一种电感整脚点胶线的制作方法
1.本实用新型涉及一种电感整脚点胶线。
背景技术:
2.在许多电子设备中,其电路或装置本身都会产生一定数量的电磁干扰,特别是电子设备逐渐趋向小型化,多个电子元件紧密的靠挤在一起,更容易发生电磁干扰问题,而该电子设备产生过量的电磁干扰会干扰到其他周围的的电子设备的正常工作,或者与其他电子装置产生相互干扰。在电子设备中,经常用到电感器,它是电子电路中常用的抗干扰元件,对于高频噪声有很好的屏蔽作用,可以抗干扰滤波、储能等。
3.在电感的生产制造过程中,对于电感的底板插装以及点胶都是必不可少的工序,在插装底板之前还需要对电感线圈的线脚进行整理切脚,以匹配产品对于线脚的要求,以往对于电感线圈的线脚的整线切脚、插板以及点胶都是分来不同产线完成,各个产线的工序的衔接大多数还是采用人工上下料来实现,过程中难免会出错,效率也难提高。
技术实现要素:
4.本实用新型所要解决的技术问题是克服现有技术的不足,提供了一种集线脚整脚、底板插装以及点胶与一体的免除人工上下料的电感整脚点胶线,同时在底板插装与点胶工序之间还加设有底板插置后线脚的初扯线以及捋直工位,方便在电感线圈点完胶后的放置,方便后续的烘干工序。
5.本实用新型包括机台,所述机台上依次适配设置有线圈上料机、线圈隔板插置机、线圈上料搬运手,所述电感整脚点胶机构还包括磁环电感整脚切脚装置、磁环底板上料装置、磁环底板穿线扯脚装置、磁环线脚捋直装置、磁环待位调整工位以及校正抓取浮动点胶装置,所述磁环电感整脚切脚装置、所述磁环底板上料装置、所述磁环底板穿线扯脚装置以及所述磁环线脚捋直装置依次设置在所述机台上,所述校正抓取浮动点胶装置对应适配置于所述机台的一侧,所述磁环待位调整工位适配设置在所述校正抓取浮动点胶装置上,所述磁环线脚捋直装置与所述磁环待位调整工位相对应,所述磁环上料搬运手分别置于所述磁环隔板插置机以及所述磁环电感整脚切脚装置的上方。
6.所述磁环电感整脚切脚装置包括切脚基台以及适配设置在所述切脚基台内的线脚定位模组、线脚x向压紧模块以及线脚y向切脚模块,所述切脚基台固定设置在所述机台上,所述线脚定位模组适配设置在所述切脚基台的内部工作开口处,两个所述线脚x向压紧模块分别对应设置在所述线脚定位模组的x向的两侧,两个所述线脚y向切脚模块分别对应设置在所述线脚定位模组的y向的两侧,所述线脚定位模组包括线脚十字定位件、斜面基台以及气动顶升板,所述斜面基台适配固定设置在所述气动顶升板的顶端,所述线脚十字定位件固定设置在所述斜面基台的中央凸台的上端面,所述气动顶升板固定设置在所述切脚基台的底面,所述线脚十字定位件包括x向延伸块以及y向延伸块,所述x向延伸块的末端设置有抓扣件,所述y向延伸块的两侧面为滑动斜面,所述x向延伸块的首端与所述y向延伸块
的首端的连接处设置有线脚放置槽。
7.所述线脚x向压紧模块包括线脚推压气缸、线脚推压定位块以及推压块承托台,所述推压块承托台固定设置在所述气动顶升板的侧端并置于所述斜面基台的一侧,所述线脚推压定位块通过竖直连接板固定连接设置在所述线脚推压气缸的输出端上,所述线脚推压定位块适配滑动放置在所述推压块承托台上,所述线脚推压定位块上设置有扣爪位,所述扣爪位适配活动扣设在所述抓扣件上,所述线脚y向切脚模块包括线脚推切气缸、推动输出板、线脚切刀、压缩弹簧以及y向线脚定位块,所述线脚推切气缸固定设置在所述切脚基台的底部,所述推动输出板固定连接设置在所述线脚推切气缸的输出端,所述线脚切刀适配设置在所述推动输出板上并与所述斜面基台的切刀活动斜面相活动适配,所述线脚切刀上设置有弹簧放置槽,所述压缩弹簧适配置于所述弹簧放置槽内,所述y向线脚定位块的适配活动设置在所述线脚切刀上并通过竖直连接片与所述压缩弹簧的前端相连接,所述y向线脚定位块的压线端与所述线脚放置槽相对应,所述y向延伸块通过所述滑动斜面适配活动设置在两个所述压线端之间。
