偏机构,锂带放卷纠偏机构的一侧设置有锂带裁切清洁机构,锂带裁切清洁机构的一侧设置有锂带牵引机构, 锂带牵引机构的一侧设置有锂片转移机械手,锂片转移机械手的一侧设置有锂片左右切换料台,锂片转移机械手的下方设置有锂片转移输送带,锂片转移输送带的一侧设置有纠偏定位台,纠偏定位台的上方设置有锂片纠偏上料机械手,锂片纠偏上料机械手的上面设置有ccd视觉检测相机,纠偏定位台的一侧设置有转盘机构,转盘机构的一侧设置有铜箔牵引旋转机构,铜箔牵引旋转机构的一侧设置有铜箔裁切机构,铜箔牵引旋转机构的另一侧设置有极耳预压合机构,铜箔裁切机构的一侧设置有铜箔放卷机构,转盘机构的右侧设置有转料机械手,转料机械手的一侧设置有锂片整形压合机构,锂片整形压合机构的一侧设置有下料输送带,下料输送带的一侧设置有下料机械手。
5.进一步地,锂带放卷纠偏机构包括锂带纠偏滑动组件,于锂带纠偏滑动组件的上面滑动设置有锂带纠偏滑动板架,锂带纠偏滑动板架的底部设置有锂带纠偏气缸,锂带纠偏滑动板架的一侧分别设置有第一放卷轴和收卷轴,锂带纠偏滑动板架的另一侧设置有pet收卷电机,收卷轴与pet收卷电机连接设置,pet收卷电机的一侧设置有锂卷放卷电机,锂卷放卷电机与第一放卷轴连接有第一皮带轮组件;第一放卷轴的一侧设置有送料辊,送料辊靠近第一放卷轴的一侧设置有限位杆,送料辊的下方设置有锂膜微张力过辊,锂膜微
张力过辊的下方设置有锂膜展平送料辊,锂膜展平送料辊的下方设置有剥膜辊,剥膜辊的下方设置有锂带微张力过辊;锂膜微张力过辊包括第一安装板,第一安装板的上面设置有锂膜主动送料辊组,锂膜主动送料辊组同一侧的前后两端分别设置有顶紧气缸,锂膜主动送料辊组由二个以上的锂膜主动送料辊组成,每个锂膜主动送料辊连接有锂膜主动送料电机,锂膜主动送料电机的上方设置有锂膜自重张紧器,锂膜主动送料电机的下方设置有锂带自重张紧器。锂带纠偏滑动板架是对其的功能性描述,其实质上就是滑动架。锂膜主动送料辊是对其的功能性描述,其实质上就是送料辊。锂膜微张力过辊和锂带微张力过辊分别是对其的功能性描述,其实质上就是张力辊。
6.在其中一实施例中,该锂带放卷纠偏机构的主要生产工艺为:锂膜的一面是贴有pet,第一放卷轴的外圈套装有锂膜料卷,当第一放卷轴在锂卷放卷电机的驱动下转动时能对锂膜料卷进行放卷,使锂膜能从锂膜料卷自动开卷出来;当锂膜自重张紧器启动并摆动时能带动锂膜微张力过辊对锂膜进行张紧调节,锂膜展平送料辊在锂膜主动送料电机的驱动下能对锂膜进行展平传送;锂膜展平送料辊通过两个顶紧气缸能调节两个锂膜主动送料辊之间的间距,使得两个锂膜主动送料辊不但能对适合对不同厚度的锂膜进行展平和传送,以实现其通用性强的目的,其还实现能压紧锂膜传送,以确保锂膜的展平效果好;锂带微张力过辊和剥膜辊相配合运作能将pet膜从锂膜中分离出来,锂膜被剥离pet膜后成为膜带, 收卷轴在pet收卷电机的驱动下能对剥离出来的pet膜进行回收。锂带放卷纠偏机构整体的结构设计不但实现能对锂膜进行开卷传送、张紧调节、间距调节和展平传送,其还实现能对pet膜进行剥离和回收。
7.进一步地,锂带裁切清洁机构包括第一支架,第一支架的一侧设置有锂带裁切滑动组件,第一支架的另一侧设置有传感器,传感器的一侧设置有调节螺杆,调节螺杆连接有导杆,锂带裁切滑动组件的前侧分别设置有第一切刀和第二切刀,第二切刀的上方设置有裁切板,第一切刀位于裁切板的上方,第一切刀的上方连接有第一切刀气缸,第二切刀的下方连接有第二切刀气缸,第一切刀气缸的一侧设置有压锂带气缸,压锂带气缸的下面连接有锂带压板。锂带压板是指用于压紧锂带的压板。
8.在其中一实施例中,该锂带裁切清洁机构的主要生产工艺为:锂带压板在压锂带气缸的驱动下向下将锂带压紧在裁切板的上面,第二切刀气缸驱动第二切刀升高至锂带的底面,然后,第一切刀气缸驱动第一切刀对锂带进行裁切,使裁切后的锂带成为锂片;旋转调节螺杆能调节传感器的位置,使传感器能适合对不同规格的锂带进行检测,当传感器感应到传送的锂带出现偏位时会自动将其感应到的信息发送给控制器,控制器会驱动锂带放卷纠偏机构中的锂带纠偏气缸启动运作,使锂带纠偏滑动板架在锂带纠偏气缸的驱动下移动来实现调节锂带的传送位置,从而实现能对发生偏位的锂带进行自动纠偏。
9.进一步地,锂带牵引机构包括锂带牵引滑动模组,于锂带牵引滑动模组的一侧滑动设置有第二支架,第二支架的一侧设置有锂卷牵引电机,第二支架端部的左右两侧或前后两侧分别设置有锂带牵引夹指气缸。
