一种滤波电感的自动化生产设备的制作方法
本发明涉及滤波电感生产装置,尤其涉及一种滤波电感的自动化生产设备。
背景技术:
1、随着现有的新能源汽车的普及,对大功率的电控系统需求旺盛,新能源汽车的车载充电器(obc)在新能源汽车中的作用为将交流电转换成直流电向电池充电的装置,其为电控系统的重要组成部分,直流输出滤波电感为obc的输出直流进行滤波作用;
2、新能源汽车的充电速率越来越快,从而对新能源汽车进行充电时需要巨大的充电功率,故充电过程中过滤文波的直流输出滤波电感的设计功率巨大,因此滤波电感的体型较大;
3、大型功率的滤波电感的加工首先将线材整理成直线状态,再裁切给定长度,并将裁切下线材的两端进行环切剥皮,随后将线材与保持架一同插入磁心内,进行组装,再放入模具内进行两次成型,接着将成型后的组合体放入底座内,从而制成亚成品;
4、但是这条工艺路线中线材的环切以及亚成品组装等步骤需人工来完成,不仅劳动强度大,生产质量受到人员波动影响,从而造成局限性。
5、为此,我们提出一种滤波电感的自动化生产设备。
技术实现思路
1、针对现有技术的不足,本发明提供了一种滤波电感的自动化生产设备,克服了现有技术的不足,旨在解决背景技术中的问题。
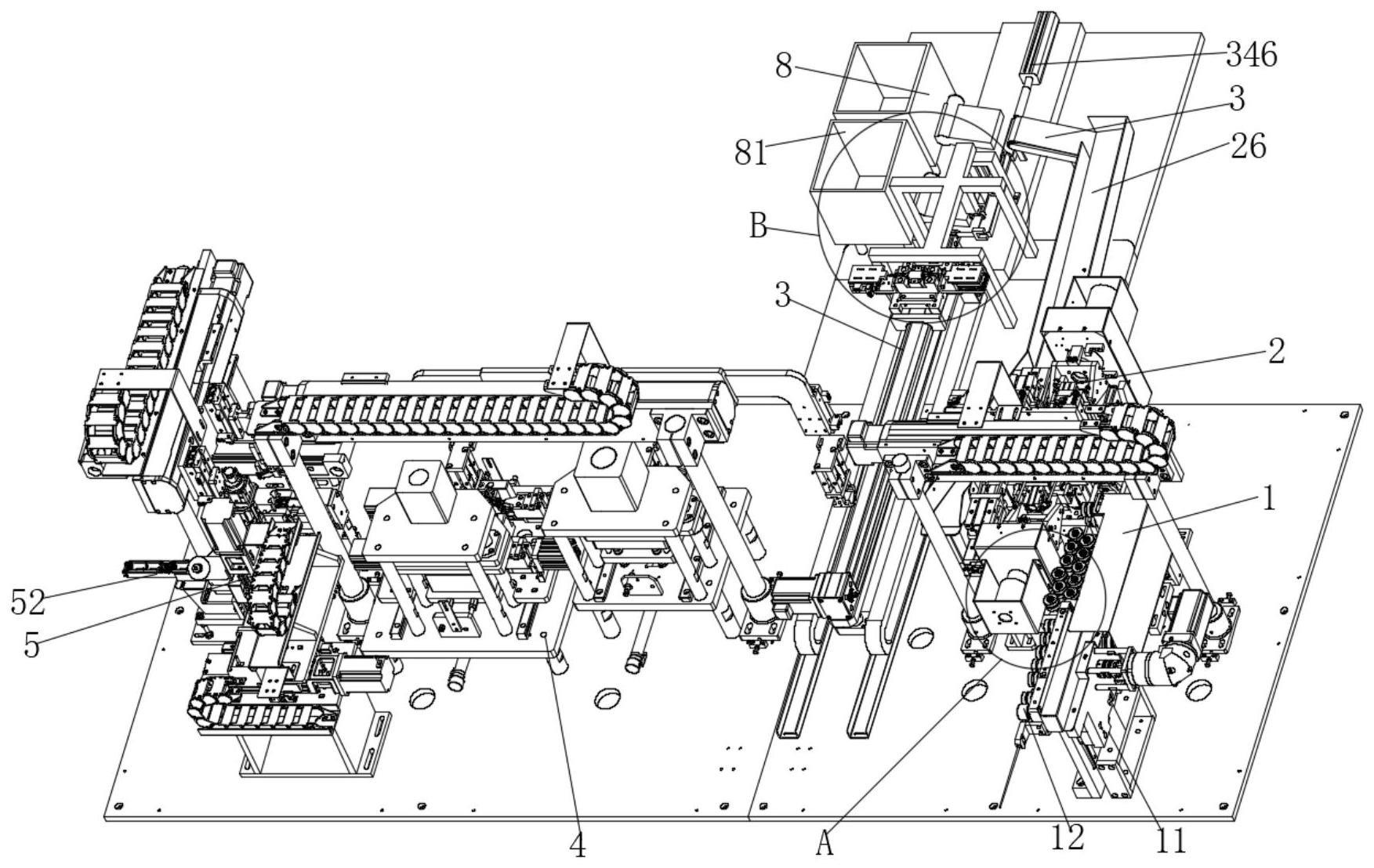
2、为实现上述目的,本发明提供如下技术方案:一种滤波电感的自动化生产设备,包括
3、线材理直机构、线材热环切剥皮机构、组合体输入机构、组合体成型机构和亚成品成型机构;
4、所述线材理直机构包括一号支架、两组相互垂直的整形轮和剪切刀具;所述整理轮安装在所述一号支架上;所述整理轮由所述一号支架上的电机驱动;所述剪切刀具安装在所述一号架上;
5、所述线材热环切剥皮机构包括对称设置的二号支架、三号支架、热环切夹具和剥皮夹具以及一号级进机械手和线材储存仓;所述热环切夹具转动连接在所述二号支架上且通过安装在所述二号支架上的一号电机驱动,所述热环切夹具内设有加热体和热环切刀具;所述剥皮夹具通过电动推杆滑动连接在所述三号支架上;所述线材储存仓设置在所述剥皮夹具旁;
6、所述组合体输入机构包括输入轨道和输入底座;所述输入底座滑动连接在所述输入轨道上;所述输入轨道上固连有输入电机;所述输入电机的转动轴上固连有丝杆;所述输入底座通过所述输入电机和所述丝杆在所述输入轨道上移动;