8.所述磁环底板上料装置包括上料底座,所述上料底座上依次对应设置有磁环底板推送模块、磁环底板分仓移动下料模块以及磁环底板出料道,所述磁环底板分仓移动下料模块包括分仓移动气缸、移动到位限位模组、分仓移动滑轨、分仓移动块以及磁环底板储存仓,所述分仓移动气缸固定设置在所述上料底座上,所述分仓移动滑轨固定设置在所述分仓移动气缸上,所述分仓移动块适配滑动设置在所述分仓移动滑轨上并与所述分仓移动气缸的输出端相连接,所述磁环底板储存仓固定竖直设置在所述分仓移动块上,所述移动到位限位模组包括移动限位块以及两根限位柱,两根所述限位柱分别固定设置在所述分仓移动气缸的侧边上,所述移动限位块固定设置在所述分仓移动块的侧边上并适配置于两根所述限位柱之间,所述磁环底板储存仓上分别适配设置有若干条底板储存槽,每条所述底板储存槽的底部均设置有底板出料口,所述磁环底板推送模块包括推送固定座、磁环底板推送气缸、磁环底板推送杆以及磁环底板到料感应器,所述推送固定座固定设置在所述上料底座上,所述磁环底板推送气缸适配固定横置在所述推送固定座的首端上,所述磁环底板到料感应器适配置于所述推送固定座的末端上并与所述底板出料口相对应,所述磁环底板推送杆的首端与所述磁环底板推送气缸的输出端固定连接,所述磁环底板推送杆的末端适配水平活动穿过所述磁环底板到料感应器并适配对应活动插置在所述底板出料口处,所述磁环底板出料道固定设置在所述上料底座上,所述磁环底板出料道的进料端与所述底板出料口以及所述磁环底板推送杆相对应。
9.所述磁环底板穿线扯脚装置包括磁环搬运模块以及磁环线脚初扯线模块,所述磁环搬运模块分别适配置于所述线脚十字定位件以及所述磁环线脚初扯线模块的上方,所述磁环线脚初扯线模块与所述磁环底板出料道的出料端相连接,所述磁环搬运模块包括磁环搬运支撑架、磁环搬运电机以及升降气动磁环夹爪以及气动磁环线脚搬运固位活动夹,所述磁环搬运支撑架固定设置在所述机台上并置于所述切脚基台的一侧,所述磁环搬运电机设置在所述磁环搬运支撑架上,所述升降气动磁环夹爪通过搬运移动块适配滑动设置在所述磁环搬运支撑架上并与所述磁环搬运电机的输出端相连接,所述气动磁环线脚搬运固位活动夹设置在所述搬运移动块上并适配置于所述升降气动磁环夹爪的下方,所述磁环线脚初扯线模块包括初扯线支撑架以及磁环插板初扯线机构,所述初扯线支撑架固定设置在所
述机台上,所述磁环插板初扯线机构适配设置在所述初扯线支撑架内,所述初扯线支撑架上设置有气动磁环线脚固位夹组,所述气动磁环线脚固位夹组适配置于所述磁环插板初扯线机构的上方,所述磁环插板初扯线机构包括初扯线支撑体、气动磁环底板固位夹、夹线脚模块以及扯线脚模块,所述初扯线支撑体固定设置在所述机台上,所述气动磁环底板固位夹以及所述扯线脚模块分别适配设置在所述初扯线支撑体上,所述夹线脚模块适配设置在所述扯线脚模块上,所述气动磁环底板固位夹置于所述夹线脚模块的上方,所述扯线脚模块包括扯线脚滑轨、扯线脚气缸以及扯线脚滑动块,所述扯线脚滑轨适配横置在所述初扯线支撑体上,所述扯线脚气缸设置在所述初扯线支撑体的端部,所述扯线脚滑动块适配滑动设置在所述扯线脚滑轨上并与所述扯线脚气缸的输出端相连接,所述夹线脚模块包括夹线脚气缸、夹线脚滑轨、夹线脚滑块、夹线脚活动端以及夹线脚固定端,所述夹线脚气缸设置在所述扯线脚滑动块的一端,所述夹线脚滑轨设置在