一种扁桥芯片塑封方法与流程
本发明涉及芯片塑封,尤其涉及一种扁桥芯片塑封方法。
背景技术:
1、扁桥是一种整流元件,其将多个整流管封装至一个本体内,使其构成一个完整的整流电路。
2、在现有的扁桥封装过程中,往往采用胶道流向的方式进行环氧塑封,同时会根据环氧胶道流向的方式定义相关压力等参数,整个塑封的过程中会有应力产生。现有的塑封方式存在以下问题:(1)现行塑封是双料筋流向,相对塑封压力参数会大,因此产生的应力会大,同时双料筋环氧料耗用多;(2)进胶口方式直接对准芯片边缘冲击,会至芯片开裂;容易影响产品的质量。
技术实现思路
1、本发明的目的是提供一种扁桥芯片塑封方法,解决了现有技术中扁桥的塑封工艺容易造成芯片开裂,从而影响产品质量的技术问题。
2、本申请实施例公开了一种扁桥芯片塑封方法,包括以下步骤:
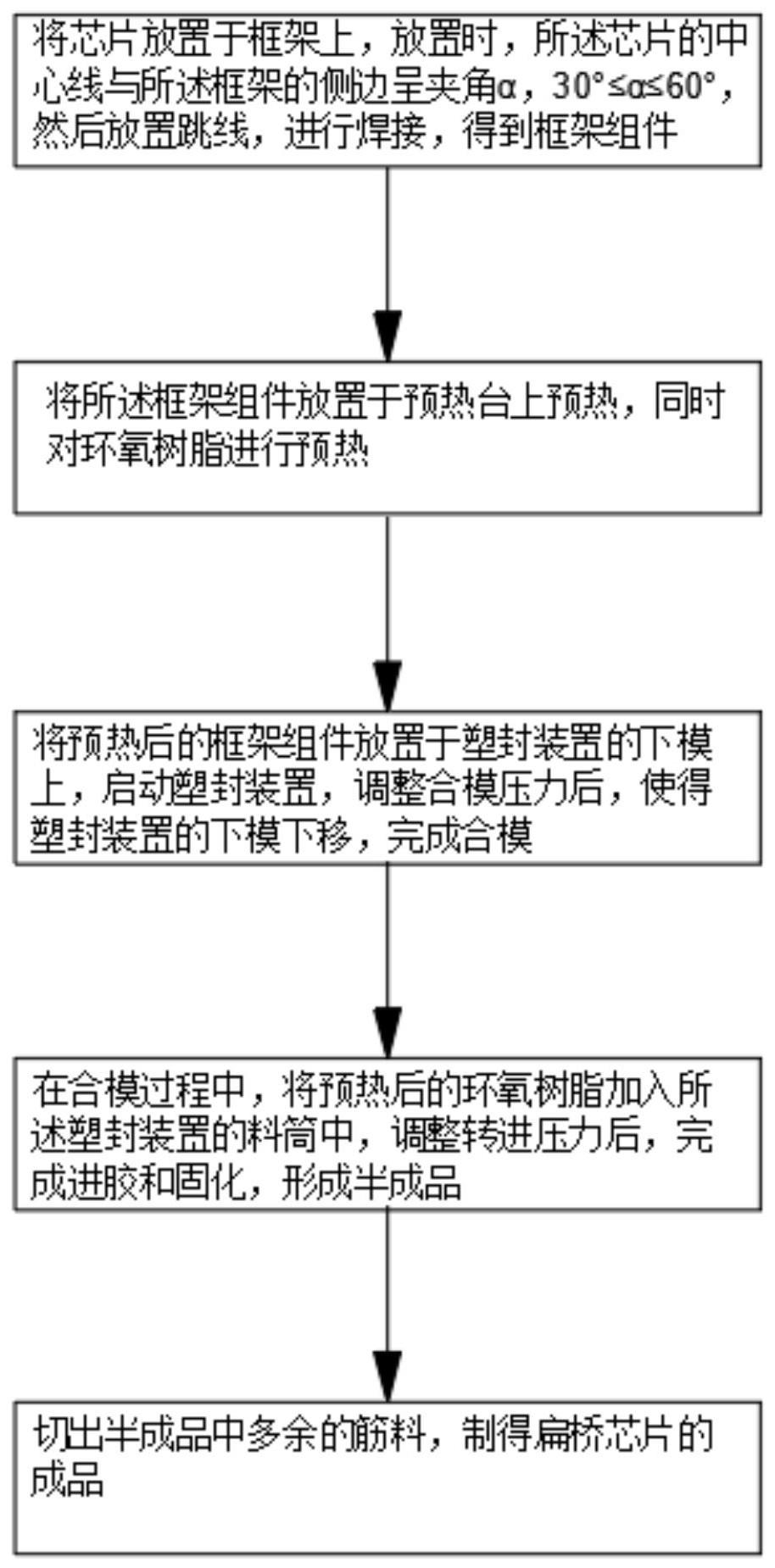
3、s1:将芯片放置于框架上,放置时,所述芯片的中心线与所述框架的侧边呈夹角α,30°≤α≤60°,然后放置跳线,进行焊接,得到框架组件;
4、s2:将所述框架组件放置于预热台上预热,同时对环氧树脂进行预热;
5、s3:将预热后的框架组件放置于塑封装置的下模上,启动塑封装置,调整合模压力后,使得塑封装置的下模下移,完成合模;
6、s4:在合模过程中,将预热后的环氧树脂加入所述塑封装置的料筒中,调整转进压力后,完成进胶和固化,形成半成品;
7、s5:切出半成品中多余的筋料,制得扁桥芯片的成品。
8、本申请对芯片的放置角度进行改进,避免芯片受到冲击,影响产品质量。
9、在上述技术方案的基础上,本申请实施例还可以做如下改进:
10、进一步地,所述步骤s2中,所述框架组件预热的温度为160℃-180℃,预热时间为5-10s;所述环氧树脂预热的温度为30-40℃,预热时间为20-40s,采用本步的有益效果是通过预热能够减少应力,从而保证产品质量。
11、进一步地,所述步骤s3中合模时,合模压力的重量为130kg-150kg,所述步骤s4中转进压力为57kg-77kg,通过控制压力,能够避免产品开裂。
12、进一步地,所述步骤s4中的半成品为单料筋框架,采用本步的有益效果是通过单料筋走向,能够减少应力的产生。
13、进一步地,所述步骤s3中,所述框架组件放置于所述塑封装置的下模上时,所述下模的进胶口偏离所述框架组件的芯片,采用本步的有益效果是避免芯片开裂。