10.在其中一实施例中,该锂带牵引机构的主要生产工艺为:锂带牵引夹指气缸在锂卷牵引电机的驱动下通过锂带牵引滑动模组前移至锂带放卷纠偏机构并夹紧锂带,然后,夹紧锂带后的锂带牵引夹指气缸又在锂卷牵引电机驱动下通过锂带牵引滑动模组后退复位,并在后退复位的过程中牵引出一定长度的锂带。
11.进一步地,锂片转移机械手包括机架,机架顶部的两侧分别设置有吸料横向转移滑动模组,每个吸料横向转移滑动模组的一端设置有吸料横向转移电机,于其中一个吸料横向转移滑动模组的一侧滑动设置有左吸料装置,于另一个吸料横向转移滑动模组的一侧滑动设置有右吸料装置;左吸料装置和右吸料装置分别包括吸料横向转移滑板,吸料横向转移滑板的一侧设置有吸料转移升降滑动组件;左吸料装置中的吸料转移升降滑动组件的一侧滑动设置有左吸料板,右吸料装置中的吸料转移升降滑动组件的一侧滑动设置有右吸料板,左吸料板和右吸料板的一侧均设置有吸料转移升降电机。左吸料板和右吸料板是指制成板状且能用于吸料的吸盘,而吸盘的具体结构和工作原理已是公知常识,此处不再详细解释。
12.在其中一实施例中,该锂片转移机械手的主要生产工艺为:右吸料板在与之连接的吸料横向转移电机的驱动下移动至锂片左右切换料台的右接料台的上方,右吸料板在与之连接的吸料转移升降电机的驱动下能下降至右接料台的上面并吸取锂片;待吸料转移升降电机和吸料横向转移电机分别复位后,锂片随右吸料板能被传送到锂片转移输送带的上方,此时,右吸料板在吸料转移升降电机的驱动下将锂片放到锂片转移输送带的上面后复位便完成将锂片从锂片左右切换料台中的右接料台转移至锂片转移输送带的操作;而左吸料板的工作原理与右吸料板的工作原理相同,此处不再详细解释。
13.进一步地,锂片左右切换料台包括接料台切换滑动组件,分别于接料台切换滑动组件的上面滑动设置有左接料台和右接料台,左接料台和右接料台分别包括设置在接料台切换滑动组件上面的接料前后定位滑动组件,左接料台中的接料前后定位滑动组件与右接料台中的接料前后定位滑动组件的同一侧设置有接料台切换气缸,每个接料前后定位滑动组件的上面设置有接料前后定位滑板,每个接料前后定位滑板连接有接料前后定位气缸,每个接料前后定位滑板的上方设置有第二安装板,每个第二安装板的底面设置有接料升降气缸;左接料台和右接料台分别与位于其下方的接料升降气缸连接,左接料台和右接料台四周的边缘还设置有若干个吸气孔。
14.在其中一实施例中,该锂片左右切换料台的主要生产工艺为:接料台切换气缸作伸缩运动时能带动左接料台和右接料台于接料台切换滑动组件的上面移动而实现与锂带裁切清洁机构进行切换对接;当左接料台与锂带裁切清洁机构对接时,左接料台在与之连接的接料前后定位气缸的驱动下前移至锂带裁切清洁机构的侧边,接着,左接料台在与之连接的接料升降气缸的驱动下升高至锂带的底面,左接料台中的吸气孔能将锂带吸附在其上面,锂带裁切清洁机构先对锂带进行压紧后裁切成锂片,裁切完毕的锂片被左接料台的吸气孔吸附在左接料台的上面,当左接料台分别在接料前后定位气缸和接料升降气缸的驱动下复位便完成左接料台的接料操作;右接料台的工作原理与左接料台的工作原理相同,左接料台与右接料台如此反复切换接料。
15.进一步地,锂片转移输送带包括传送带,传送带的下面设置有支柱,传送带的一端设置有挡板,传送带另一端的一侧设置有护罩,护罩内设置有第二皮带轮组件,第二皮带轮组件的一侧设置有伺服电机。
16.进一步地,纠偏定位台包括锂片定位底架,锂片定位底架的左侧设置有x轴数控调节器,锂片定位底架的后侧设置有y轴数控调节器,y轴数控调节器的一侧设置有角度调节器,锂片定位底架的上面设置有旋转纠偏台,旋转纠偏台的上面设置有真空吸盘。锂片定位
底架是对底架的功能性描述,其实质上就是底架。x轴数控调节器和y轴数控调节器分别是对其的功能性描述,其实质上均是调节器。旋转纠偏台是指能旋转一定角度的纠偏台,而纠偏台就相当于工作台。
17.在其中一实施例中,该纠偏定位台的主要生产工艺为:x轴数控调节器与y轴数控调节器能分别调整放在真空吸盘上面的锂片的x向位置和y向位置,角度调节器能调节旋转纠偏台的角度,从而实现能调节放在真空吸盘上面的锂片的水平角度。