所述扯线脚滑动块上,所述夹线脚滑块适配滑动设置在所述夹线脚滑轨上并与所述夹线脚气缸的输出端相连接,所述夹线脚活动端竖直固定设置在所述夹线脚滑块的末端,所述夹线脚固定端固定竖直设置在所述扯线脚滑动块的末端并与所述夹线脚活动端相对应,所述气动磁环底板固位夹置于所述气动磁环线脚固位夹组的下方并分别置于所述夹线脚固定端以及所述夹线脚活动端的上方,所述磁环底板出料道的出料端与所述气动磁环底板固位夹相连接,所述升降气动磁环夹爪置于所述气动磁环线脚固位夹组以及所述气动磁环底板固位夹的上方。
10.所述磁环线脚捋直装置包括线脚捋直底板以及线脚捋直支撑架,所述线脚捋直底板固定设置在所述机台上,所述线脚捋直支撑架固定竖直设置在所述线脚捋直底板上,所述线脚捋直底板上适配设置有夹线捋直机构,所述线脚捋直支撑架上设置有磁环同步搬运机构,所述夹线捋直机构包括捋线x向滑轨、捋线x向气缸、捋线x向滑动块、捋线y向滑轨、捋线y向气缸、捋线y向滑动块、夹线捋直气动夹爪以及捋直位磁环放置夹爪,所述捋线x向滑轨以及所述捋线x向气缸分别适配固定设置在所述线脚捋直底板上,所述捋线x向滑动块适配滑动设置在所述捋线x向滑轨上并与所述捋线x向气缸的输出端相连接,所述捋线y向滑轨适配固定设置在所述捋线x向滑动块上,两个所述捋线y向气缸分别适配固定设置在所述捋线x向滑动块的两端,两个所述捋线y向滑动块分别适配滑动设置在所述捋线y向滑轨上并分别与相邻的一个所述捋线y向气缸的输出端相连接,两个所述夹线捋直气动夹爪分别适配固定设置在两个所述捋线y向滑动块上,所述捋直位磁环放置夹爪固定设置在所述线脚捋直底板上,两个所述夹线捋直气动夹爪的输出端分别置于所述捋直位磁环放置夹爪的输出端的两侧,所述磁环同步搬运机构包括分别适配固定在所述线脚捋直支撑架上的磁环同步搬运电机以及磁环同步搬运滑轨,所述磁环同步搬运滑轨上适配滑动设置有磁环同步搬运横移块,所述磁环同步搬运横移块与所述磁环同步搬运电机的输出端相连接,所述磁环同步搬运横移块上适配升降滑动设置有气动升降横置板,所述气动升降横置板上均匀设置有第一气动磁环同步搬运夹爪以及第二气动磁环同步搬运夹爪,所述第一气动磁环同步搬运夹爪分别适配置于所述气动磁环底板固位夹以及所述捋直位磁环放置夹爪的上方,所述第二气动磁环同步搬运夹爪分别适配置于所述捋直位磁环放置夹爪以及所述磁环待位调整工位的上方。
11.所述校正抓取浮动点胶装置包括点胶机台、点胶支撑架、磁环点胶搬运机构、磁环点胶侯置台、搬运机械臂、浮动点胶机构以及磁环线脚二次压平机构,所述点胶机台适配置
于所述机台的一侧,所述磁环待位调整工位、所述点胶支撑架、所述磁环点胶搬运机构、磁环点胶侯置台、搬运机械臂以及所述磁环线脚二次压平机构分别设置在所述点胶机台上,所述磁环点胶搬运机构包括点胶搬运y向滑轨、点胶搬运y向电机、点胶搬运y向滑动块以及点胶气动升降夹爪,所述点胶搬运y向滑轨以及所述点胶搬运y向电机适配固定设置在所述点胶机台上,所述点胶搬运y向滑动块适配滑动设置在所述点胶搬运y向滑轨上并与所述点胶搬运y向电机的输出端相连接,所述点胶气动升降夹爪适配设置在所述点胶搬运y向滑动块上并分别适配置于所述磁环待位调整工位以及所述磁环点胶侯置台的上方,所述浮动点胶机构包括若干个弹簧浮动点胶头,若干个所述弹簧浮动点胶头均匀排列设置在所述点胶支撑架上,所述搬运机械臂上适配设置有若干个气动点胶校正抓取夹爪,若干个所述气动点胶校正抓取夹爪分别与所述磁环点胶侯置台以及若干个所述弹簧浮动点胶头相对应适配,所述气动点胶校正抓取夹爪上分别设置有点胶头净胶刷以及抓取圆弧校正件,所述抓取圆弧校正件内设置有与外部磁环体相适配的圆弧位,所述抓取圆弧校正件置于所述气动点胶校正抓取夹爪的两个夹爪件之中。
