将火花塞安装于内燃发动机的气缸盖的方法及内燃发动机与流程
本发明涉及一种用于将火花塞安装在内燃发动机的气缸盖上的方法以及内燃发动机。
背景技术:
1、在火花点火式汽油发动机中,尤其是其中将汽油直接喷射到内燃发动机的燃烧室中的汽油发动机中,火花塞的定向可能会对喷射到燃烧室中的燃料的燃烧特性产生影响。为了实现特别高效并且因此在燃料消耗和排放方面进行优化的火花点火式汽油发动机的操作,在燃烧室具有预燃室火花塞的情况下,将该预燃室火花塞相对于燃烧室对准而使得其可旋转地定向是有帮助的。在此过程中,预燃室火花塞借助内燃发动机的紧固装置或保持装置相对于燃烧室固定在旋转位置或角位置。预燃室火花塞的旋转定向可借助于火花塞的壳体上的具有定向实施方式的螺纹结合气缸盖中的具有定向实施方式的螺纹来实现。以此方式,有可能确保在预燃室火花塞的特定安装期间避免预燃室火花塞相对于燃烧室改变旋转位置,使得预燃室火花塞并且特别是其在预燃室中的开口,总是相对于燃烧室以相同的限定方式对准。
2、从de 10 2019 002 476 a1已知一种用于机动车辆的内燃发动机,其具有至少一个燃烧室,并且具有与该燃烧室相关联的预燃室火花塞。在该设计中,预燃室火花塞具有多个不对称分布的开口,以及通过开口流体地连接到燃烧室的预燃室。预燃室火花塞布置成使得其借助于预燃室火花塞上的具有定向实施方式的螺纹和内燃发动机的气缸盖上的适当的、对应对准的螺纹来相对于燃烧室旋转地定向。
3、de 10 2012 207 319 a1描述了一种用于制造火花塞的方法,该方法包括按照指定顺序的以下步骤:提供具有圆柱形区段的火花塞壳体,将密封元件放置在圆柱形区段上,以及通过成型工艺在圆柱形区段上制造螺纹,其中密封元件的内径小于螺纹的公称直径。
4、此外,从ep 2 048 755 b1中已知一种用于圆柱形火花塞的密封部件,其包括其上具有螺纹切口的金属壳体,以便拧入内燃发动机的安装孔中。在该设计中,密封部件包括由奥氏体不锈钢或铁素体不锈钢制成的环形金属片元件,该环形金属片元件在径向方向上折回以形成至少两层或更多层金属片材料在轴向方向上重叠的区域。密封部件的尺寸设定成围绕圆柱形火花塞的金属壳体的外圆周布置。密封元件设计成在金属壳体的圆周与内燃发动机的安装孔的开口周向边缘区域之间压缩,由此意味着当金属壳体拧入内燃发动机的安装孔中时,密封件设在突出区域与开口周向边缘区域之间。
5、然而,已知解决方案的缺点在于火花塞相对于燃烧室的定位只可能以相对大的公差进行。
技术实现思路
1、现在,本发明的目的在于允许火花塞、特别是预燃室火花塞在相对于内燃发动机的燃烧室的旋转角度方面的精确定位,并且克服现有技术中已知的缺点。
2、该目的通过一种用于将火花塞安装在内燃发动机的气缸盖上的方法来实现,该方法包括以下:
3、-在火花塞中结合定向螺纹,并且在内燃发动机的气缸盖中用于接收火花塞的孔中结合对应的内螺纹,
4、-将密封元件布置在气缸盖上的接触表面与火花塞上的肩部之间,
5、-将火花塞插入气缸盖中的孔中,并且将火花塞的螺纹拧入孔的内螺纹中,
6、-按照在相对于燃烧室的旋转角度方面的位置来精细对准火花塞,其中密封元件在精细对准期间压在一起,直到达到火花塞的最终角位置。
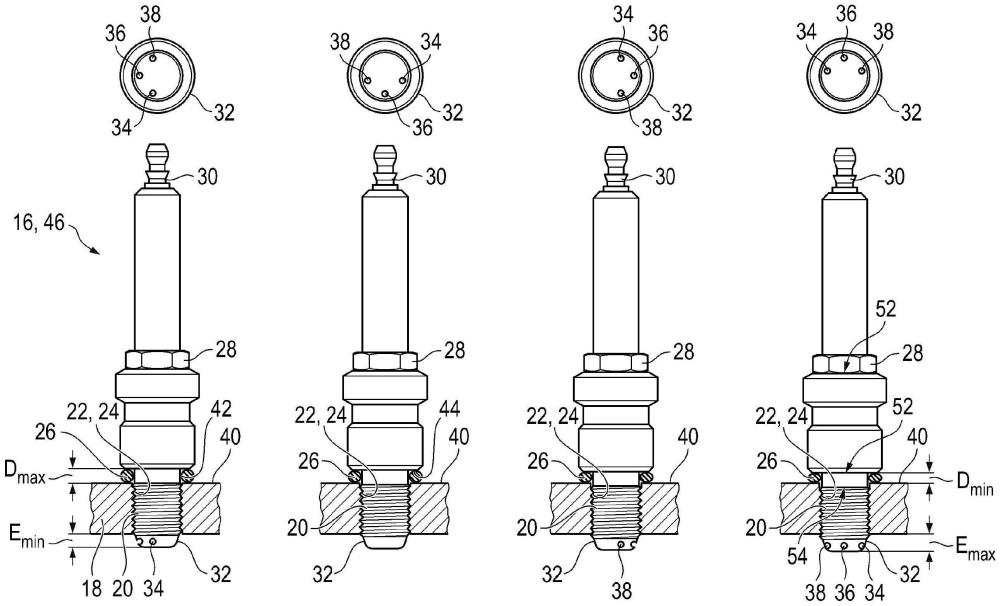
7、定向螺纹在本文中应当理解为螺纹对,其中形成的螺纹对限定了用于安装火花塞的粗略角位置。结果,实现了允许火花塞与燃烧室之间的大约+/-60°旋转角度的相对角位置的位置对准。由于密封元件压在一起,故可在几度的范围内实现角位置的精细调节,使得内燃发动机的所有火花塞以相同的对准安装在不同的燃烧室中。特别地,对于每个火花塞可实现相同的、限定的最终位置,使得可一致地且在小公差内再现到点火电极和/或火花塞的预燃室上的流动。