18.进一步地,锂片纠偏上料机械手包括锂片纠偏传料滑动组件,锂片纠偏传料滑动组件的前侧设置有锂片纠偏传料滑板,锂片纠偏传料滑板一端的前侧设置有锂片纠偏上料滑动组件,锂片纠偏传料滑板另一端的前侧设置有锂片纠偏下料滑动组件;锂片纠偏上料滑动组件的前侧设置有锂片纠偏上料升降滑板,锂片纠偏上料升降滑板的一侧设置有锂片纠偏上料电机,锂片纠偏上料升降滑板与锂片纠偏上料电机连接有锂片纠偏上料丝杆组件,锂片纠偏上料升降滑板的下面设置有锂片纠偏上料吸盘;锂片纠偏下料滑动组件的前侧设置有锂片纠偏下料升降滑板,锂片纠偏下料升降滑板的一侧设置有锂片纠偏下料电机,锂片纠偏下料升降滑板与锂片纠偏下料电机连接有锂片纠偏下料丝杆组件,锂片纠偏下料升降滑板的下面设置有锂片纠偏下料吸盘;锂片纠偏下料电机的一侧设置有纠偏上下料间距调节电机,纠偏上下料间距调节电机与锂片纠偏下料升降滑板的背面连接有纠偏下料间距调节丝杆组件。
19.在其中一实施例中,该锂片纠偏上料机械手的主要生产工艺为:锂片纠偏传料滑板在与之连接的锂片纠偏横向电机的驱动下能沿锂片纠偏传料滑动组件进行左右移动,使锂片纠偏上料吸盘与锂片纠偏下料吸盘能共同随锂片纠偏传料滑板同步进行左右移动,锂片纠偏上料吸盘负责从锂片转移输送带的上面吸取锂片,并将锂片传送到纠偏定位台的上面,ccd视觉检测相机能自动对放在纠偏定位台上面的锂片的位置进行拍照,以检测锂片的位置是否发生偏位,当锂片的位置发生偏位时,纠偏定位台能对锂片的位置进行纠偏;锂片纠偏下料吸盘用于从纠偏定位台的上面吸取锂片,并将锂片摆放到转盘机构的上面,同时,锂片纠偏上料吸盘开始对下一片锂片进行上料和纠偏;而锂片纠偏下料吸盘在纠偏上下料间距调节电机的驱动下能调节其与锂片纠偏上料吸盘之间的间距。
20.进一步地,转盘机构包括旋转电机,旋转电机的一侧设置有凸轮分割器,凸轮分割器与转盘电机连接有第三皮带轮组件,凸轮分割器的上面设置有转盘,转盘中部的上面设置有气滑环,转盘的四周分别设置有托板,每个托板的上面设置有吸板。吸板是指能吸料的方形吸盘。
21.在其中一实施例中,该转盘机构的主要生产工艺为:旋转电机依次通过第三皮带轮组件和凸轮分割器能带动转盘转动,其通过气滑环外接有用于与吸板通气的气管,使外接气管不会随转盘的转动而出现扭折和缠绕的现象。
22.进一步地,铜箔放卷机构包括第二放卷轴,第二放卷轴连接有铜箔放卷电机,第二放卷轴的一侧设置有限位辊,第二放卷轴的下方设置有铜箔张紧辊,铜箔张紧辊的左右两侧分别设置有铜箔传送辊,铜箔张紧辊连接有铜箔张紧气缸。铜箔张紧辊和铜箔传送辊分别是对其的功能性描述,其实质上分别是张紧辊和传送辊。
23.进一步地,铜箔牵引旋转机构包括铜箔牵引滑动模组,铜箔牵引滑动模组的一端设置有铜箔牵引电机,铜箔牵引滑动模组的上面设置有铜箔牵引滑架,铜箔牵引滑架的上
面设置有铜箔旋转气缸,铜箔旋转气缸的上面设置有铜箔牵引夹指气缸。铜箔牵引滑架是对滑架的功能性描述。
24.在其中一实施例中,该铜箔牵引旋转机构的主要生产工艺为:铜箔牵引夹指气缸在铜箔旋转气缸的驱动下能转向铜箔裁切机构的一侧,同时,铜箔牵引夹指气缸在铜箔牵引电机的驱动下通过铜箔牵引滑动模组能移动至铜箔裁切机构的侧边夹紧铜箔后再作后退运动而将铜箔牵引出一定的长度;当铜箔裁切机构先压紧铜箔后裁切铜箔便制成极耳;接着,转盘机构在铜箔牵引电机的驱动下通过铜箔牵引滑动模组后退至转盘机构的一侧,再接着,铜箔牵引夹指气缸在铜箔旋转气缸的转动下面向转盘机构,铜箔牵引夹指气缸随铜箔牵引滑架并在铜箔牵引升降气缸的驱动下能下降至转盘机构中的吸板的上面,并将极耳叠放到吸板上面的锂片上。
25.进一步地,铜箔裁切机构包括第三支架,第三支架的一侧设置有铜箔裁切滑动组件,铜箔裁切滑动组件的一侧分别设置有第三切刀和第四切刀,第三切刀连接有第三切刀气缸,第三切刀气缸的一侧设置有压铜箔气缸,第四切刀连接有第四切刀气缸。
26.进一步地,极耳预压合机构包括第四支架,第四支架的上面设置有极耳压合x向直线模组,极耳压合x向直线模组的一端设置有极耳压合定位x轴电机,极耳压合x向直线模组的上面设置有极耳压合y向直线模组,极耳压合y向直线模组的一端设置有极耳压合定位y轴电机,极耳压合y向直线模组的上面设置有极耳压合y轴滑板,极耳压合y轴滑板的一侧设置有极耳压合z轴滑动组件,极耳压合z轴滑动组件的一侧设置有极耳压合z轴滑板,极耳压合z轴滑板的上面设置有极耳压合定位z轴电机,极耳压合z轴滑板的下面设置有极耳压合压头。极耳压合压头是指用于对极耳进行压合的压头,该压头的下端设置有与极耳形状相匹配的结构。
27.在其中一实施例中,该极耳预压合机构的主要生产工艺为:极耳压合压头在极耳压合定位z轴电机的驱动下能进行升降运动,由于极耳压合y轴滑板通过极耳压合y向直线模组并在极耳压合定位y轴电机的驱动下能进行y向移动,而极耳压合y向直线模组通过极耳压合x向直线模组并在极耳压合定位x轴电机的驱动下能进行x向移动,使极耳压合压头既能进行y向移动和x向移动,又能进行升降运动;当极耳压合压头在极耳压合定位z轴电机的驱动下向下运动时能对堆叠在一起的极耳与锂片进行压合便制成极耳。
