一种牵引式全自动抹胶纸装置的制作方法
本技术涉及自动化设备,尤其涉及一种牵引式全自动抹胶纸装置。
背景技术:
1、在锂电池生产过程中,为防止电芯正负极短路,或减少发生外部冲击挤压时的损伤,通常会在电芯头部进行贴胶,以提高电芯的安全性能,降低电芯发生意外事故的概率。
2、在一些电芯的贴胶过程中,其所应用的胶纸为,包括头部胶和与头部胶侧边连接的大耳朵胶,在电芯移动至抹胶纸工位时,头部胶已贴附在电芯头部凹槽位置,且延伸至电芯头部凹槽外部的部分呈现为弯折状态,如此,在对大耳朵胶进行弯折抹贴时,会对头部胶产生干涉,影响头部胶的贴附效果,导致抹标效果差,影响产品质量。
技术实现思路
1、针对上述存在的弯折抹贴过程中,会对头部胶产生干涉,影响头部胶的贴附效果,导致抹标效果差和影响产品质量的问题,本实用新型提供了一种牵引式全自动抹胶纸装置,避免弯折抹贴时的相互干涉,且能够提高抹胶效果和产品质量。
2、为了解决上述技术问题,本实用新型提供的具体方案如下:
3、一种牵引式全自动抹胶纸装置,所述胶纸包括头部胶和与头部胶侧边连接的大耳朵胶,所述头部胶贴附在电芯头部凹槽位置,且延伸至电芯头部凹槽外部的部分呈现为弯折状态;其特征在于,所述装置包括弯折机构、抹贴机构和牵引回推机构;
4、所述弯折机构用于将大耳朵胶进行弯折;
5、所述牵引回推机构包括用于将头部胶弯折部分进行牵引展开或回折的拉标模块和用于将回折后的头部胶弯折部分包裹至电芯下方的头部胶包裹模块;
6、所述抹贴机构用于将包裹至电芯下方的头部胶进行抹贴抚平。
7、在一些实施方案中,所述拉标模块包括拉标横移组件、拉标升降组件和拉标牵引块;
8、所述拉标牵引块连接拉标升降组件,所述拉标升降组件连接拉标横移组件;
9、拉标牵引块能够在拉标升降组件和拉标横移组件的作用下,移动至头部胶弯折部分的下方内侧,以使得拉标牵引块能够再次在拉标升降组件和拉标横移组件的作用下将头部胶弯折部分进行牵引展开,避免受到弯折机构和抹贴机构作业时的干涉。
10、在一些实施方案中,所述头部胶包裹模块包括头部胶包裹横移组件和与头部胶包裹横移组件连接的头部胶包裹推块,头部胶包裹推块在头部胶包裹横移组件的作用下对头部胶回折后的弯折部分进行抹贴,使其包裹在电芯头部下方,实现自动弯折抹贴效果。
11、在一些实施方案中,所述弯折机构包括弯折安装架和设于弯折安装架上的下压定位模块、弯折模块,先由下压定位模块对电芯部分进行下压定位,以便于弯折模块进行弯折作业,提高弯折作业的效果。
12、在一些实施方案中,所述下压定位模块包括下压升降定位组件和设置在下压升降定位组件上的保护板夹紧组件,下压升降定位组件用于对电芯本体进行下压定位,保护板夹紧组件则用于对保护板进行夹紧定位,以便于弯折模块进行弯折作业,提高弯折作业的效果。