8、借助于本发明的特征,可能对用于将火花塞安装到内燃发动机的气缸盖中的方法进行有利的改进和重要的进一步发展。
9、在本发明的优选实施例中,规定定向标记设在火花塞上,并且基于定向标记的位置来调整最终角位置。借助于定向标记,可能以简单的方式进行按照其在旋转角度方面的位置的火花塞的限定对准。在此情况下,可通过定向标记实现关于是否已经到达安装位置的期望最终位置的视觉或触觉检查。
10、在此情况下,当第二定向标记形成在气缸盖上时是特别优选的,其中当第一定向标记和第二定向标记重叠时达到火花塞的最终角位置。该方法可通过气缸盖上的第二定向标记来进一步改进。因此,可通过适当的测量仪器和安装装置来使该过程进一步优化和自动化。
11、备选地或另外,有利地规定,在火花塞的扳手平面上形成凹部或突出部,其中用于安装火花塞的工具与该凹部或该突出部产生主动锁定连接。在将火花塞安装到气缸盖中期间的部分自动化或完全自动化的过程控制可借助于火花塞的扳手平面上的凹部或突出部以简单的方式进行。在此情况下,用于安装的工具与火花塞的扳手平面之间的主动锁定连接使得有可能确保以高过程可靠性达到在旋转角度方面的最终位置。
12、在本发明的另一优选实施例中,规定一旦达到最终角位置,就检查是否已经达到针对最小安装转矩的预定阈值,并且如果尚未达到,则火花塞进一步旋转360°。为了按照旋转角度显著更精确地定位火花塞,除了借助于拧紧转矩以及气缸盖与火花塞之间的定向螺纹配对的先前已知的定位方法之外,还借助于在宽角度范围内挤压的可塑性变形的密封元件来实现附加的位置改进。在此情况下,螺纹设计成使得当达到最小紧固转矩时它们在火花塞的拧入方面的公差区位置甚至位于期望的最终位置之前。为了允许精细调节,则进一步旋转火花塞,直到达到最小拧紧转矩并且达到在角位置方面的最终位置。如果尚未达到最小拧紧转矩,则将火花塞进一步旋转360°,并且进行关于这两种情况是否达到的另一次测量,即是说达到最小拧紧转矩和达到在角位置方面的最终位置。
13、在本发明的有利实施例中,规定细牙螺纹形成在火花塞和气缸盖两者上,和/或螺纹与标准螺纹相比具有减小的螺距。通过细牙螺纹或缩螺距螺纹,可减少每度旋转角度的挤压。以此方式,可实现这样的结果:在密封元件的可允许的挤压内,能够以高过程可靠性到达在旋转角度方面的最终位置。
14、在该方法的有利实施例中,规定当火花塞拧入气缸盖时,在转矩控制下执行火花塞的旋转角度位置的粗对准,并且在旋转角度的控制下执行火花塞的精细对准。为了改进过程可靠性并且加速火花塞的安装,当借助于相对较快的转矩控制过程进行粗对准,且借助于相对较慢的旋转角度控制过程进行精细对准时,则是有利的。
15、本发明的另一方面涉及一种内燃发动机,其具有至少一个燃烧室和一个气缸盖,该气缸盖具有用于接收火花塞的至少一个孔,其中火花塞使用前述段落中描述的方法安装在气缸盖中。借助于火花塞在相对于燃烧室的角位置方面的安装位置的适当对准,可优化燃烧室中的条件,以此意味着可优化燃料燃烧的效果和/或燃烧室中的未处理排放物。
16、在内燃发动机的特别优选的实施例中,规定火花塞是预燃室火花塞。火花塞在旋转角度方面的对准在预燃室火花塞的情况下是尤其有利的,以便对于内燃发动机的所有火花塞允许相同的流动条件来流入火花塞的预燃室中。
17、备选地,在内燃发动机的另一实施例中,规定火花塞是钩形火花塞。对于钩形火花塞,将它们精确地布置在相对于燃烧室的限定角位置中也是有利的,以便尤其是在其中将燃料直接喷射到燃烧室中的射流引导燃烧过程的情况下实现燃料/空气混合物的最佳可能点火以及火焰前缘通过燃烧室的最佳传播。
18、除非在个别情况中另有说明,否则本技术中引用的本发明的各种实施例可彼此组合以获得良好的优点。
- 还没有人留言评论。精彩留言会获得点赞!