电池箱体及电池箱体的制作方法与流程
本技术涉及储能,尤其涉及一种电池箱体及电池箱体的制作方法。
背景技术:
1、储能电池是太阳能光伏发电系统必备的存储电能部件,其主要功能是存储光伏发电系统的电能,并在日照量不足时、夜间以及应急状态下为负载供电。储能电池通常安装于电池箱体内部,但现有技术中电池箱体存在因电池箱体结构复杂程度较高导致制作难度较高的问题。
技术实现思路
1、有鉴于此,本技术提供一种电池箱体及电池箱体的制作方法,以利于解决现有技术中电池箱体存在因电池箱体结构复杂程度较高导致制作难度较高的问题。
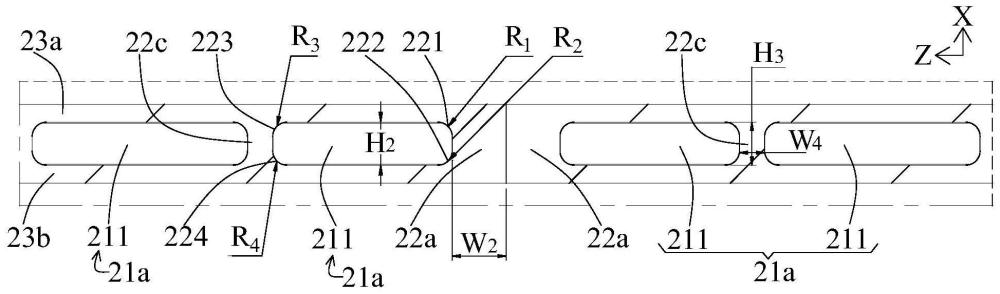
2、第一方面,本技术提供了一种电池箱体,电池箱体包括至少两个焊接的底板,各底板均设置有第四空腔,第四空腔用于流通冷却液,各底板包括与相邻底板焊接的第一侧壁,第一侧壁具有设定的宽度w2,最外侧底板包括与第一侧壁间隔设置的第二侧壁,第二侧壁具有设定的宽度w3,满足2w2≥w3。
3、位于电池箱体底部的结构板用于固定和支撑位于电池箱体内部的电池,该具有较大面积结构板由至少两个面积相对较小的底板组成。各底板均设置有第四空腔,第四空腔用于流通冷却液。详细地说,位于电池箱体外部的冷却液流入第四空腔内,通过热传导的方式,冷却液可以吸收设置于底板的电池在工作过程中所产生的热量,吸收热量的冷却液再流动至底板的外部。通过在第四空腔内往复循环流通冷却液,以使电池在正常温度范围内工作,从而提高电池的使用寿命。由上述内容可知,底板不仅用于作为电池箱体的结构板的一部分,以使底板具有固定和支撑电池的功能,底板内设的第四空腔还可以用于流通冷却液,以使底板还可以用于实现散热,相比单独设置用于固定和支撑电池的结构板以及单独设置用于散热的散热板,本技术所提供的底板以及电池箱体的结构复杂程度较低,底板以及电池箱体的制作难度较低。其次,由于电池接触的底板集成散热功能,所形成的热量传导路径较短,电池的热量可以较快地传导至位于底板内的冷却液,散热效率较高。由于电池箱体底部结构板的面积较大,若以现有的制作工艺直接一次性制作形成较大面积的结构板,所形成的结构板的结构强度和尺寸精度相对较差。但本技术的电池箱体底部的结构板由至少两个面积相对较小的底板焊接形成,该设置使得在生产过程中可以先制作至少两个面积相对较小的底板,以现有的制作工艺生产的每个底板的结构强度和尺寸精度相对较高,再将所形成的底板焊接形成电池箱体所需的底部结构板,所形成的结构板的结构强度和尺寸精度也相对较高,能够较好地满足实际使用需求。其中,每个底板都包括第一侧壁,每个底板的第一侧壁与相邻的底板的第一侧壁焊接,即两个焊接的第一侧壁作为两个底板的连接结构。焊接方式具有连接结构强度高且连接可靠性程度较高的优点。最外侧的底板还包括第二侧壁,该第二侧壁作为用于满足底板自身形状、尺寸或结构强度的结构,第二侧壁并不用于与另一底板焊接。第一侧壁具有设定的宽度w2,第二侧壁也具有设定的宽度w3,满足2w2≥w3。在该设置下,由于两个相邻第一侧壁的宽度w2之和较大,在焊接过程中两个相邻底板之间可以熔融连接区域的宽度较大,在焊接后两个相邻底板之间所形成的焊接结构的宽度较大,两个相邻底板之间焊接结构的结构强度较高,两个相邻底板之间焊接结构发生开裂、断裂或弯曲等结构问题的可能性程度较低,相应地,由至少两个底板焊接组成的结构板的工作可靠性程度较高。
4、可选地,满足7mm≤w2≤10mm,或者,满足3mm≤w3≤8mm。