28.进一步地,转料机械手包括转料机械手安装座,转料机械手安装座的上面设置有转料机械臂,转料机械臂连接有转料吸盘。转料机械手安装座、转料机械臂和转料吸盘分别是对安装座、机械臂和吸盘的功能性描述。
29.在其中一实施例中,该转料机械手的主要生产工艺为:转料吸盘通过转料机械臂能将预压合后的极片传送到锂片整形压合机构进行整形压合,转料机械手从转盘机构中取走堆叠的锂片和极耳,并将其移送到锂片整形压合机构。
30.进一步地,锂片整形压合机构为双工位设置,每个锂片整形压合机构包括整形下压板,整形下压板的一侧设置有下放隔膜辊,整形下压板的另一侧设置有下收隔膜辊,下收隔膜辊的一端连接有下收隔膜电机,整形下压板的上方设置有整形上压板,整形上压板的一侧设置有上放隔膜辊,整形上压板的另一侧设置有上收隔膜辊,上收隔膜辊的一端连接有上收隔膜电机,整形上压板的上方设置有极耳上压电机。整形下压板和整形上压板均是指用于整形的压板,上放隔膜辊和下放隔膜辊均是指用于对电池隔膜进行放卷的放卷辊,
上收隔膜辊和下收隔膜辊均是指用于对电池隔膜进行收卷的收卷辊。
31.进一步地,下料机械手包括第五支架,第五支架的上面设置有下料滑动组件,于下料滑动组件的一侧滑动设置有下料横向滑板,下料横向滑板的背面连接有下料丝杆组件,下料丝杆组件连接有下料横向电机;下料横向滑板的前侧设置有下料纵向滑动组件,于下料纵向滑动组件的前侧滑动设置有下料纵向滑板,下料纵向滑板的一侧连接有下料纵向电机,下料纵向滑板的下面设置有下料吸盘。下料吸盘是其的功能性描述,其实质上就是吸盘。
32.进一步地,锂带纠偏滑动组件、锂带裁切滑动组件、吸料转移升降滑动组件、接料台切换滑动组件、接料前后定位滑动组件、锂片纠偏传料滑动组件、锂片纠偏下料滑动组件、铜箔裁切滑动组件、极耳压合z轴滑动组件、下料滑动组件和下料纵向滑动组件分别包括滑轨,及于滑轨上面滑动的滑块,滑块通过螺丝与其它部件固定连接。
33.进一步地,锂带纠偏气缸、顶紧气缸、第一切刀气缸、第二切刀气缸、压锂带气缸、接料台切换气缸、接料前后定位气缸、接料升降气缸、铜箔张紧气缸、铜箔旋转气缸、第三切刀气缸、压铜箔气缸和第四切刀气缸分别是气缸的功能性描述,其实质上均是气缸。锂带牵引夹指气缸和铜箔牵引夹指气缸分别是对夹指气缸的功能性描述,其具体结构就相当于夹指气缸。锂卷放卷电机、铜箔放卷电机、锂卷放卷电机、pet收卷电机、锂膜主动送料电机、锂卷牵引电机、吸料横向转移电机、吸料转移升降电机、锂片纠偏上料电机、锂片纠偏下料电机、纠偏上下料间距调节电机、旋转电机、转盘电机、铜箔牵引电机、极耳压合定位x轴电机、极耳压合定位y轴电机、极耳压合定位z轴电机、下收隔膜电机、上收隔膜电机、极耳上压电机、下料横向电机和下料纵向电机分别是对其的功能性描述,其实质上的结构就是电机。吸料横向转移滑板、接料前后定位滑板、锂片纠偏传料滑板、锂片纠偏上料升降滑板、锂片纠偏下料升降滑板、极耳压合y轴滑板、极耳压合z轴滑板、下料横向滑板和下料纵向滑板分别是对其的功能性描述,其实质上均是滑板,而滑板的具体结构已是公知常识,此处不再详细解释。锂片纠偏上料吸盘、锂片纠偏下料吸盘、转料吸盘和下料吸盘分别是对其的功能性描述,其实质上相当于吸盘。铜箔牵引滑动模组、极耳压合x向直线模组和极耳压合y向直线模组分别是对其的功能性描述,其实质上均是直线模组,而直线模组的结构已是公知常识,此处不再详细解释。
34.进一步地,第一皮带轮组件、第二皮带轮组件和第三皮带轮组件分别包括二个同步轮和皮带,而二个同步轮由皮带连接。锂片纠偏上料丝杆组件、锂片纠偏下料丝杆组件、纠偏下料间距调节丝杆组件和下料丝杆组件均包括用于与其它部件固定组装的螺母支撑座,及贯穿螺母支撑座中心的滚珠丝杆。
35.进一步地,分别与锂带放卷纠偏机构、锂带裁切清洁机构、锂带牵引机构、ccd视觉检测相机、锂片转移机械手、锂片左右切换料台、锂片转移输送带、纠偏定位台、锂片纠偏上料机械手、转盘机构、铜箔牵引旋转机构、铜箔裁切机构、极耳预压合机构、铜箔放卷机构、转料机械手、锂片整形压合机构、下料输送带和下料机械手进行信号连接设置有控制器,控制器为可编程控制器,控制器可采用但不局限于产地为福建、型号为ohr-pr20的plc控制器。
36.与现有的技术相比较,本实用新型的有益效果为:其通过分别对锂带放卷纠偏机构、锂带裁切清洁机构、锂带牵引机构、锂片转移机械手、锂片左右切换料台、锂片转移输送