12.所述磁环线脚二次压平机构包括两个固定设置在所述点胶机台上的磁环线脚二次压平支撑板,两个所述磁环线脚二次压平支撑板之间适配排列设置有两根线脚压平管。
13.有益效果:本实用新型集电感的线圈上料、线圈隔板插置、电感整脚切脚、磁环底板上料、磁环底板穿线扯脚、磁环线脚捋直以及磁环的校正抓取浮动点胶与一体,各工序工位之间通过各搬运机构同步联系,免除以往的多台单独设备的异步工作后再人工上料联系后续工序,提高了整体的生产效率,节省了人工成本,同时还在点胶装置上设置有二次压线脚机构,能够将点胶完毕的电感同时做线脚二次压平,使得电感更加便于摆放,方便电感在后续的烘干工序中的平稳放置,更好地保证了产品的质量。
附图说明
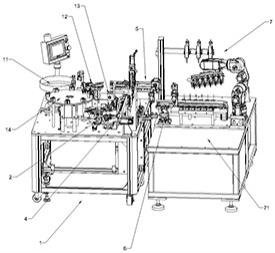
14.图1是本实用新型的机台、磁环上料机、磁环隔板插置机、磁环上料搬运手、磁环电感整脚切脚装置、磁环底板穿线扯脚装置、磁环线脚捋直装置、磁环待位调整工位以及校正抓取浮动点胶装置的整体结合示意图;
15.图2是本实用新型的磁环电感整脚切脚装置的整体结构示意图;
16.图3是本实用新型的磁环电感整脚切脚装置的内部整体结构爆炸示意图;
17.图4是图3中a处的放大示意图;
18.图5是本实用新型的磁环底板上料装置的整体结构示意图;
19.图6是本实用新型的磁环底板分仓移动下料模块中底部的结构示意图;
20.图7是本实用新型中磁环底板穿线扯脚装置的磁环搬运模块的结构示意图;
21.图8是本实用新型中磁环底板穿线扯脚装置的磁环线脚初扯线模块的结构示意图;
22.图9是本实用新型中磁环底板穿线扯脚装置的磁环线脚初扯线模块的内部结构示意图;
23.图10是本实用新型中磁环线脚捋直装置的结构示意图;
24.图11是本实用新型中校正抓取浮动点胶装置的结构示意图;
25.图12是本实用新型中校正抓取浮动点胶装置的气动点胶校正抓取夹爪731的整体
机构示意图。
具体实施方式
26.如图1、图2、图3、图4、图5、图6、图7、图8、图9、图10、图11、图12所示,本实用新型包括机台1,所述机台1上依次适配设置有线圈上料机11、线圈隔板插置机12、线圈上料搬运手13,其特征在于:所述电感整脚点胶机构还包括磁环电感整脚切脚装置2、磁环底板上料装置3、磁环底板穿线扯脚装置4、磁环线脚捋直装置5、磁环待位调整工位6以及校正抓取浮动点胶装置7,所述磁环电感整脚切脚装置2、所述磁环底板上料装置3、所述磁环底板穿线扯脚装置4以及所述磁环线脚捋直装置5依次设置在所述机台1上,所述校正抓取浮动点胶装置7对应适配置于所述机台1的一侧,所述磁环待位调整工位6适配设置在所述校正抓取浮动点胶装置7上,所述磁环线脚捋直装置5与所述磁环待位调整工位6相对应,所述磁环上料搬运手13分别置于所述磁环隔板插置机12以及所述磁环电感整脚切脚装置2的上方。
27.所述磁环电感整脚切脚装置2包括切脚基台21以及适配设置在所述切脚基台21内的线脚定位模组、线脚x向压紧模块以及线脚y向切脚模块,所述切脚基台21固定设置在所述机台1上,所述所述磁环隔板插置机12置于所述所述切脚基台21的上方,所述线脚定位模组适配设置在所述切脚基台21的内部工作开口处,两个所述线脚x向压紧模块分别对应设置在所述线脚定位模组的x向的两侧,两个所述线脚y向切脚模块分别对应设置在所述线脚定位模组的y向的两侧,所述线脚定位模组包括线脚十字定位件221、斜面基台222以及气动顶升板223,所述斜面基台222适配固定设置在所述气动顶升板223的顶端,所述线脚十字定位件221固定设置在所述斜面基台222的中央凸台的上端面,所述气动顶升板223固定设置在所述切脚基台21的底面,所述线脚十字定位件221包括x向延伸块2211以及y向延伸块2212,所述x向延伸块2211的末端设置有抓扣件2213,所述y向延伸块2212的两侧面为滑动斜面2214,所述x向延伸块2211的首端与所述y向延伸块2212的首端的连接处设置有线脚放置槽2215。
