一种卷针上备胶贴胶结构的制作方法
1.本实用新型涉及锂电池生产技术领域,尤其是涉及一种卷针上备胶贴胶结构。
背景技术:
2.由于锂离子蓄电池具有体积小、重量轻、容量大等优点。所以锂离子蓄电池的应用越来越广泛。锂电池的电极尺寸要求既长又宽,而且非常薄。正极片与负极片之间用隔膜分开,它们之间的相对位置非常严格。为了生产出的电池或者电容器容量大、内阻小,要求卷芯不但卷得紧、端面整齐,这就要求操作工序流畅而且质量高。
3.在现有技术中,锂电池电芯卷绕时,需将正极片、负极片和隔膜交替的卷绕形成电芯。当上料装置上的极片放卷完毕后,需将装极片的滚筒拿下,然而现有卷绕机需停机并通过卷针内夹针对隔膜头部进行固定夹紧后进行卷绕,因此卷针卷绕过程不能连续进行,从而影响生产效率。
技术实现要素:
4.本实用新型的主要目的在于提供一种卷针上备胶贴胶结构,以解决上述技术问题,能够提高生产效率。
5.为实现上述目的,本实用新型采用如下技术方案:
6.一种卷针上备胶贴胶结构,包括有基板以及设置于所述基板上的翻转组件、贴胶组件和夹持组件,所述夹持组件将已经卷绕完成的电芯下料,所述翻转组件旋转所述基板,所述贴胶组件将胶纸贴附于卷针上。
7.作为一种优选的技术方案,所述贴胶组件包括有贴胶结构、备胶结构、贴胶活动板和贴胶气缸,所述备胶结构设置于所述贴胶结构的两侧,所述贴胶结构和所述备胶结构设置于所述贴胶活动板上,所述贴胶气缸驱动所述贴胶活动板移动。
8.作为一种优选的技术方案,所述贴胶结构包括有贴胶块气缸和贴胶块,所述贴胶块气缸驱动所述贴胶块移动。
9.作为一种优选的技术方案,所述备胶结构包括有备胶基座、备胶活动座,备胶辊、辅助备胶辊、备胶气缸和备胶导轨,所述备胶导轨设置于所述贴胶活动板上,所述备胶辊和所述辅助备胶辊旋转设置于所述备胶活动座上,所述备胶基座与所述备胶活动座连接,所述备胶气缸驱动所述备胶基座沿所述备胶导轨移动。
10.作为一种优选的技术方案,所述备胶结构还包括有导杆和弹簧,所述备胶活动座设置于所述导杆的一端,且所述导杆穿置于所述备胶基座上,所述导杆穿过所述弹簧,所述弹簧一端与所述备胶活动座抵接,另一端与所述备胶基座抵接。
11.作为一种优选的技术方案,所述备胶结构还包括有防转气缸,所述防转气缸与所述备胶辊抵接。
12.作为一种优选的技术方案,所述夹持组件包括有夹持板、夹持气缸、夹持电机和两个夹爪,所述夹持气缸设置于所述基板上,所述夹持电机设置于所述夹持板上,所述夹持气
缸驱动所述夹持板相对所述基板移动,所述夹持电机驱动两个夹爪相互靠近或者远离。
13.作为一种优选的技术方案,其进一步设有上胶组件,所述上胶组件将胶纸上料至所述贴胶组件上。
14.作为一种优选的技术方案,所述上胶组件包括有上胶单元,所述上胶单元包括有上胶基板以及设置于所述上胶基板上的放胶盘、拉胶辊、裁断结构、第一上胶吸盘、第二上胶吸盘和第三上胶吸盘,所述裁断结构设置于所述第一上胶吸盘和所述第二上胶吸盘之间,所述放胶盘将胶纸放卷至所述第一上胶吸盘上,所述拉胶辊将胶纸经过所述第二上胶盘拉动至所述第三上胶盘,所述裁断结构将胶纸于第一上胶吸盘和所述第二上胶吸盘之间裁断。
15.作为一种优选的技术方案,所述上胶组件还包括有第一移动结构、第二移动结构和第三移动结构,所述上胶单元与所述第三移动结构连接,所述第一移动结构驱动带动所述第二移动结构移动,所述第二移动结构驱动带动所述第三移动结构移动,所述第三移动结构驱动所述上胶单元移动。
16.本实用新型的有益效果在于:上述卷针上备胶贴胶结构,能够通过夹持组件将已经完成卷绕的电芯下料,并通过贴胶组件将胶纸上料至卷针上,使卷针吸附胶纸,卷针在可以在持续卷绕的情况下,通过胶纸粘附隔膜进而开始新的电芯卷绕,使卷针在不停机的情况下可以卷绕新的电芯,从而提高生产效率,同时,通过贴胶纸能够加强隔膜内层的刚性,使隔膜内层不会产生下塌的现象。
附图说明
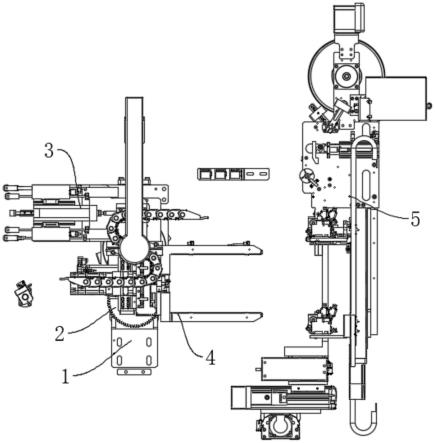