带、纠偏定位台、锂片纠偏上料机械手、转盘机构、铜箔牵引旋转机构、铜箔裁切机构、极耳预压合机构、铜箔放卷机构、转料机械手、锂片整形压合机构、下料输送带和下料机械手的结构进行设计,并将锂带放卷纠偏机构、锂带裁切清洁机构、锂带牵引机构、锂片转移机械手、锂片左右切换料台、锂片转移输送带、纠偏定位台、锂片纠偏上料机械手、转盘机构、铜箔牵引旋转机构、铜箔裁切机构、极耳预压合机构、铜箔放卷机构、转料机械手、锂片整形压合机构、下料输送带和下料机械手与ccd视觉检测相机组合使用,使之形成一条金属锂极片制备设备,其整体的结构设计实现了能对锂带开卷、牵引传送、清洁定长裁切、传送纠偏、纠偏定位、铜箔开卷、铜箔牵引传送、铜箔定长裁切、锂片与极耳堆叠、极耳制备及预压合、极片整形压合、极片转移堆叠和极片下料等一系操作,其具有生产效率高、裁切精度高、裁切效果好、整形压合精度高、整形压合效果好、良品率高和自动化操作程度高等优点,且其整个生产过程无需人工参与操作,使其还实现能大大降低工人的劳动强度和降低企业的劳务成本,其满足了企业大规模批量化生产、自动化生产和高精度生产的要求。
附图说明
37.为了易于说明,本实用新型由下述的较佳实施例及附图作以详细描述。
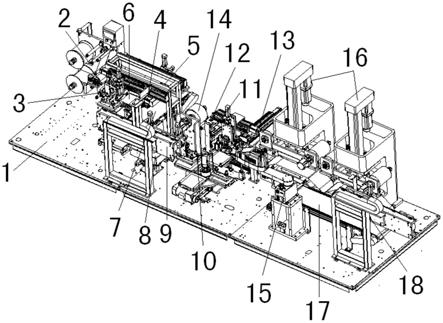
38.图1为本实用新型金属锂极片制备设备的立体图。
39.图2为本实用新型金属锂极片制备设备的锂带放卷纠偏机构的立体图。
40.图3为本实用新型金属锂极片制备设备的锂带放卷纠偏机构不同方向的立体图。
41.图4为本实用新型金属锂极片制备设备的锂膜微张力过辊的立体图。
42.图5为本实用新型金属锂极片制备设备的锂带裁切清洁机构的立体图。
43.图6为本实用新型金属锂极片制备设备的锂带裁切清洁机构不同方向的立体图。
44.图7为本实用新型金属锂极片制备设备的锂带牵引机构的立体图。
45.图8为本实用新型金属锂极片制备设备的锂片左右切换料台的立体图。
46.图9为本实用新型金属锂极片制备设备的锂片转移机械手的立体图。
47.图10为本实用新型金属锂极片制备设备的锂片转移输送带的立体图。
48.图11为本实用新型金属锂极片制备设备的纠偏定位台的立体图。
49.图12为本实用新型金属锂极片制备设备的锂片纠偏上料机械手的立体图。
50.图13为本实用新型金属锂极片制备设备的转盘机构的立体图。
51.图14为本实用新型金属锂极片制备设备的铜箔放卷机构的立体图。
52.图15为本实用新型金属锂极片制备设备的铜箔放卷机构不同方向的立体图。
53.图16为本实用新型金属锂极片制备设备的铜箔牵引旋转机构的立体图。
54.图17为本实用新型金属锂极片制备设备的铜箔裁切机构的立体图。
55.图18为本实用新型金属锂极片制备设备的极耳预压合机构的立体图。
56.图19为本实用新型金属锂极片制备设备的转料机械手的立体图。
57.图20为本实用新型金属锂极片制备设备的锂片整形压合机构的立体图。
58.图21为本实用新型金属锂极片制备设备的下料机械手的立体图。
具体实施方式
59.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描
述。附图中给出了本实用新型的较佳实施方式。但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本实用新型的公开内容理解的更加透彻全面。
60.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。
61.在本实施例中,参照图1至图21所示,本实用新型的金属锂极片制备设备,包括底板1,底板1的上面设置有锂带放卷纠偏机构2,锂带放卷纠偏机构2的一侧设置有锂带裁切清洁机构3,锂带裁切清洁机构3的一侧设置有锂带牵引机构4, 锂带牵引机构4的一侧设置有锂片转移机械手5,锂片转移机械手5的一侧设置有锂片左右切换料台6,锂片转移机械手5的下方设置有锂片转移输送带7,锂片转移输送带7的一侧设置有纠偏定位台8,纠偏定位台8的上方设置有锂片纠偏上料机械手9,锂片纠偏上料机械手9的上面设置有ccd视觉检测相机,纠偏定位台8的一侧设置有转盘机构10,转盘机构10的一侧设置有铜箔牵引旋转机构11,铜箔牵引旋转机构11的一侧设置有铜箔裁切机构12,铜箔牵引旋转机构11的另一侧设置有极耳预压合机构13,铜箔裁切机构12的一侧设置有铜箔放卷机构14,转盘机构10的右侧设置有转料机械手15,转料机械手15的一侧设置有锂片整形压合机构16,锂片整形压合机构16的一侧设置有下料输送带17,下料输送带17的一侧设置有下料机械手18。
