多极耳圆柱锂离子电芯、电池的制造方法及其电池与流程
本发明涉及电池制作领域,尤其是一种多极耳圆柱锂离子电芯、电池的制造方法及其电池。
背景技术:
1、目前的圆柱锂离子电池由于极耳少而引起电池发热,要增加电池容量和直径,则电池的发热更严重。因此,需要在增加电池直径的同时,还要想办法降低电池内阻来减少发热。目前,通常降低电池内阻的方式是采用多极耳和全极耳方案。全极耳方案可以有效的降低电池内阻,但是在焊接和组装上还存在许多问题,没有大面积推广。现有技术中,圆柱锂离子电池中的正极多极耳制作技术比较成熟,而负极极耳的一般制作方法是:首先在预定长度的负极片的一侧焊接多个极耳形成负极极耳,在预定长度的正极片的一侧多个极耳形成正极多极耳,然后,依次以第一隔膜、负极片、第二隔膜和正极片叠加后卷绕成电芯,再将负极极耳进行折压或柔平,然后,在折压或柔平后的负极极耳上焊接集流片,将焊有集流片的电芯装入钢壳内,采用点焊的方式将集流片与钢壳的内底面进行焊接。这种制作负极极耳圆柱锂电池的方法存在如下问题,就是与正极片对应的负极极耳位置,在电池的使用过程中会导致在该位置的负极极耳上产生析锂现象,存在安全隐患;为了解决这个问题,有人试图采用对正极片进行分块涂布,即正极片在涂布时采用间歇涂布,两块涂布的正极材料之间预留出略大于负极极耳宽度的间隙,在卷绕电芯时,将负极极耳正好对准所述间隙,由于负极极耳所对应的正极片的间隙位置上没有正极材料,这样就不会出现析锂的问题,但是,这种方法在实际使用中存在很难控制的正好负极极耳与所述间隙相对应,如果对应不好,还是会产生析锂现象;另外,这种方法对正极片上的正极材料的涂布要求很高,在实际生产中很难保证电池质量的一致性,电池的合格率不高。
技术实现思路
1、本发明的目的是提供一种可以实现负极极耳完全不会与正极片上有正极材料部分重叠的多极耳圆柱锂离子电芯、电池的制造方法及其电池。
2、为了实现上述目的,本发明采用了如下技术方案:
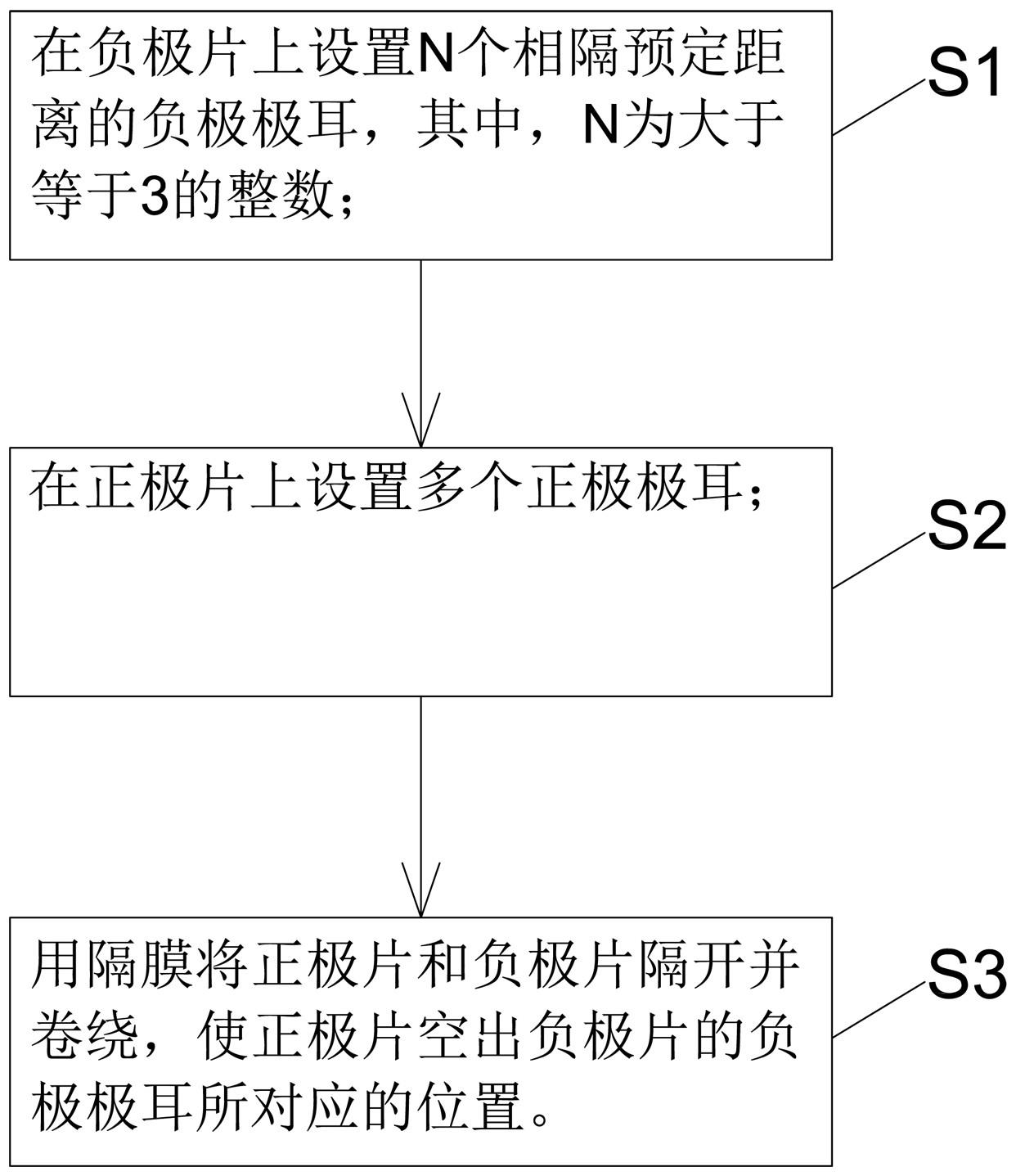
3、提供一种多极耳圆柱锂离子电芯的制造方法,包括如下步骤:
4、s1、在负极片上设置n个相隔预定距离的负极极耳,其中,n为大于等于3的整数;
5、s2、在正极片上设置多个正极极耳;
6、s3、用隔膜将正极片和负极片隔开并卷绕,使正极片空出负极片的负极极耳所对应的位置,制成电芯。