13、在一些实施方案中,所述下压升降定位组件包括下压升降气缸和与下压升降气缸连接的下压块,下压块在下压升降气缸作用下移动至电芯本体上方,对电芯本体进行下压定位,实现自动化的作业效果;
14、所述保护板夹紧组件包括设置在下压升降气缸上的保护板夹紧气缸和与保护板夹紧气缸连接的保护板夹爪,保护板夹爪能够在保护板夹紧气缸的作用下对保护板进行夹紧或松开,以便于进行弯折作业,实现自动化的作业效果。
15、在一些实施方案中,所述弯折模块包括弯折升降组件和与弯折升降组件连接的弯折抹胶组件,弯折抹胶组件在弯折升降组件的作用下移动至设定高度,对大耳朵胶进行弯折抹贴,实现自动化的作业效果。
16、在一些实施方案中,所述弯折抹胶组件包括弯折夹子气缸和与弯折夹子气缸连接的弯折抹胶滚轮,弯折抹胶滚轮在弯折夹子气缸的作用下将大耳朵胶进行弯折抹贴,实现自动化的作业效果。
17、在一些实施方案中,所述装置还包括位置调整机构,所述位置调整机构包括横向驱动模块和升降驱动模块,所述升降驱动模块设置在横向驱动模块上;
18、所述弯折机构和牵引回推机构设置在升降驱动模块上,通过横向驱动模块和升降驱动模块驱动弯折机构、牵引回推机构共同移动至设定位置,以提高作业效率和减少模组设置。
19、在一些实施方案中,所述抹贴机构包括抹贴升降模块和设于抹贴升降模块上的抹贴模块;
20、所述抹贴模块包括抹贴夹子气缸和与抹贴夹子气缸连接的抹贴滚轮;
21、抹贴滚轮在抹贴夹子气缸的作用下将包裹在电芯头部下方的头部胶进行抹贴抚平,实现自动化的作业效果。
22、本实用新型提供的一种牵引式全自动抹胶纸装置,拉标模块将头部胶弯折部分进行牵引展开后,再由弯折机构对大耳朵胶进行弯折抹贴作业,避免弯折机构在弯折抹贴作业时,对头部胶已弯折部分造成干涉,影响贴附效果。在弯折机构作业完成后,才由拉标模块将头部胶展开部分进行回折,接着头部胶包裹模块将头部胶弯折部分包裹至电芯底部,最后由抹贴机构将包裹在电芯头部下方的头部胶进行抹贴抚平,避免弯折抹贴时的相互干涉,且能够提高抹胶效果和产品质量。
技术特征:
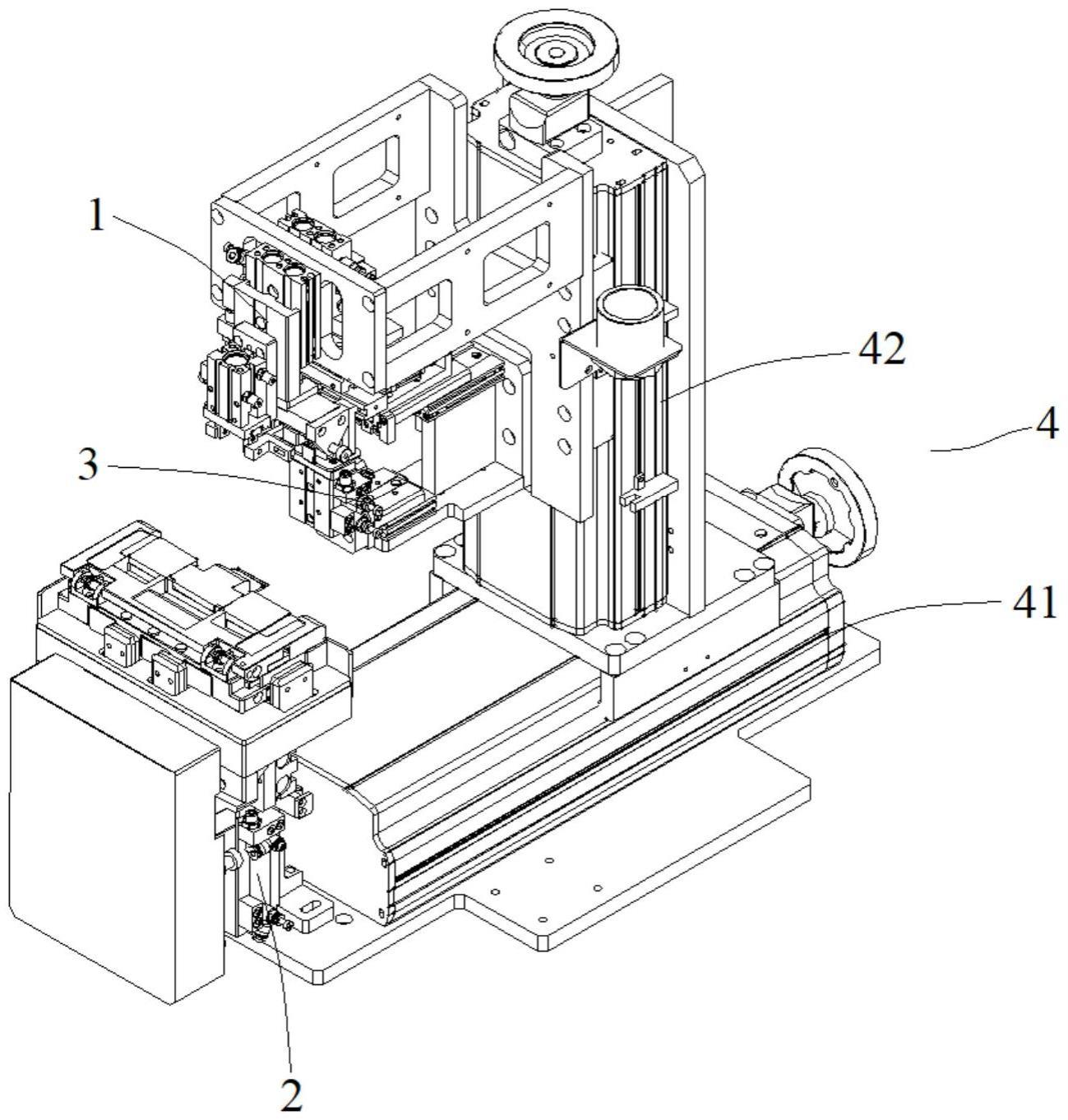
1.一种牵引式全自动抹胶纸装置,所述胶纸包括头部胶和与头部胶侧边连接的大耳朵胶,所述头部胶贴附在电芯头部凹槽位置,且延伸至电芯头部凹槽外部的部分呈现为弯折状态;其特征在于,所述装置包括弯折机构(1)、抹贴机构(2)和牵引回推机构(3);
2.根据权利要求1所述的牵引式全自动抹胶纸装置,其特征在于,所述拉标模块(31)包括拉标横移组件(311)、拉标升降组件(312)和拉标牵引块(313);
