电池极片和充电电池的制作方法
本技术涉及电池制造领域,尤其涉及一种电池极片和充电电池。
背景技术:
1、在锂电池制造行业,在极片涂布浆料之后,需要在正负极极片边缘做减薄化处理。特别是正极极片,如果不进行减薄化处理,会导致正极浆料边缘区域敷料偏厚。偏厚的边缘区域会造成辊压时极耳褶皱,导致卷绕后的电池不良率升高。
2、然而,对边缘进行减薄处理后,辊压后极片边缘厚度相比极片中心区域更薄,在卷绕或者叠片后,极片边缘区域层叠,相邻的极片边缘区域无法紧密贴合,极片间隙增大,导致锂离子传递阻抗增加,引起边缘区析锂。为了减少析锂现象,现有技术的负极极片的尺寸大于正极极片以容纳更多的锂离子,即负极极片的外侧增设有凸伸(overhang)区域。但在凸伸区域的锂离子扩散距离更长,阻抗更大,仍有可能出现析锂现象。随着电池充放电循环,边缘区域析锂情况还会加剧,不利于电池的安全使用。因此,亟需一种新型的电池极片和充电电池以改善上述问题。
技术实现思路
1、本实用新型的目的在于提供一种电池极片和充电电池,该极片用于减小卷绕或叠片时相邻的极片边缘区域的间隙。
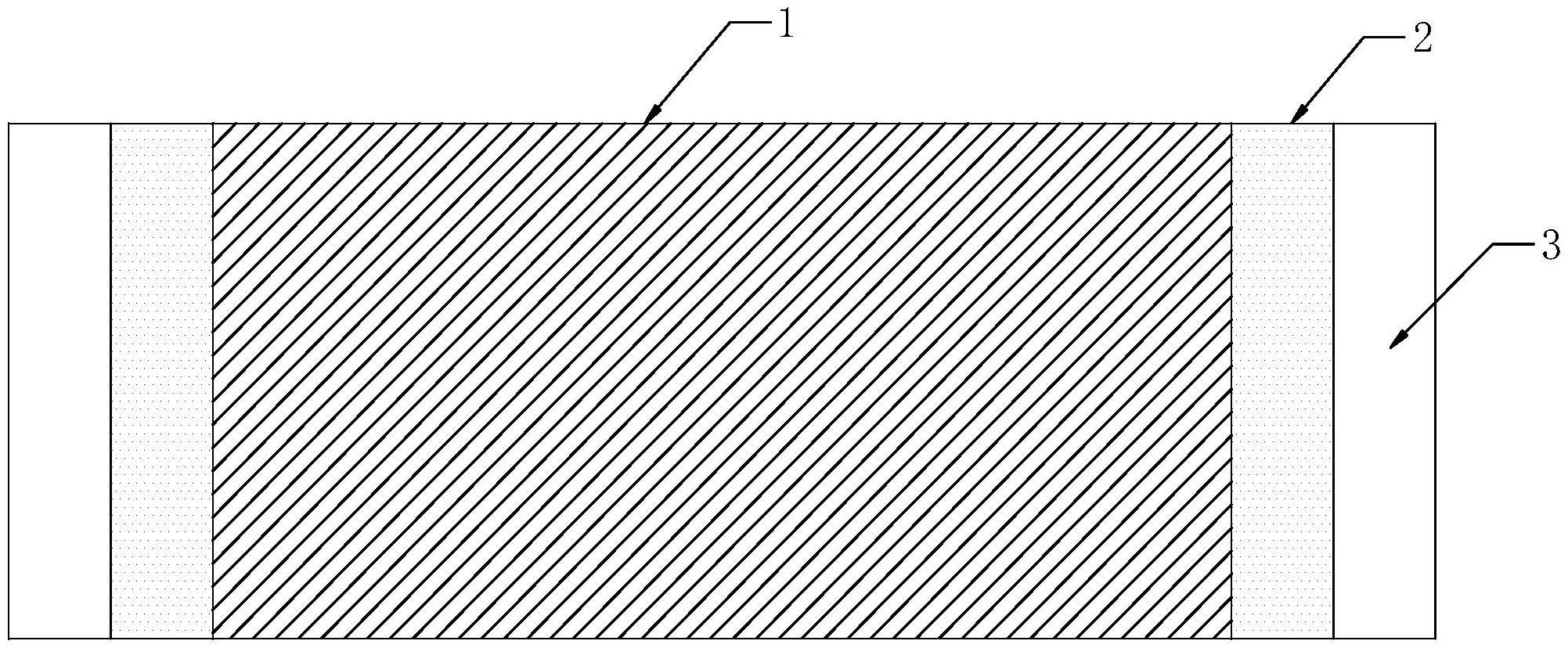
2、第一方面,本实用新型提供一种电池极片,包括:集流体和活性材料层;所述活性材料层设于所述集流体的至少一侧,用于参与电池内的电化学反应;活性材料层包括主材部和边缘部;所述主材部靠近所述集流体的中心区域;所述边缘部靠近所述集流体的边缘区域;辊压后的所述边缘部的厚度不小于所述主材部的厚度。
3、本实用新型的极片的有益效果为:本实用新型通过设置所述主材部和所述边缘部,实现分别对集流体的中心和边缘涂布,能够满足多样化的生产需求,有利于在涂布时提升所述主材部和所述边缘部与集流体的贴合程度。通过设置的辊压后的所述边缘部的厚度不小于所述主材部的厚度,实现减小卷绕或叠片时相邻的极片边缘部的间隙,有利于降低锂离子在相邻极片间的传递阻抗,避免所述边缘部析锂,有利于电池的安全使用,提升了电池的循环寿命。
4、可选的,所述边缘部的硬度不高于所述主材部的硬度,以使辊压后的所述边缘部与所述主材部的厚度保持一致。其有益效果在于,通过设置的所述边缘部的硬度不高于所述主材部的硬度,提升所述边缘部的工艺适应能力。避免辊压后的极片中心与极片边缘的延展量不一致,减少极片边缘出现波浪或皱褶。
5、可选的,所述边缘部的宽度范围为[1mm,100mm]。
6、可选的,所述边缘部与所述集流体之间还设有惰性材料层,用于提升所述极片的边缘区域的导电性和弹性。
7、可选的,所述惰性材料层包括天然石墨层、人造石墨层、无定型碳层、碳纳米管层或石墨烯层中的至少一种。