7、所述组合体成型机构包括二号级进机械手、一号成型模具和二号成型模具;所述一号成型模具和所述二号成型模具的下模具均连接有电动推杆;
8、所述亚成品成型机构包括三号级进机械手、底座输送装置、亚成品成型模具和亚成品输出装置;所述三号级进机械手能够夹持组合体和底座并进行级进传输至下一工序。
9、通过线材理直机构将线材理直并切成段,再通过线材热环切剥皮机构对线材段的两端进行热环切和剥皮,使线材两端的导线露出,接着传输至线材储存仓,工作人员将线材和底座组装成组合体,放置在输入底座上,二号级进机械手将组合体依次夹持至一号成型模具和二号成型模具进行挤压成型,再夹持至亚成品成型模具,与底座进行组装,从而制成亚成品,将生产工序中的绝大多步骤采用机械代替人工,使得工作人员的劳动强度降低,同时减少了生产质量受到人员波动影响。
10、优选的,所述热环切夹具上的热环切刀具上连接有电极探针;所述电极探针与所述控制器相连接。
11、优选的,所述线材热环切剥皮机构的所述二号支架上设置有无限回旋气接头和电滑环;所述热环切夹具上的压缩空气与电力以及反馈信号通过所述无限回旋气接头和所述电滑环输入至所述控制器。
12、优选的,所述亚成品成型机构的所述亚成品成型模具的两侧滑动连接有锥孔导向块;所述锥孔导向块的侧面设置有一组半圆锥形的缺口;所述锥孔导向块与所述亚成品成型模具之间连接有电动推杆。
13、通过在亚成品成型模具的两侧滑动连接锥孔导向块,在组合体装入底座内时两个锥孔导向块相互靠近滑动并且闭合,对组合体上线材段的端部进行导向,使得线材段的端部顺利插入底座内,两个锥孔导向块在相互分离,不会遮挡亚成品成型模具的上方,从而不会影响亚成品的取出,可收拢可打开的可移动锥形内孔导向装置,消除锥孔导向块与亚成品被取出时的冲突结构。
14、优选的,所述组合体输入机构还包括自动组装装置;所述自动组装装置包括安装块、传输带、c形管、组装推杆和组装座;所述传输带设置在所述线材储存仓旁;所述线材储存仓上开设有缺口;所述传输带伸入所述线材储存仓的缺口内;所述安装块上固连有组装电动推杆;所述组装推杆与所述组装电动推杆的输出端固连,所述组装推杆开设有一对圆孔;所述c形管固连在所述安装块上;所述安装块固连有支杆;所述支杆上固连有一号阻挡电动推杆;所述安装块上固连有二号阻挡电动推杆;所述一号阻挡电动推杆和所述二号阻挡电动推杆的输出端分别固连有一号u形挡板和二号u形挡板;所述组装座设置在所述c形管的两侧,所述组装座与所述安装块固连;
