电机及其制造方法与流程
1.本公开涉及电机领域,特别涉及一种电机及其制造方法。
背景技术:
2.电机主要由转子和定子组成,定子是电机中固定的部分,转子是电机中旋转的部分,电机的转轴穿过转子的中间,定子绕组在通电时产生定子旋转磁场,转子绕组在通电时产生转子磁场,由于定子旋转磁场可根据交流电变换而发生旋转,转子磁场在定子旋转磁场的带动下发生转动,转子相对定子发生旋转。
3.目前常用的转子和定子都是通过将通过冲压得到转子叠片和定子叠片,对转子叠片进行铸铝,对定子叠片进行插槽绝缘处理,将定子叠片和转子叠片切削出线槽,在线槽上进行定子绕组和转子绕组,对定子绕组和转子绕组进行注塑,得到冲片式结构的转子和定子。
4.由于冲片式转子和定子需要将厚度为20-30微米的转子片和定子片通过冲压的方式形成叠片,随着叠片厚度的增大,工序的复杂程度和难度会急剧增大,限制了叠片厚度的增加,而软磁材料的特性决定了叠片带材最大直径为300毫米,由于软磁带材的厚度和宽度受到制造工艺的限制,转子和定子的轴长和径长受限,导致绕组长度和宽度受限,进而造成电机的最大功率受限。
技术实现要素:
5.本公开实施例提供了一种电机及其制造方法,能够解决或至少部分解决目前由于叠片的厚度和叠片的宽度受到制造工艺的限制,导致电机的最大功率受限的问题。该技术方案如下:
6.一方面,提供了一种电机,该电机包括:
7.该转子套设在该转轴外部并与该转轴固定,该定子套设在该转子外部;
8.该转子包括至少一组环状转子软磁叠片组,该定子包括至少一组环状定子软磁叠片组;
9.每组环状转子软磁叠片组均包括由多个软磁带材在该转轴的径向上叠置而成的多个转子软磁叠片子组;
10.每组环状定子软磁叠片组均包括由多个软磁带材在该转轴的径向上叠置而成的多个定子软磁叠片子组;
11.每个转子软磁叠片子组中间部分向内凹陷且两个端部向外凸出,相邻两个转子软磁叠片子组的相邻端部固定在一起形成转子凸起部,每个转子凸起部上绕有转子绕组;
12.每个定子软磁叠片子组中间部分向外凹陷且两个端部向内凸出,相邻两个定子软磁叠片子组的相邻端部固定在一起形成定子凸起部,每个定子凸起部上绕有定子绕组;
13.所述环状转子软磁叠片组中心设有转子轭部,所述环状定子软磁叠片组外侧设有定子轭部。
14.在一种可能的设计中,该连接件4呈条带状且缠绕在相邻两个该转子软磁叠片子组的相邻端部,以将相邻两个该转子软磁叠片子组的相邻端部捆扎在一起。
15.在一种可能的设计中,该连接件4呈条带状且缠绕在相邻两个该定子软磁叠片子组的相邻端部,以将相邻两个该定子软磁叠片子组的相邻端部捆扎在一起。
16.在一种可能的设计中,该转子凸起部沿轴向相对的两个侧面均设有转子线槽,该转子凸起部沿轴向相对的两个侧面设有转子极靴,该转子绕组通过该转子线槽绕在该转子凸起部上。
17.在一种可能的设计中,该定子凸起部沿轴向相对的两个侧面均设有定子线槽,该定子凸起部沿轴向相对的两个侧面设有定子极靴,该定子绕组通过该定子线槽绕在该定子凸起部上。
18.在一种可能的设计中,该环状转子软磁叠片组中心设有转子轭部,当该环状转子软磁叠片的组数大于等于2时,每组该环状转子软磁叠片组沿轴向相互固定。
19.在一种可能的设计中,该环状定子软磁叠片组外侧设有定子轭部,当该环状定子软磁叠片的组数大于等于2时,每组该环状定子软磁叠片组沿轴向相互固定。
20.另一方面,提供了一种制造方法,该方法包括:
21.将多个长度不同的软磁带材的两端闭合,形成多个周长不同的环状软磁带材;
22.将该多个周长不同的环状软磁带材相互叠置套设,得到环状叠片组;
23.将用于转子的环状叠片组放入设置有多个凸起的转子模具中,该转子模具的凸起沿径向向内,沿径向对该环状叠片组进行冲压,得到具有多个向内凹陷的环状转子软磁叠片组;