62.在其中一实施例中,锂带放卷纠偏机构2包括锂带纠偏滑动组件20,于锂带纠偏滑动组件20的上面滑动设置有锂带纠偏滑动板架21,锂带纠偏滑动板架21的底部设置有锂带纠偏气缸22,锂带纠偏滑动板架21的一侧分别设置有第一放卷轴23和收卷轴24,锂带纠偏滑动板架21的另一侧设置有pet收卷电机25,收卷轴24与pet收卷电机25连接设置,pet收卷电机25的一侧设置有锂卷放卷电机26,锂卷放卷电机26与第一放卷轴23连接有第一皮带轮组件27;第一放卷轴23的一侧设置有送料辊28,送料辊28靠近第一放卷轴23的一侧设置有限位杆29,送料辊28的下方设置有锂膜微张力过辊201,锂膜微张力过辊201的下方设置有锂膜展平送料辊2011,锂膜展平送料辊2011的下方设置有剥膜辊202,剥膜辊202的下方设置有锂带微张力过辊203;锂膜微张力过辊201包括第一安装板204,第一安装板204的上面设置有锂膜主动送料辊组,锂膜主动送料辊组同一侧的前后两端分别设置有顶紧气缸205,锂膜主动送料辊206组由二个以上的锂膜主动送料辊206组成,每个锂膜主动送料辊206连接有锂膜主动送料电机207,锂膜主动送料电机207的上方设置有锂膜自重张紧器208,锂膜主动送料电机207的下方设置有锂带自重张紧器209。
63.在其中一实施例中,锂带裁切清洁机构3包括第一支架30,第一支架30的一侧设置有锂带裁切滑动组件31,第一支架30的另一侧设置有传感器32,传感器32的一侧设置有调节螺杆33,调节螺杆33连接有导杆34,锂带裁切滑动组件31的前侧分别设置有第一切刀35和第二切刀36,且第一切刀35位于第二切刀36的上方,第一切刀35与第二切刀36之间安装有裁切板37,第一切刀35的上方连接有第一切刀气缸38,第二切刀36的下方连接有第二切刀气缸39,第一切刀气缸38的一侧设置有压锂带气缸391,压锂带气缸391的下面连接有锂带压板392。
64.在其中一实施例中,锂带牵引机构4包括锂带牵引滑动模组41,于锂带牵引滑动模组41的一侧滑动设置有第二支架42,第二支架42的一侧设置有锂卷牵引电机43,第二支架42端部的两侧分别设置有锂带牵引夹指气缸44。
65.在其中一实施例中,锂片左右切换料台6包括接料台切换滑动组件60,分别于接料台切换滑动组件60的上面滑动设置有左接料台61和右接料台62,左接料台61和右接料台62分别包括设置在接料台切换滑动组件60上面的接料前后定位滑动组件63,左接料台61中的接料前后定位滑动组件63与右接料台62中的接料前后定位滑动组件63的同一侧设置有接料台切换气缸64,每个接料前后定位滑动组件63的上面设置有接料前后定位滑板65,每个接料前后定位滑板65连接有接料前后定位气缸66,每个接料前后定位滑板65的上方设置有第二安装板67,每个第二安装板67的底面设置有接料升降气缸68;左接料台61和右接料台62分别与位于其下方的接料升降气缸68连接,左接料台61和右接料台62四周的边缘还设置有若干个吸气孔69。
66.在其中一实施例中,锂片转移机械手5包括机架50,机架50顶部的前后两侧或左右两侧分别设置有吸料横向转移滑动模组51,每个吸料横向转移滑动模组51的一端设置有吸料横向转移电机52,于其中一个吸料横向转移滑动模组51的一侧滑动设置有左吸料装置,于另一个吸料横向转移滑动模组51的一侧滑动设置有右吸料装置;左吸料装置和右吸料装置分别包括吸料横向转移滑板53,吸料横向转移滑板53的一侧设置有吸料转移升降滑动组件54;左吸料装置中的吸料转移升降滑动组件54的一侧设置有左吸料板55,右吸料装置中的吸料转移升降滑动组件54的一侧设置有右吸料板56,左吸料板55和右吸料板56的一侧分别设置有吸料转移升降电机57。
67.在其中一实施例中,锂片转移输送带7包括传送带71,传送带71的下面设置有支柱72,传送带71的一端设置有挡板73,传送带71另一端的一侧设置有护罩74,护罩74内设置有第二皮带轮组件,第二皮带轮组件的一侧设置有伺服电机。
68.在其中一实施例中,纠偏定位台8包括锂片定位底架81,锂片定位底架81的左侧设置有x轴数控调节器82,锂片定位底架81的后侧设置有y轴数控调节器83,y轴数控调节器83的一侧设置有角度调节器84,锂片定位底架81的上面设置有旋转纠偏台85,旋转纠偏台85的上面设置有真空吸盘86。