28.所述线脚x向压紧模块包括线脚推压气缸231、线脚推压定位块232以及推压块承托台233,所述推压块承托台233固定设置在所述气动顶升板223的侧端并置于所述斜面基台222的一侧,所述线脚推压定位块232通过竖直连接板234固定连接设置在所述线脚推压气缸231的输出端上,所述线脚推压定位块232适配滑动放置在所述推压块承托台233上,所述线脚推压定位块232上设置有扣爪位235,所述扣爪位235适配活动扣设在所述抓扣件2213上,所述线脚y向切脚模块包括线脚推切气缸241、推动输出板242、线脚切刀243、压缩弹簧244以及y向线脚定位块245,所述线脚推切气缸241固定设置在所述切脚基台21的底部,所述推动输出板242固定连接设置在所述线脚推切气缸241的输出端,所述线脚切刀243适配设置在所述推动输出板242上并与所述斜面基台222的切刀活动斜面2221相活动适配,所述线脚切刀243上设置有弹簧放置槽2431,所述压缩弹簧244适配置于所述弹簧放置槽2431内,所述y向线脚定位块245的适配活动设置在所述线脚切刀243上并通过竖直连接片与所述压缩弹簧244的前端相连接,所述y向线脚定位块245的压线端2451与所述线脚放置槽2215相对应,所述y向延伸块2212通过所述滑动斜面2214适配活动设置在两个所述压线端2451之间。
29.所述磁环底板上料装置3包括上料底座31,所述上料底座31上依次对应设置有磁
环底板推送模块、磁环底板分仓移动下料模块以及磁环底板出料道32,所述磁环底板分仓移动下料模块包括分仓移动气缸331、移动到位限位模组、分仓移动滑轨332、分仓移动块333以及磁环底板储存仓334,所述分仓移动气缸331固定设置在所述上料底座31上,所述分仓移动滑轨332固定设置在所述分仓移动气缸331上,所述分仓移动块333适配滑动设置在所述分仓移动滑轨332上并与所述分仓移动气缸331的输出端相连接,所述磁环底板储存仓334固定竖直设置在所述分仓移动块333上,所述移动到位限位模组包括移动限位块3351以及两根限位柱3352,两根所述限位柱3352分别固定设置在所述分仓移动气缸331的侧边上,所述移动限位块3351固定设置在所述分仓移动块333的侧边上并适配置于两根所述限位柱3352之间,所述磁环底板储存仓334上分别适配设置有若干条底板储存槽3341,每条所述底板储存槽3341的底部均设置有底板出料口3342,所述磁环底板推送模块包括推送固定座341、磁环底板推送气缸342、磁环底板推送杆343以及磁环底板到料感应器344,所述推送固定座341固定设置在所述上料底座31上,所述磁环底板推送气缸342适配固定横置在所述推送固定座341的首端上,所述磁环底板到料感应器344适配置于所述推送固定座341的末端上并与所述底板出料口3342相对应,所述磁环底板推送杆343的首端与所述磁环底板推送气缸342的输出端固定连接,所述磁环底板推送杆343的末端适配水平活动穿过所述磁环底板到料感应器344并适配对应活动插置在所述底板出料口3342处,所述磁环底板出料道32固定设置在所述上料底座31上,所述磁环底板出料道32的进料端与所述底板出料口3342以及所述磁环底板推送杆343相对应。