17.图1为本实用新型涉及的卷针上备胶贴胶结构的结构示意图;
18.图2为本实用新型涉及的基板、翻转组件、贴胶组件和夹持组件的结构示意图;
19.图3为本实用新型涉及的贴胶组件上料胶纸至卷针前的工作示意图;
20.图4为本实用新型涉及的贴胶组件上料胶纸至卷针时的工作示意图;
21.图5为本实用新型涉及的上胶组件的结构示意图。
具体实施方式
22.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
23.如图1所示,一种卷针上备胶贴胶结构,包括有基板1、翻转组件2、贴胶组件3、夹持组件4和上胶组件5,翻转组件2、贴胶组件3和夹持组件4设置于基板1上,夹持组件4将位于卷针a上的电芯下料,上胶组件5将胶纸b上料至贴胶组件3,翻转组件2驱动旋转基板1,使贴胶组件3和夹持组件4的位置转换,贴胶组件3将胶纸b贴附于卷针a上。
24.请结合图2、图3和图4所示,贴胶组件3包括有贴胶结构33、备胶结构34、贴胶活动板31和贴胶气缸32,备胶结构34设置于贴胶结构34的两侧,能够将胶纸b的两端压至卷针a的表面,使卷针a将胶纸b吸附压紧,贴胶结构33和备胶结构34设置于贴胶活动板31上,贴胶气缸32驱动贴胶活动板31移动,将胶纸b压至卷针a上,贴胶结构33包括有贴胶块气缸332和贴胶块331,贴胶块气缸332驱动贴胶块331移动。备胶结构34包括有备胶基座341、备胶气缸
342、备胶辊343、辅助备胶辊344、备胶活动座345、导杆346、弹簧(图中未显示)、备胶导轨347、备胶滑块348、防转气缸349和限位环3410,备胶导轨347设置于贴胶活动板31上,备胶辊343和辅助备胶辊344分别旋转设置于两个备胶活动座345上,两个导杆346的一端设置于一个备胶活动座345上,且导杆346穿置于备胶基座341上,限位环3410设置于导杆346的另一端,用于限制导杆346的活动距离,导杆346穿过弹簧,弹簧一端与备胶活动座345抵接,另一端与备胶基座341抵接,备胶基座341与备胶滑块348固设,备胶滑块348沿备胶导轨347移动,备胶气缸342驱动备胶基座341沿备胶导轨347移动,防转气缸3410与备胶辊343抵接,以防止备胶辊343旋转。当需要将胶纸b上料至卷针a时,翻转组件2驱动旋转基板1,使贴胶组件3对齐卷针a,贴胶气缸32驱动贴胶活动板31移动,将胶纸b移动至与卷针a相切的位置,贴胶块气缸332驱动贴胶块331移动,将胶纸b压至卷针a的表面,卷针a吸附胶纸b,备胶气缸342驱动备胶基座341沿备胶导轨347移动,备胶辊343与辅助备胶辊344与卷针a接触并压缩弹簧,使备胶辊343与辅助备胶辊344将胶纸b的两端压至卷针a的表面,以防止卷针a没有将胶纸b吸附紧,随后贴胶气缸32、贴胶块气缸332和备胶气缸342复位,此时,卷针a旋转,使胶纸b粘附隔膜开始卷绕。
25.请继续参考图2所示,夹持组件4包括有夹持板41、夹持气缸43、夹持电机42和两个夹爪44,夹持气缸43固设于基板1上,夹持电机42固设于夹持板41上,夹持气缸43驱动夹持板41相对基板1移动,夹持电机42驱动两个夹爪41相互靠近或者远离,当需要将卷针a上的电芯下料时,翻转组件2驱动基板1旋转,使两个夹爪41之间的间隙对齐电芯,夹持气缸43驱动夹持板41移动,使电芯位于两个夹爪41之间,夹持电机42驱动两个夹爪41相互靠近夹持电芯,使电芯脱离卷针a,将电芯下料。