69.在其中一实施例中,锂片纠偏上料机械手9包括锂片纠偏传料滑动组件91,锂片纠偏传料滑动组件91的前侧设置有锂片纠偏传料滑板92,锂片纠偏传料滑板92连接有锂片纠偏横向电机,锂片纠偏传料滑板92一端的前侧设置有锂片纠偏上料滑动组件93,锂片纠偏传料滑板92另一端的前侧设置有锂片纠偏下料滑动组件94;锂片纠偏上料滑动组件93的前侧设置有锂片纠偏上料升降滑板95,锂片纠偏上料升降滑板95的一侧设置有锂片纠偏上料电机96,锂片纠偏上料升降滑板95与锂片纠偏上料电机96连接有锂片纠偏上料丝杆组件97,锂片纠偏上料升降滑板95的下面设置有锂片纠偏上料吸盘98;锂片纠偏下料滑动组件94的前侧设置有锂片纠偏下料升降滑板99,锂片纠偏下料升降滑板99的一侧设置有锂片纠偏下料电机901,锂片纠偏下料升降滑板99与锂片纠偏下料电机901连接有锂片纠偏下料丝杆组件902,锂片纠偏下料升降滑板99的下面设置有锂片纠偏下料吸盘903;锂片纠偏下料电机901的一侧设置有纠偏上下料间距调节电机904,纠偏上下料间距调节电机904与锂片纠偏下料升降滑板99的背面连接有纠偏下料间距调节丝杆组件905。
70.在其中一实施例中,转盘机构10包括旋转电机101,旋转电机101的一侧设置有凸轮分割器102,凸轮分割器102与转盘104电机连接有第三皮带轮组件103,凸轮分割器102的上面设置有转盘104,转盘104中部的上面设置有气滑环105,转盘104的四周分别设置有托
板106,每个托板106的上面设置有吸板107。
71.在其中一实施例中,铜箔放卷机构14包括第二放卷轴141,第二放卷轴141连接有铜箔放卷电机142,第二放卷轴141的一侧设置有限位辊143,第二放卷轴141的下方设置有铜箔张紧辊144,铜箔张紧辊144的左右两侧分别设置有铜箔传送辊145,铜箔张紧辊144连接有铜箔张紧气缸146。
72.在其中一实施例中,铜箔牵引旋转机构11包括铜箔牵引滑动模组111,铜箔牵引滑动模组111的一端设置有铜箔牵引电机112,铜箔牵引滑动模组111的上面设置有铜箔牵引滑架113,铜箔牵引滑架113连接有铜箔牵引升降气缸,铜箔牵引滑架113的上面设置有铜箔旋转气缸114,铜箔旋转气缸114的上面设置有铜箔牵引夹指气缸115。
73.在其中一实施例中,铜箔裁切机构12包括第三支架121,第三支架121的一侧设置有铜箔裁切滑动组件122,铜箔裁切滑动组件122的一侧分别设置有第三切刀123和第四切刀124,第三切刀123连接有第三切刀气缸125,第三切刀气缸125的一侧设置有压铜箔气缸126,第四切刀124连接有第四切刀气缸127。
74.在其中一实施例中,极耳预压合机构13包括第四支架130,第四支架130的上面设置有极耳压合x向直线模组131,极耳压合x向直线模组131的一端设置有极耳压合定位x轴电机132,极耳压合x向直线模组131的上面设置有极耳压合y向直线模组133,极耳压合y向直线模组133的一端设置有极耳压合定位y轴电机134,极耳压合y向直线模组133的上面设置有极耳压合y轴滑板135,极耳压合y轴滑板135的一侧设置有极耳压合z轴滑动组件136,极耳压合z轴滑动组件136的一侧设置有极耳压合z轴滑板137,极耳压合z轴滑板137的上面设置有极耳压合定位z轴电机138,极耳压合z轴滑板137的下面设置有极耳压合压头139。
75.在其中一实施例中,转料机械手15包括转料机械手安装座151,转料机械手安装座151的上面设置有转料机械臂152,转料机械臂152连接有转料吸盘153。
76.在其中一实施例中,锂片整形压合机构16为双工位设置,每个锂片整形压合机构16包括整形下压板161,整形下压板161的一侧设置有下放隔膜辊162,整形下压板161的另一侧设置有下收隔膜辊163,下收隔膜辊163的一端连接有下收隔膜电机164,整形下压板161的上方设置有整形上压板165,整形上压板165的一侧设置有上放隔膜辊166,整形上压板165的另一侧设置有上收隔膜辊167,上收隔膜辊167的一端连接有上收隔膜电机168,整形上压板165的上方设置有极耳上压电机169。
77.在其中一实施例中,下料机械手18包括第五支架181,第五支架181的上面设置有下料滑动组件182,于下料滑动组件182的一侧滑动设置有下料横向滑板183,下料横向滑板183的背面连接有下料丝杆组件184,下料丝杆组件184连接有下料横向电机185;下料横向滑板183的前侧设置有下料纵向滑动组件186,于下料纵向滑动组件186的前侧滑动设置有下料纵向滑板187,下料纵向滑板187的一侧连接有下料纵向电机188,下料纵向滑板187的下面设置有下料吸盘189。