30.所述磁环底板穿线扯脚装置4包括磁环搬运模块以及磁环线脚初扯线模块,所述磁环搬运模块分别适配置于所述线脚十字定位件221以及所述磁环线脚初扯线模块的上方,所述磁环线脚初扯线模块与所述磁环底板出料道32的出料端相连接,所述磁环搬运模块包括磁环搬运支撑架411、磁环搬运电机412以及升降气动磁环夹爪413以及气动磁环线脚搬运固位活动夹414,所述磁环搬运支撑架411固定设置在所述机台1上并置于所述切脚基台21的一侧,所述磁环搬运电机412设置在所述磁环搬运支撑架411上,所述升降气动磁环夹爪413通过搬运移动块415适配滑动设置在所述磁环搬运支撑架411上并与所述磁环搬运电机412的输出端相连接,所述气动磁环线脚搬运固位活动夹414设置在所述搬运移动块415上并适配置于所述升降气动磁环夹爪413的下方,所述磁环线脚初扯线模块包括初扯线支撑架421以及磁环插板初扯线机构,所述初扯线支撑架421固定设置在所述机台1上,所述磁环插板初扯线机构适配设置在所述初扯线支撑架421内,所述初扯线支撑架421上设置有气动磁环线脚固位夹组4211,所述气动磁环线脚固位夹组4211适配置于所述磁环插板初扯线机构的上方,所述磁环插板初扯线机构包括初扯线支撑体431、气动磁环底板固位夹432、夹线脚模块以及扯线脚模块,所述初扯线支撑体431固定设置在所述机台1上,所述气动磁环底板固位夹432以及所述扯线脚模块分别适配设置在所述初扯线支撑体431上,所述夹线脚模块适配设置在所述扯线脚模块上,所述气动磁环底板固位夹432置于所述夹线脚模块的上方,所述扯线脚模块包括扯线脚滑轨441、扯线脚气缸442以及扯线脚滑动块443,所述扯线脚滑轨441适配横置在所述初扯线支撑体431上,所述扯线脚气缸442设置在所述初扯线支撑体431的端部,所述扯线脚滑动块443适配滑动设置在所述扯线脚滑轨441上并与所述扯线脚气缸442的输出端相连接,所述夹线脚模块包括夹线脚气缸451、夹线脚滑轨452、夹线脚滑块453、夹线脚活动端454以及夹线脚固定端455,所述夹线脚气缸451设置在所述
扯线脚滑动块443的一端,所述夹线脚滑轨452设置在所述扯线脚滑动块443上,所述夹线脚滑块453适配滑动设置在所述夹线脚滑轨452上并与所述夹线脚气缸451的输出端相连接,所述夹线脚活动端454竖直固定设置在所述夹线脚滑块453的末端,所述夹线脚固定端455固定竖直设置在所述扯线脚滑动块443的末端并与所述夹线脚活动端454相对应,所述气动磁环底板固位夹432置于所述气动磁环线脚固位夹组4211的下方并分别置于所述夹线脚固定端455以及所述夹线脚活动端454的上方,所述磁环底板出料道32的出料端与所述气动磁环底板固位夹432相连接,所述升降气动磁环夹爪413置于所述气动磁环线脚固位夹组4211以及所述气动磁环底板固位夹432的上方。
31.所述磁环线脚捋直装置5包括线脚捋直底板51以及线脚捋直支撑架52,所述线脚捋直底板51固定设置在所述机台1上,所述线脚捋直支撑架52固定竖直设置在所述线脚捋直底板51上,所述线脚捋直底板51上适配设置有夹线捋直机构,所述线脚捋直支撑架52上设置有磁环同步搬运机构,所述夹线捋直机构包括捋线x向滑轨511、捋线x向气缸512、捋线x向滑动块513、捋线y向滑轨514、捋线y向气缸515、捋线y向滑动块516、夹线捋直气动夹爪517以及捋直位磁环放置夹爪518,所述捋线x向滑轨511以及所