7、具体地说,s3步可以采用两种方法,第一种方法是用卷绕机将第一隔膜和第二隔膜卷绕预定长度后,在第一隔膜和第二隔膜之间插入负极片,继续卷绕至刚好绕过负极片的第一负极极耳时,在第二隔膜上插入正极片,此时,正极片不能与第一负极极耳有重叠;继续卷绕至刚好到负极片的第二负极极耳时,切断正极片,此时,正极片不能与第二负极极耳有重叠;继续卷绕至刚好绕过负极片的第二负极极耳时,在第二隔膜上再插入正极片,此时,正极片不能与第二负极极耳有重叠;如此,重复卷绕,直至电池设计的负极片的总体长度,在负极片的最后一个负极极耳到达时,切断正极片,正极片不能与最后一个负极极耳有重叠;继续卷绕至最后一个负极极耳卷完,切断负极片;再断续第一隔膜或/和第二隔膜一卷以上,让隔膜包在电芯表面,然后切断隔膜;制成电芯。
8、第二种方法是用卷绕机将第一隔膜和第二隔膜卷绕预定长度后,在第一隔膜和第二隔膜之间插入负极片,继续卷绕至刚好绕过负极片的第一负极极耳时,在第二隔膜上插入正极片,此时,正极片不能与第一负极极耳有重叠;正极片上的正极材料是预先用间歇式涂布法涂布出的一片一片的正极材料块,相邻两正极材料块之间设有预定宽度的空白间隙,设卷绕机继续卷绕至刚好到负极片的第二负极极耳时,正极片上的空白间隙正好对准第二负极极耳,使正极片上的正极材料不能与第二负极极耳有重叠;如此,重复卷绕,直至电池设计的负极片的总体长度,在负极片的最后一个负极极耳到达时,切断正极片,正极片不能与最后一个负极极耳有重叠;继续卷绕至最后一个负极极耳卷完,切断负极片;再断续第一隔膜或/和第二隔膜一卷以上,让隔膜包在电芯表面,然后切断隔膜;制成电芯。
9、本发明还一种多极耳圆柱锂离子电池的制造方法,包括如下步骤:
10、s1、在负极片上设置n个相隔预定距离的负极极耳,其中,n为大于等于3的整数;
11、s2、在正极片上设置多个正极极耳;
12、s3、用隔膜将正极片和负极片隔开并卷绕,使正极片空出负极片的负极极耳所对应的位置,制成电芯。
13、具体地说,s3步可以采用两种方法,第一种方法是用卷绕机将第一隔膜和第二隔膜卷绕预定长度后,在第一隔膜和第二隔膜之间插入负极片,继续卷绕至刚好绕过负极片的第一负极极耳时,在第二隔膜上插入正极片,此时,正极片不能与第一负极极耳有重叠;继续卷绕至刚好到负极片的第二负极极耳时,切断正极片,此时,正极片不能与第二负极极耳有重叠;继续卷绕至刚好绕过负极片的第二负极极耳时,在第二隔膜上再插入正极片,此时,正极片不能与第二负极极耳有重叠;如此,重复卷绕,直至电池设计的负极片的总体长度,在负极片的最后一个负极极耳到达时,切断正极片,正极片不能与最后一个负极极耳有重叠;继续卷绕至最后一个负极极耳卷完,切断负极片;再断续第一隔膜或/和第二隔膜一卷以上,让隔膜包在电芯表面,然后切断隔膜;制成电芯;