14、进一步地,所述步骤s4中的固化温度为160℃-180℃,时间为60-70s。
15、本申请实施例中提供的一个或者多个技术方案,至少具有如下技术效果或者优点:
16、1.本申请通过调整框架中芯片方向,避让胶水直冲芯片边缘,从而减少芯片开裂的情况。
17、2.本申请对下模的进胶口进行设计,使其避开芯片的位置,能够有效避免芯片开裂情况的发生。
18、3.本申请能够优化塑封参数,降低塑封应力。
19、4.本申请采用单料筋走向,能够降低耗用,节省成本。
技术特征:
1.一种扁桥芯片塑封方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的扁桥芯片塑封方法,其特征在于,所述步骤s2中,所述框架组件预热的温度为160℃-180℃,预热时间为5-10s;所述环氧树脂预热的温度为30-40℃,预热时间为20-40s。
3.根据权利要求1所述的扁桥芯片塑封方法,其特征在于,所述步骤s3中合模时,合模压力的重量为130kg-150kg,所述步骤s4中转进压力为57kg-77kg。
4.根据权利要求1所述的扁桥芯片塑封方法,其特征在于,所述步骤s3中,所述框架组件放置于所述塑封装置的下模上时,所述下模的进胶口偏离所述框架组件的芯片。
5.根据权利要求1所述的扁桥芯片塑封方法,其特征在于,所述步骤s4中的半成品为单料筋框架。
6.根据权利要求1所述的扁桥芯片塑封方法,其特征在于,所述步骤s4中的固化温度为160℃-180℃,时间为60-70s。
技术总结
本发明公开一种扁桥芯片塑封方法,涉及芯片塑封技术领域,包括以下步骤:S1:将芯片放置于框架上,放置时,芯片的中心线与框架的侧边呈夹角α,30°≤α≤60°,然后放置跳线,进行焊接,得到框架组件;S2:将框架组件放置于预热台上预热,同时对环氧树脂进行预热;S3:将预热后的框架组件放置于塑封装置的下模上,启动塑封装置,调整合模压力后,使得塑封装置的下模下移,完成合模;S4:在合模过程中,将预热后的环氧树脂加入塑封装置的料筒中,调整转进压力后,完成进胶和固化,形成半成品;S5:切出半成品中多余的筋料,制得扁桥芯片的成品。本发明解决了现有扁桥的塑封工艺容易造成芯片开裂,从而影响产品质量的技术问题。
技术研发人员:潘久华
受保护的技术使用者:扬州虹扬科技发展有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!