用于生产太阳能电池串的传输装置及上料方法与流程
本发明涉及太阳能电池生产制造领域,尤其涉及一种用于生产太阳能电池串的传输装置及上料方法。
背景技术:
1、将多个太阳能电池片串联形成太阳能电池串,是提高太阳能电池产电效率的常用手段。进一步地,可以将多组电池串沿垂直方向并联或串联,形成产电效率更高的多并电池串。现有的用于生产太阳能电池串的传输装置,大多采用皮带式传输机构,该机构只适用于传输单组电池串。在电池串的生产过程中,电池片及焊带在皮带上依次交替上料,再经过预热、焊接、下料等工序,完成单组电池串的制作。如果需要将多组电池串进一步连接,则需要采用多台传输装置同步并行传输,并在各传输装置的下游将多组电池串汇流焊接。上述组合装置无疑机构复杂、占地面积大、运行维护困难,生产效率也较低。
2、若考虑使用同一台传输装置同时传输生产多并电池串,则传统的传输皮带难以平稳地支撑起阵列排布的大量电池片。尤其当需要传输的并联电池串组数较多时,皮带宽度就相应要做得很大,一方面皮带本身的制作难度显著增大、成本显著增高;另一方面,由于皮带柔性的特点,容易出现扭曲、偏移、抖动、错位等问题,尤其是皮带的中间部分会出现明显的下凹形变,导致其承载的电池片及焊带出现移位,焊接精度下降,严重影响多并电池串的生产质量。此外,皮带式传输装置的后期维护也较为困难,皮带的寿命较短(大约只有1~2个月),需要经常更换,而每次更换必须停机重装,既耗费人力,又降低生产效率。
3、针对上述问题,现有技术中还有一些电池串传输装置,采用刚性的载具代替皮带进行电池串传输,但是载具的运动驱动方式及其与电池片、焊带等上料的配合方式仍有待优化,刚性载具不像皮带能够随意弯曲,因此容易出现传输装置长度较长、占地面积较大等问题。
技术实现思路
1、本发明的一个目的是针对现有技术存在的问题,提供一种结构新颖、占地面积更小并能够高效、平稳传输多并电池串的用于生产太阳能电池串的传输装置。
2、为达到上述目的,本发明采用的技术方案是:
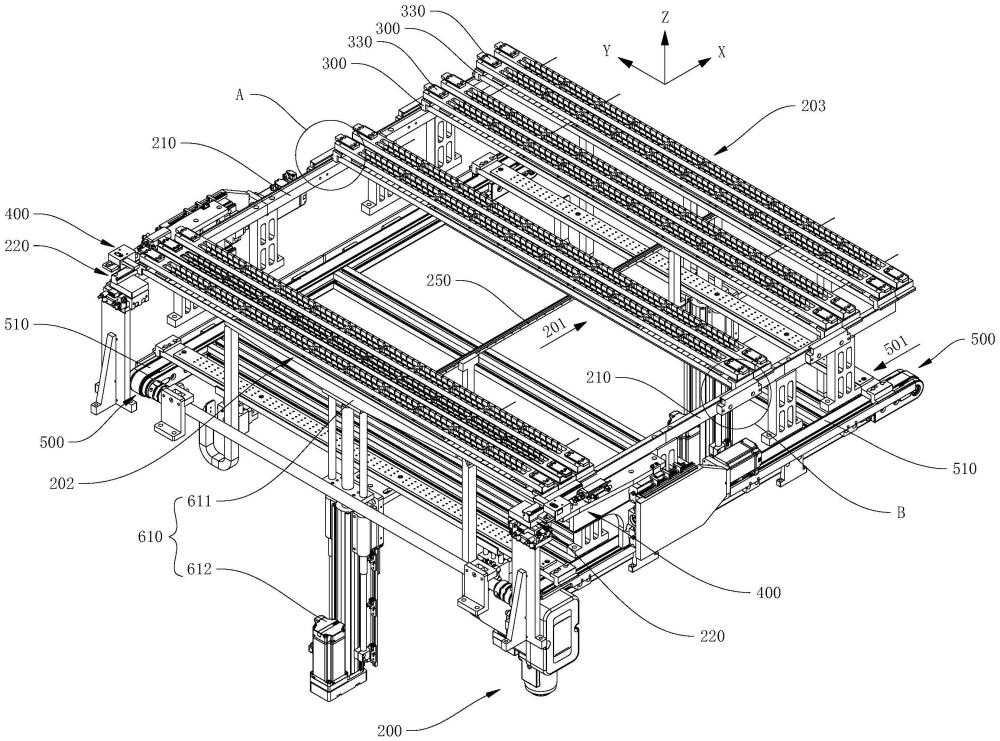
3、一种用于生产太阳能电池串的传输装置,所述传输装置用于沿水平的第一方向传输电池串,所述电池串包括沿所述第一方向依次排布的多个电池片,所述传输装置包括机架与载具,所述机架具有分设于所述第一方向相异两侧的始端工位与末端工位;所述载具具有多个,每个所述载具均可用于承载所述电池片,所述载具逐个地进入所述始端工位,多个所述载具能够沿所述第一方向同步地从所述始端工位朝向所述末端工位运动,所述载具逐个地离开所述末端工位。
4、在一些实施方式中,在所述始端工位与末端工位之间,沿所述第一方向,每相邻的两个所述载具之间相互抵靠,位于上游的所述载具能够推动位于下游的所述载具沿所述第一方向运动,所述传输装置还包括推进机构,所述推进机构用于推动位于所述始端工位处的载具向下游运动。
5、在一些实施方式中,沿所述第一方向,每个所述载具均用于承载所述电池串中的一个所述电池片。
6、在一些实施方式中,所述电池串具有沿水平的第二方向依次排布的多组,每组所述电池串均沿所述第一方向延伸,所述第二方向与所述第一方向相互垂直,多组所述电池串的电池片沿所述第一方向与第二方向阵列排布;每个所述载具均沿所述第二方向延伸,每个所述载具均能够同时承载沿所述第二方向排布的多个所述电池片。
7、在一些实施方式中,所述传输装置还包括回流机构,所述回流机构用于沿所述第一方向的相反方向传输所述载具,从所述末端工位离开的所述载具逐个地进入所述回流机构,所述回流机构地将所述载具逐个地传输至所述始端工位。
8、在一些实施方式中,所述载具能够沿第一传输路径从所述始端工位运动至所述末端工位,所述回流机构用于沿第二传输路径传输所述载具,所述第一传输路径与所述第二传输路径相互平行且方向相反,所述第一传输路径位于所述第二传输路径的上方;所述传输装置还包括第一升降机构与第二升降机构,所述第一升降机构用于将位于所述第二传输路径的载具逐个地传输至所述始端工位,所述第二升降机构用于将位于所述末端工位处的载具逐个地传输至所述第二传输路径。