述捋线x向气缸512分别适配固定设置在所述线脚捋直底板51上,所述捋线x向滑动块513适配滑动设置在所述捋线x向滑轨511上并与所述捋线x向气缸512的输出端相连接,所述捋线y向滑轨514适配固定设置在所述捋线x向滑动块513上,两个所述捋线y向气缸515分别适配固定设置在所述捋线x向滑动块513的两端,两个所述捋线y向滑动块516分别适配滑动设置在所述捋线y向滑轨514上并分别与相邻的一个所述捋线y向气缸515的输出端相连接,两个所述夹线捋直气动夹爪517分别适配固定设置在两个所述捋线y向滑动块516上,所述捋直位磁环放置夹爪518固定设置在所述线脚捋直底板51上,两个所述夹线捋直气动夹爪517的输出端分别置于所述捋直位磁环放置夹爪518的输出端的两侧,所述磁环同步搬运机构包括分别适配固定在所述线脚捋直支撑架52上的磁环同步搬运电机521以及磁环同步搬运滑轨522,所述磁环同步搬运滑轨522上适配滑动设置有磁环同步搬运横移块523,所述磁环同步搬运横移块523与所述磁环同步搬运电机521的输出端相连接,所述磁环同步搬运横移块523上适配升降滑动设置有气动升降横置板524,所述气动升降横置板524上均匀设置有第一气动磁环同步搬运夹爪525以及第二气动磁环同步搬运夹爪526,所述第一气动磁环同步搬运夹爪525分别适配置于所述气动磁环底板固位夹432以及所述捋直位磁环放置夹爪518的上方,所述第二气动磁环同步搬运夹爪526分别适配置于所述捋直位磁环放置夹爪518以及所述磁环待位调整工位6的上方。
32.所述校正抓取浮动点胶装置7包括点胶机台71、点胶支撑架711、磁环点胶搬运机构、磁环点胶侯置台72、搬运机械臂73、浮动点胶机构以及磁环线脚二次压平机构,所述点胶机台71适配置于所述机台1的一侧,所述磁环待位调整工位6、所述点胶支撑架711、所述磁环点胶搬运机构、磁环点胶侯置台72、搬运机械臂73以及所述磁环线脚二次压平机构分别设置在所述点胶机台71上,所述磁环点胶搬运机构包括点胶搬运y向滑轨741、点胶搬运y向电机742、点胶搬运y向滑动块743以及点胶气动升降夹爪744,所述点胶搬运y向滑轨741以及所述点胶搬运y向电机742适配固定设置在所述点胶机台71上,所述点胶搬运y向滑动块743适配滑动设置在所述点胶搬运y向滑轨741上并与所述点胶搬运y向电机742的输出端相连接,所述点胶气动升降夹爪744适配设置在所述点胶搬运y向滑动块743上并分别适配
置于所述磁环待位调整工位6以及所述磁环点胶侯置台72的上方,所述浮动点胶机构包括若干个弹簧浮动点胶头751,若干个所述弹簧浮动点胶头751均匀排列设置在所述点胶支撑架711上,所述搬运机械臂73上适配设置有若干个气动点胶校正抓取夹爪731,若干个所述气动点胶校正抓取夹爪731分别与所述磁环点胶侯置台72以及若干个所述弹簧浮动点胶头751相对应适配,所述气动点胶校正抓取夹爪731上分别设置有点胶头净胶刷7311以及抓取圆弧校正件7312,所述抓取圆弧校正件7312内设置有与外部磁环体相适配的圆弧位,所述抓取圆弧校正件7312置于所述气动点胶校正抓取夹爪731的两个夹爪件之中。
33.所述磁环线脚二次压平机构包括两个固定设置在所述点胶机台71上的磁环线脚二次压平支撑板712,两个所述磁环线脚二次压平支撑板712之间适配排列设置有两根线脚压平管713。
34.在本实用新型中,还设置有与各可动部件电连接的控制系统。
35.本实用新型的工作流程:
36.磁环自所述磁环上料机出料至出料工位转盘14上,所述磁环隔板插置机12将隔板插置在经过的磁环体上,插置好隔板的磁环体经所述磁环上料搬运手13搬运至所述切脚基台21处并插置于所述线脚十字定位件221上。所述x向延伸块2211以及所述y向延伸块2212分别前进压紧磁环体的线脚,使得磁环体的线脚适配落在所述线脚放置槽2215内,完成整脚工序,然后两个所述线脚切刀243克服各自所述压缩弹簧244继续前进并将磁环体的线脚切断,至此完成切脚工序然后所述x向延伸块2211以及所述y向延伸块2212各自复位;
37.同时,所述磁环底板储存仓334中各所述底板储存槽3341内的最低处磁环底板落至所述底板出料口3342处,所述磁环底板推送杆343将磁环底板经所述磁环底板出料道32推送至所述气动磁环底板固位夹432上,所述气动磁环底板固位夹432将磁环底板夹置固位,这过程中,如所述底板储存槽3341内底板被推送完,则所述磁环底板到料感应器344感应到缺少磁环底板,则所述分仓移动块333移动,把存有磁环底板的底板储存槽3341移动至与所述磁环底板推送杆343相对应。
38.所述升降气动磁环夹爪413把完成整脚切脚的磁环夹起搬运,搬运过程中所述气动磁环线脚搬运固位活动夹414把磁环线脚夹持住,保证线脚的状态。所述升降气动磁环夹爪413把完成整脚切脚的磁环运至所述气动磁环底板固位夹432的上方,所述气动磁环线脚搬运固位活动夹414打开,接着所述升降气动磁环夹爪413把完成整脚切脚的磁环对应插置在磁环底板上,插置后所述升降气动磁环夹爪413复位,同时所述气动磁环线脚固位夹组4211把磁环线脚再次固位;接着所述夹线脚活动端454被带动向所述夹线脚固定端455移动并紧贴,过程中把磁环线脚紧紧夹置在所述夹线脚活动端454与所述夹线脚固定端455之间,接着所述扯线脚滑动块443向外移动,带动所述夹线脚活动端454与所述夹线脚固定端455把磁环线脚向外拉扯,完成磁环线脚的初步扯线动作。
39.接着所述第一气动磁环同步搬运夹爪525把完成初步扯线的磁环自所述气动磁环底板固位夹432搬送至所述捋直位磁环放置夹爪518上,所述捋直位磁环放置夹爪518夹紧磁环,接着两个所述夹线捋直气动夹爪517分别夹紧磁环的线脚,每个所述夹线捋直气动夹爪517分别夹置磁环同侧的两根线脚,再由所述捋线x向气缸512以及所述捋线y向气缸515的作用下,把磁环的线脚向外捋直。接着所述第二气动磁环同步搬运夹爪526将磁环自所述捋直位磁环放置夹爪518搬运至所述磁环待位调整工位6上,所述磁环待位调整工位6对磁
环的姿态作处调整。调整完成后所述点胶气动升降夹爪744把磁环自所述磁环待位调整工位6搬运至所述磁环点胶侯置台72上,在本具体实施例中,所述磁环点胶侯置台72上能够放置六个磁环体。待六个磁环体放置好后,所述搬运机械臂73带动六个所述气动点胶校正抓取夹爪731夹取六个磁环体,过程中磁环体经过所述抓取圆弧校正件7312的下压校正,使其位置状态进一步得到调整。所述搬运机械臂73将六个磁环送至三个所述弹簧浮动点胶头751处进行点胶。点胶完成后所述搬运机械臂73带动所述气动点胶校正抓取夹爪731翻转,并通过所述点胶头净胶刷7311对所述弹簧浮动点胶头751的出胶处进行净胶处理。完成后所述搬运机械臂73将六个磁环移送并横置于两根所述线脚压平管713的上方,并带动磁环移动至两根所述线脚压平管713之间,此时磁环的两侧的线脚分别被两根所述线脚压平管713再次压平,完成后所述搬运机械臂73将六个磁环移送至外部烘干平台上。
40.本实用新型适用于磁环电感生产制造领域。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1