26.请参考图5所示,上胶组件5包括有上胶单元51、第一移动结构52、第二移动结构53和第三移动结构54,上胶单元51设置有两个,其一上胶单元51设置于第三移动结构54的一侧,另一上胶单元51与第三移动结构54连接,其一上胶单元51和第三移动结构54与第二移动结构53连接,第二移动结构53与第一移动结构52连接,第一移动结构52驱动带动第二移动结构53移动,使位于上胶单元51上的胶纸b能够对齐贴胶组件3,第二移动结构53驱动带动第三移动结构54和其一上胶单元51移动,能够带动两个上胶单元51上的胶纸b上料至贴胶组件3,使贴胶组件3能够将胶纸上料至卷针a的两侧,以贴合隔膜的两端,第三移动结构54驱动另一上胶单元51移动,能够改变两个上胶单元51之间的距离,使上胶组件5能够根据隔膜的宽幅调整两个胶纸之间的距离,使贴胶组件3和上胶组件5能够适应不同宽幅的隔膜,应用范围广。上胶单元51包括有上胶基板511以及设置于上胶基板511上的放胶盘512、防粘辊513、压胶结构514、拉胶辊515、拉胶导轨516、裁断结构5110、第一上胶吸盘517、第二上胶吸盘518和第三上胶吸盘519,防粘辊513与压胶结构514对齐,拉胶辊515沿拉胶导轨516移动,裁断结构5110设置于第一上胶吸盘517和第二上胶吸盘518之间,放胶盘512将胶纸b放卷,经过防粘辊513和压胶结构514之间,且胶纸b的粘贴端面与防粘辊513黏连,并放卷至拉胶辊515与第一上胶吸盘517之间上,且胶纸b的端部与拉胶辊515黏连,第一上胶吸盘517吸附胶纸b,当需要将胶纸b上料时,拉胶辊515沿拉胶导轨516移动拉胶辊515,将胶纸b经过第二上胶盘518拉动至第三上胶盘519上,第二上胶吸盘518和第三上胶吸盘519吸附胶纸b,裁断结构5110驱动,将胶纸b于第一上胶吸盘517与第二上胶吸盘518之间裁断,第一移动结构52驱动带动第二移动结构53移动,使位于上胶单元51上的胶纸b能够对齐贴胶组
件3,第二移动结构53驱动带动第三移动结构54和其一上胶单元51移动,能够带动两个上胶单元51上的胶纸b上料至贴胶组件3。其中,压胶结构514能够将胶纸b压紧至防粘辊513上,使胶纸料带保持张紧。
27.当位于卷针a上的电芯开始卷绕时,拉胶辊515沿拉胶导轨516移动拉胶辊515,将胶纸b经过第二上胶盘518拉动至第三上胶盘519上,第二上胶吸盘518和第三上胶吸盘519吸附胶纸b,裁断结构5110驱动,将胶纸b于第一上胶吸盘517与第二上胶吸盘518之间裁断,使胶纸b吸附固定于第二上胶吸盘518和第三上胶吸盘519之间,以待上料至贴胶组件3上。
28.当位于卷针a上的电芯完成卷绕需要下料时,翻转组件2驱动旋转基板1,使夹持组件4对齐电芯,贴胶组件3对齐上胶组件5,且使两个夹爪41之间的间隙对齐电芯,夹持气缸43驱动夹持板41移动,使电芯位于两个夹爪41之间,夹持电机42驱动两个夹爪41相互靠近夹持电芯,使电芯脱离卷针a,将电芯下料;与此同时,第一移动结构52驱动带动第二移动结构53移动,使位于上胶单元51上的胶纸b能够对齐贴胶块331,第二移动结构53驱动带动第三移动结构54和其一上胶单元51移动,带动两个上胶单元51上的胶纸b靠近贴胶块331,贴胶块气缸332驱动贴胶块331移动,防转气缸3410驱动与备胶辊343抵接,防止备胶辊343旋转,使胶纸b与贴胶块331和备胶辊343黏连,完成胶纸b的一次上料;当电芯下料完成后,翻转组件2驱动旋转基板1,使贴胶组件3对齐卷针a,贴胶气缸32驱动贴胶活动板31移动,将胶纸b移动至与卷针a相切的位置,贴胶块气缸332驱动贴胶块331移动,将胶纸b压至卷针a的表面,卷针a吸附胶纸b,备胶气缸342驱动备胶基座341沿备胶导轨347移动,备胶辊343与辅助备胶辊344与卷针a接触并压缩弹簧,使备胶辊343与辅助备胶辊344将胶纸b的两端压至卷针a的表面,以防止卷针a没有将胶纸b吸附紧,随后贴胶气缸32、贴胶块气缸332和备胶气缸342复位,此时,卷针a旋转,使胶纸b粘附隔膜开始卷绕,与此同时,上胶组件5继续准备胶带b,以待下次将胶带b上料至贴胶组件3上,以完成依次贴胶。
29.以上所述实施例,只是本实用新型的较佳实例,并非来限制本实用新型的实施范围,故凡依本实用新型申请专利范围所述的构造、特征及原理所做的等效变化或修饰,均应包括于本实用新型专利申请范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1