78.在另一实施例中,本实用新型还提供一种金属锂极片制备设备的制备方法:锂带料卷通过锂带放卷纠偏机构2进行放卷,锂带放卷纠偏机构2不但能对锂带在传送的过程中出现偏位的现象自动进行纠偏处理,锂带放卷纠偏机构2还能对pet膜进行剥离和收卷;锂带牵引机构4用于牵引并拉出锂带,锂带裁切清洁机构3用于对锂带进行裁切,经过裁切后的锂带段成为锂片;锂片左右切换料台6能左右切换左接料台61和右接料台62,以接收完成
裁切的锂片;锂片转移机械手5能从锂片左右切换料台6上吸取锂片,并将锂片放到锂片转移输送带7的上面;锂片纠偏上料机械手9能从锂片转移输送带7的上面取走锂片,并将锂片摆放到纠偏定位台8的上面,由纠偏定位台8对锂片进行纠偏;接着,锂片纠偏上料机械手9将完成纠偏后的锂片传送到转盘机构10的上面,锂片经转盘机构10转送到面对极耳预压合机构13的一侧(此处为压合工位);锂片在进行上述操作的同时,铜箔放卷机构14同步对铜箔料卷进行放卷,而铜箔牵引旋转机构11能从铜箔放卷机构14牵引出铜带,铜箔裁切机构12对从铜箔牵引旋转机构11牵引出来的铜带进行裁切,裁切出来的铜带段成为极耳,接着,铜箔牵引旋转机构11将极耳摆放到转盘机构10的上面,并由转盘机构10将极耳旋转至面对极耳预压合机构13的一侧(即压合工位),且将极耳摆放在锂片的上面;当极耳预压合机构13开始工作时能对位于其一侧(即压合工位)的锂片和极耳进行预压合,然后,转盘机构10又将完成预压合的锂片和极耳转送到下一个工位;接着,转料机械手15从转盘机构10中取走锂片和极耳,并将完成预压合的锂片和极耳传送到锂片整形压合机构16的上面,其通过将锂片整形压合机构16设置为双工位,且将其中一个锂片整形压合机构16的工作工位称为第一整形压合工位,另一个锂片整形压合机构16的工作工位称为第二整形压合工位,使转料机械手15能先后将完成预压合的锂片和极耳分别传送到第一整形压合工位和第二整形压合工位的上面,双工位的锂片整形压合机构16的设计能避免了相邻二个工件浪费整形压合的时间,其能使每个工件能不停歇地进行整形压合加工,从而实现能大大提高工作效率;当第一整形压合工位中的锂片整形压合机构16在对转料机械手15摆放过来的第一个完成预压合的锂片和极耳进行整形压合时,转料机械手15能将第二个完成预压合的锂片和极耳传送到第二整形压合工位的上面,而完成整形压合的锂片和极耳成为极片;当第二整形压合工位中的锂片整形压合机构16在对第二个完成预压合的锂片和极耳进行整形压合时,转料机械手15能将第一个完成整形压合后的极片传送到下料输送带17的上面,再接着,转料机械手15又将第三个完成预压合的锂片和极耳摆放到第一整形压合工位的上面,当第一整形压合工位中的锂片整形压合机构16在对第三个完成预压合的锂片和极耳进行整形压合时,转料机械手15从第二整形压合工位中取走第二个完成整形压合后的极片,并将第二个极片传送到下料输送带17的上面,同时,转料机械手15又将第四个完成预压合的锂片和极耳摆放到第二整形压合工位,如此循环;而在下料输送带17的上面传送的每个极片通过下料机械手18取走,并将每个极片传送到下一个工位。其整体的结构设计及其的制备方法实现了能完成锂膜开卷、牵引传送、清洁定长裁切、传送纠偏、铜箔开卷、铜箔牵引传送、铜箔定长裁切、极耳制备及预压合、极片整形压合、极片转移堆叠与极片下料等一系操作,其整个生产过程无需人工参与操作,其不但具有生产效率高、裁切精度高、裁切效果好、整形压合精度高、整形压合效果好、良品率高和自动化操作程度高等优点,其还大大降低了工人的劳动强度和降低了企业的劳务成本,且其满足了企业大规模批量化生产、自动化生产和高精度生产的要求,并有效地解决了传统采用人工操作的方式来对金属锂一次及二次电池锂金属负极分切、极片成型等多道不同工序的加工导致其具有生产效率低、分切精度差、分切效果差、成型精度差、成型效果差、工人的劳动强度大和企业的劳务成本高的问题。
79.本实用新型上述实施例,只是本实用新型的一个实例,并不是用来限制本实用新型的实施与权利范围,凡与本实用新型权利要求所述内容相同或等同的技术方案,均应包括在本实用新型保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1