14、第二种方法是用卷绕机将第一隔膜和第二隔膜卷绕预定长度后,在第一隔膜和第二隔膜之间插入负极片,继续卷绕至刚好绕过负极片的第一负极极耳时,在第二隔膜上插入正极片,此时,正极片不能与第一负极极耳有重叠;正极片上的正极材料是预先用间歇式涂布法涂布出的一片一片的正极材料块,相邻两正极材料块之间设有预定宽度的空白间隙,设卷绕机继续卷绕至刚好到负极片的第二负极极耳时,正极片上的空白间隙正好对准第二负极极耳,使正极片上的正极材料不能与第二负极极耳有重叠;如此,重复卷绕,直至电池设计的负极片的总体长度,在负极片的最后一个负极极耳到达时,切断正极片,正极片不能与最后一个负极极耳有重叠;继续卷绕至最后一个负极极耳卷完,切断负极片;再断续第一隔膜或/和第二隔膜一卷以上,让隔膜包在电芯表面,然后切断隔膜;制成电芯;
15、s4、将所述负极极耳向电芯圆心孔方向折压,使负极极耳覆盖过圆心孔;
16、s5、将s4制成的半成品圆柱形电芯装入钢壳内,使所述负极极耳抵靠在所述钢壳的内底面上;
17、s6、从所述半成品圆柱形电芯的正极端的圆心孔口插入超声波焊机的焊针,使所述焊针的焊针头将所述负极极耳压紧在所述钢壳的内底面上;启动超声波焊机将所述负极极耳焊接在所述钢壳的内底面上;
18、s7、将所述多极耳正极与电池正极盖板电性连接,并在电池正极盖板与钢壳的上端之间设置密封件,形成多极耳圆柱锂离子电池。
19、作为对本发明的改进,所述圆心孔的直径在大于等于4mm小于等于10mm之间选择。
20、作为对本发明的改进,所述圆心孔的直径是5mm-9mm之间选择。
21、作为对本发明的改进,所述超声波焊机的功率为大于等于200瓦小于等于2000瓦;振动频率为大于等于40khz小于等于410khz。
22、作为对本发明的改进,所述超声波焊机的焊针的长度为大于等于90mm小于等于200mm;所述焊针的直径为大于等于2.5mm小于等于9mm;在所述焊针的焊针头的自由端的端面上设有花纹。
23、作为对本发明的改进,所述花纹为凸起球点或凸起网格纹。
24、本发明还提供一种多极耳圆柱锂离子电池,所述电池是上述的多极耳圆柱锂离子电池的制造方法制造出来的。
25、本发明由于采用了在电芯卷绕到与负极片的负极极耳相对应的位置时,将正极片切断并避开负极极耳的位置,这样,就保证了正极片一定不会与负极极耳相重叠,可以完全避免析锂的问题出现。
- 还没有人留言评论。精彩留言会获得点赞!