8、可选的,所述活性材料层的数量为n,n为任意正整数。
9、可选的,所述极片用于电池的正极时,所述活性材料层包括钴酸锂层、锰酸锂层、磷酸铁锂层、磷酸锰铁锂层、镍钴锰酸锂层、镍钴铝酸锂层或镍锰酸锂层中的至少一种。
10、可选的,所述极片用于电池的负极时,所述活性材料层包括天然石墨层、人造石墨层、中间相碳微球层、钛酸锂层、硅层、硅碳合金层、锡合金层或活性锂金属层中的至少一种。
11、第二方面,本实用新型提供一种充电电池,包括外壳、隔离膜和所述第一方面中任一项所述的极片;所述隔离膜与所述极片呈卷绕状或者叠片状设于所述外壳内。
技术特征:
1.一种电池极片,其特征在于,包括:集流体和活性材料层;
2.根据权利要求1所述的极片,其特征在于,所述边缘部的硬度不高于所述主材部的硬度,以使辊压后的所述边缘部与所述主材部的厚度保持一致。
3.根据权利要求1所述的极片,其特征在于,所述边缘部的宽度范围为[1mm,100mm]。
4.根据权利要求1所述的极片,其特征在于,所述边缘部与所述集流体之间还设有惰性材料层,用于提升所述极片的边缘区域的导电性和弹性。
5.根据权利要求4所述的极片,其特征在于,所述惰性材料层包括天然石墨层、人造石墨层、无定型碳层、碳纳米管层或石墨烯层中的至少一种。
6.根据权利要求1所述的极片,其特征在于,所述活性材料层的数量为n,n为任意正整数。
7.根据权利要求1所述的极片,其特征在于,所述极片用于电池的正极时,所述活性材料层包括钴酸锂层、锰酸锂层、磷酸铁锂层、磷酸锰铁锂层、镍钴锰酸锂层、镍钴铝酸锂层或镍锰酸锂层中的至少一种。
8.根据权利要求1所述的极片,其特征在于,所述极片用于电池的负极时,所述活性材料层包括天然石墨层、人造石墨层、中间相碳微球层、钛酸锂层、硅层、硅碳合金层、锡合金层或活性锂金属层中的至少一种。
9.一种充电电池,其特征在于,包括外壳、隔离膜和权利要求1至8中任一项所述的极片;
技术总结
本技术提供一种电池极片和充电电池。所述极片包括:集流体和活性材料层;所述活性材料层设于所述集流体的至少一侧,用于参与电池内的电化学反应;活性材料层包括主材部和边缘部;所述主材部靠近所述集流体的中心区域;所述边缘部靠近所述集流体的边缘区域;辊压后的所述边缘部的厚度不小于所述主材部的厚度。该极片用于减小卷绕或叠片时相邻的极片边缘区域的间隙。
技术研发人员:王爱萍
受保护的技术使用者:蜻蜓实验室(深圳)有限公司
技术研发日:20221028
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!