5、可选地,底板还包括第二顶壁和第二底壁,第二顶壁通过第一侧壁和第二侧壁连接于第二底壁,第二顶壁、第一侧壁和第二底壁为用于围合形成第四空腔的结构的至少部分,任一第一侧壁中背离相邻接的第一侧壁的一侧与对应的第二顶壁的连接处包括第一倒角部,和/或,任一第一侧壁中背离相邻接的第一侧壁的一侧与对应的第二底壁的连接处包括第二倒角部。
6、可选地,第一倒角部为倒角圆结构,第一倒角部具有的设定半径r1,满足1mm≤r1≤3mm;和/或,第二倒角部为倒角圆结构,第二倒角部具有的设定半径r2,满足1mm≤r2≤3mm。
7、可选地,第二顶壁和第二底壁之间具有设定的高度h2,满足5mm≤h2≤8mm。
8、可选地,底板还包括位于第四空腔内的支撑部,第二底壁通过支撑部与第二顶壁连接。
9、可选地,支撑部具有设定的高度h3,满足5mm≤h3≤8mm,和/或,支撑部具有设定的宽度w4,满足3mm≤w4≤5mm。
10、可选地,支撑部与第二顶壁的连接处包括第三倒角部,和/或,支撑部与第二底壁的连接处包括第四倒角部。
11、可选地,第三倒角部为倒角圆结构,第三倒角部具有的设定半径r3,满足1mm≤r3≤3mm;和/或,第四倒角部为倒角圆结构,第四倒角部具有的设定半径r4,满足1mm≤r4≤3mm。
12、可选地,支撑部为板状结构,第四空腔被支撑部分隔形成至少两个平行且连通的流道。
13、可选地,流道的截面形状为矩形、圆形、半圆形、椭圆形或六边形。
14、可选地,底板还包括至少两个位于同一流道内的隔板,隔板与板状的支撑部平行,并且位于同一流道内的各隔板沿流道的导流方向间隔设置。
15、可选地,各底板沿电池箱体的宽度方向或长度方向分布设置,各底板的第四空腔相连通,其中一最外侧底板设置有进液口,另一最外侧底板设置有出液口。
16、可选地,电池箱体还包括进液连接管和出液连接管,进液连接管内与进液口连通,进液连接管与设置有进液口的底板密封连接;出液连接管内与出液口连通,出液连接管与设置有出液口的底板密封连接;进液连接管和出液连接管用于与对应的外部导流管连通。
17、可选地,底板设置有与第四空腔连通的第五开口,电池箱体还包括封堵于第五开口的第一封堵件。
18、可选地,电池箱体还包括侧板,各底板沿电池箱体的宽度方向或长度方向分布设置,最外侧底板和侧板一体成型或焊接。
19、本技术第二方面提供一种电池箱体的制作方法,该方法包括:
20、步骤s1:利用一体成型工艺制作相连接的侧板和底板;
21、步骤s2:利用摩擦焊工艺焊接至少两个底板。
22、利用一体成型工艺制作相连接的最外侧底板和侧板,一体成型工艺具有减少制作模具数量的优势,也具有提高生产效率的优势,还具有提高最外侧底板和侧板之间结构强度和尺寸精度的优势。一体成型工艺可以为铸造工艺、挤塑成型工艺或注塑成型工艺制作。利用摩擦焊工艺使至少两个底板的第一侧壁焊接。详细地说,利用高速摩擦的方式使底板的第一侧壁的温度升高,直至第一侧壁的至少部分熔融,然后使两个底板的第一侧壁的熔融部分熔接,在第一侧壁冷却后,两个底板的第一侧壁之间形成焊接结构。由于该焊接过程中无需其它材料辅助焊接,两个底板的第一侧壁之间的焊接结构的材料和底板的材料相同,即两个底板的第一侧壁之间的焊接结构的结构强度和底板的结构强度相同,所形成的位于电池箱体底部的结构板的工作可靠性程度较高。其中,可以使两个底板的第一侧壁之间相互高速摩擦,或者,可以利用高速旋转柱体的曲面侧壁同时摩擦两个底板的第一侧壁,直至两个底板的第一侧壁的至少部分熔融,再使两个底板的第一侧壁的熔融部分熔接。
- 还没有人留言评论。精彩留言会获得点赞!