3.根据权利要求1所述的牵引式全自动抹胶纸装置,其特征在于,所述头部胶包裹模块(32)包括头部胶包裹横移组件(321)和与头部胶包裹横移组件(321)连接的头部胶包裹推块(322)。
4.根据权利要求1所述的牵引式全自动抹胶纸装置,其特征在于,所述弯折机构(1)包括弯折安装架(11)和设于弯折安装架(11)上的下压定位模块(12)、弯折模块(13)。
5.根据权利要求4所述的牵引式全自动抹胶纸装置,其特征在于,所述下压定位模块(12)包括下压升降定位组件(121)和设置在下压升降定位组件(121)上的保护板夹紧组件(122)。
6.根据权利要求5所述的牵引式全自动抹胶纸装置,其特征在于,所述下压升降定位组件(121)包括下压升降气缸(1211)和与下压升降气缸(1211)连接的下压块(1212);
7.根据权利要求4所述的牵引式全自动抹胶纸装置,其特征在于,所述弯折模块(13)包括弯折升降组件(131)和与弯折升降组件(131)连接的弯折抹胶组件(132)。
8.根据权利要求7所述的牵引式全自动抹胶纸装置,其特征在于,所述弯折抹胶组件(132)包括弯折夹子气缸(1321)和与弯折夹子气缸(1321)连接的弯折抹胶滚轮(1322)。
9.根据权利要求1所述牵引式全自动抹胶纸装置,其特征在于,所述装置还包括位置调整机构(4),所述位置调整机构(4)包括横向驱动模块(41)和升降驱动模块(42),所述升降驱动模块(42)设置在横向驱动模块(41)上;
10.根据权利要求1所述的牵引式全自动抹胶纸装置,其特征在于,所述抹贴机构(2)包括抹贴升降模块(21)和设于抹贴升降模块(21)上的抹贴模块(22);
技术总结
本技术涉及自动化设备技术领域,具体公开了一种牵引式全自动抹胶纸装置,头部胶贴附在电芯头部凹槽位置,且延伸至电芯头部凹槽外部的部分呈现为弯折状态;弯折机构用于将大耳朵胶进行弯折;牵引回推机构包括用于将头部胶弯折部分进行牵引展开或回折的拉标模块和用于将回折后的头部胶弯折部分进行包裹的头部胶包裹模块;抹贴机构用于将头部胶包裹部分进行抹贴抚平,本技术先通过牵引回推机构对头部胶弯折部分进行牵引展开后,弯折机构对大耳朵胶弯折作业后,再由牵引回推机构将头部胶弯折部分进行回折包裹,最后抹贴机构将头部胶包裹部分进行抹贴抚平,避免弯折抹贴时的相互干涉,且能够提高抹胶效果和产品质量。
技术研发人员:张尚冬,杨震,陈韩,陈豫川,温珍钿,李搌龙
受保护的技术使用者:惠州市德赛电池有限公司
技术研发日:20230519
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!