15、所述安装块旁设置一号储存箱和二号储存箱;所述一号储存箱和所述二号储存箱下方固连有出料通道;本实施例中,所述出料通道上设有间歇开关。
16、优选的,所述c形管上方设置有转向电机和转向轮;所述转向电机下方固连有安装板;所述安装板下方固连有弹簧;所述弹簧另一端与所述c形管固连;所述转向轮与所述转向电机的输出端固连;所述转向轮与所述c形管横截面相交。
17、优选的,所述安装块上滑动连接有支撑板;所述安装块上固连有支撑电动推杆;所述支撑电动推杆与所述支撑板相连接。
18、优选的,所述安装块上方设有摆放滑轨;所述摆放滑轨上滑动连接有摆放座;所述摆放座上滑动连接有转向座;所述转向座上转动连接有摆放夹具;本实施例中,所述摆放滑轨上设有电机和丝杆,所述摆放滑轨通过电机和丝杆驱动所述摆放座滑动;所述摆放座上设有电动推杆与转向座相连接,所述转向座内设置有电机与摆放夹具相连接。
19、自动组装装置在输入底座前设置自动组合装置,自动对线材段、保持架和磁芯进行组装,从而取代了人工组装组合体,即提升了组装效率,也减少了人工操作,使得组装的质量得到保障。
20、本发明的有益效果:
21、1.本发明通过线材理直机构将线材理直并切成段,再通过线材热环切剥皮机构对线材段的两端进行热环切和剥皮,使线材两端的导线露出,接着传输至线材储存仓,工作人员将线材和底座组装成组合体,放置在输入底座上,二号级进机械手将组合体依次夹持至一号成型模具和二号成型模具进行挤压成型,再夹持至亚成品成型模具,与底座进行组装,从而制成亚成品,将生产工序中的绝大多步骤采用机械代替人工,使得工作人员的劳动强度降低,同时减少了生产质量受到人员波动影响。
22、2.本发明通过在亚成品成型模具的两侧滑动连接锥孔导向块,在组合体装入底座内时两个锥孔导向块相互靠近滑动并且闭合,对组合体上线材段的端部进行导向,使得线材段的端部顺利插入底座内,两个锥孔导向块在相互分离,不会遮挡亚成品成型模具的上方,从而不会影响亚成品的取出,可收拢可打开的可移动锥形内孔导向装置,消除锥孔导向块与亚成品被取出时的冲突结构。
23、3.本发明的自动组装装置在输入底座前设置自动组合装置,自动对线材段、保持架和磁芯进行组装,从而取代了人工组装组合体,即提升了组装效率,也减少了人工操作,使得组装的质量得到保障。
- 还没有人留言评论。精彩留言会获得点赞!