9、在一些实施方式中,所述机架包括传输轨道,所述传输轨道沿所述第一方向延伸,每个所述载具均能够沿所述第一方向相对运动地与所述传输轨道连接;所述机架还包括活动轨道,所述传输轨道沿所述第一方向的相异两端部分别设有所述活动轨道,每组所述活动轨道均能够相对运动地与所述传输轨道连接;所述活动轨道具有工作位置与避让位置,当所述活动轨道位于工作位置时,所述载具能够沿所述第一方向相对运动地与所述活动轨道连接;当所述活动轨道位于避让位置时,所述活动轨道与所述载具脱离配合。
10、在一些实施方式中,所述传输轨道具有分设于所述载具第二方向两侧的两条,所述第二方向沿水平方向延伸,所述第二方向与所述第一方向相互垂直,每个所述载具的第二方向的两端部分别能够与同侧的所述传输轨道配合连接;每条所述传输轨道沿所述第一方向的相异两端部分别设有一组所述活动轨道,每组所述活动轨道均能够沿所述第二方向相对运动地与对应的所述传输轨道连接,当所述活动轨道位于工作位置时,所述活动轨道与对应的所述传输轨道共线延伸;当所述活动轨道位于避让位置时,所述活动轨道沿所述第二方向远离所述载具,所述传输装置还包括用于驱动所述活动轨道沿所述第二方向相对运动的轨道驱动机构。
11、本发明的另一个目的是提供一种适用于上述传输装置的高效上料方法。为达到上述目的,本发明采用的技术方案是:
12、一种用于生产太阳能电池串的上料方法,所述上料方法在所述的传输装置中进行,沿所述第一方向,每相邻的两个所述电池片之间通过焊带连接,沿所述第一方向,所述始端工位的下游具有第二工位,所述上料方法包括如下步骤:
13、s1、一个载具进入所述始端工位,在所述载具上自下而上依次摆放一组焊带与一组电池片;
14、s2、所述始端工位处的载具沿所述第一方向移动至所述第二工位,另一个载具进入所述始端工位;
15、s3、在所述第二工位处的载具与所述始端工位处的载具上摆放另一组焊带,部分所述焊带叠放于所述第二工位处的电池片的上方;
16、s4、在所述始端工位处的载具上摆放另一组电池片,所述电池片叠放于所述s3中所述焊带的上方;
17、s5、重复执行所述s2至s4,直至获得所需长度的电池串;
18、s6、在位于最上游处的所述电池片上摆放一组焊带。
19、在一些实施方式中,在所述s3中,在所述第二工位处的载具上摆放一组盖板,所述盖板压设于所述第二工位处叠放的一组所述焊带、一组所述电池片、另一组所述焊带的上方。
20、在一些实施方式中,在所述s1中,第一吸附组件将所述电池片及所述焊带吸附在所述始端工位处的载具上;
21、在所述s2中,所述第一吸附组件随所述载具同步运动至所述第二工位,运动过程中所述第一吸附组件保持对所述电池片及所述焊带的吸附;
22、在所述s3中,所述第一吸附组件解除对所述第二工位处的所述电池片及所述焊带的吸附;
23、在所述s4中,所述第一吸附组件回到所述始端工位处,所述第一吸附组件将所述始端工位处的电池片及焊带吸附在所述始端工位处的载具上。
24、在一些实施方式中,在所述s3中,第二吸附组件将所述第二工位处的电池片及焊带吸附在所述第二工位处的载具上,然后所述第一吸附组件解除对所述第二工位处的所述电池片及所述焊带的吸附,所述第二吸附组件位于所述第一吸附组件的下游。
25、由于上述技术方案的运用,本发明提供的用于生产太阳能电池串的传输装置,设置多个用于承载电池片的载具,多个载具依次、逐个地运动传输电池片,实现整组电池串的连续传输。每个载具沿第一方向的尺寸可以与电池片相对应,从而显著减小载具的尺寸及整个传输装置的长度,且多个载具共同支撑能够更好地维持整组电池串的平整度,提高焊接精度。本发明基于上述传输装置设计的上料方法,能够配合逐个传输的载具,将电池片及焊带等原料有序、高效地摆放到每个载具上,且每次上料的工位基本相同,电池片上料机构及焊带上料机构均无需沿第一方向大幅移动,也无需设置额外的上料排序装置,既节省装置成本、简化程序,又能够提高生产效率。
- 还没有人留言评论。精彩留言会获得点赞!