24.将用于定子的环状叠片组放入设置有多个凸起的定子模具中,该定子模具的凸起沿径向向外,沿径向对环状叠片组进行冲压,得到具有多个向外凹陷的环状定子软磁叠片组;
25.用多个该连接件对该环状转子软磁叠片组的每个向外凸出的端部进行固定,用多个该连接件对该环状定子软磁叠片组的每个向内凸出的端部进行固定;
26.将该环状转子软磁叠片组中的每个向外凸出的端部剪开,形成多个转子软磁叠片子组;
27.将该环状定子软磁叠片组中的每个向内凸出的端部剪开,形成多个定子软磁叠片子组;
28.在每个由向外凸出的端部形成的转子凸起部上缠绕转子绕组;
29.在每个由向内凸出的端部形成的定子凸起部上缠绕定子绕组。
30.在一种可能的实现方式中,对该转子凸起部沿轴向相对的两个侧面进行切削,得到相邻的转子线槽和转子极靴;
31.对每组该环状转子软磁子叠片组分别进行热处理,并在未冷却时,进行真空浸漆处理;
32.当该环状转子软磁叠片组的组数大于等于2时,将每组该环状转子软磁子叠片组沿轴向固定连接。
33.在一种可能的实现方式中,对该定子凸起部沿轴向相对的两个侧面进行切削,得到相邻的定子线槽和定子极靴;
34.对每组该环状定子软磁子叠片组分别进行热处理,并在未冷却时,进行真空浸漆处理;
35.当该环状转子软磁叠片组的组数大于等于2时,将每组该环状定子软磁子叠片组沿轴向固定连接。
36.本公开实施例提供的技术方案至少能够带来至少一部分的以下有益技术效果:
37.通过将软磁带材的两端闭合得到环状的软磁材料,将环状的软磁材料沿径向进行叠置。将叠置后的环状软磁带材沿径向进行冲压,得到环状转子软磁叠片组或环状定子软磁叠片组,将转子绕组和定子绕组分别缠绕到转子凸起部和定子凸起部上得到转子和定子。从而转子直径由软磁带材的厚度和数量决定,软磁带材的宽度变为转子的轴长,环状软磁叠片再沿轴向合并,可以以宽度有限的环状软磁叠片形成轴向长度可以远超该宽度的转子和定子。本公开实施例的转子和定子的径长和轴长不再受限于叠片制造工艺,而转子绕组和定子绕组的长度也不因此受限,从而电机的最大功率可以得到提升而不受限于此。
附图说明
38.为了更清楚地说明本公开实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本公开的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
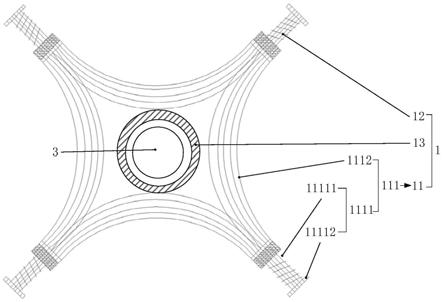
39.图1是本公开实施例提供的一种转子的结构图;
40.图2是本公开实施例提供的一种定子的结构图;
41.图3是本公开实施例提供的一种电机制造方法的流程示意图。
42.附图中的各个标号说明如下:
43.1-转子;
44.11-环状转子软磁叠片组,12-转子绕组,13-转子轭部;
45.111-转子软磁叠片子组;
46.1111-转子凸起部,1112-软磁带材;
47.11111-转子线槽,11112-转子极靴
48.2-定子;
49.21-环状定子软磁叠片子组,22-定子绕组,23-定子轭部;
50.211-定子软磁叠片子组;
51.2111-定子凸起部;
52.21111-定子线槽,21112-定子极靴;
53.3-转轴;
54.4-连接件;
具体实施方式
55.为使本公开的目的、技术方案和优点更加清楚,下面将结合附图对本公开实施方式作进一步地详细描述。
56.图1和图2是本公开实施例提供的一种转子和定子的结构示意图。参见图1,该电机
包括:
57.该转子1套设在该转轴3外部并与该转轴3固定,该定子2套设在该转子1外部;该转子1包括至少一组环状转子软磁叠片组11,该定子2包括至少一组环状定子软磁叠片组21;每组环状转子软磁叠片组11均包括由多个软磁带材1112在该转轴3的径向上叠置而成的多个转子软磁叠片子组111;每组环状定子软磁叠片组21均包括由多个软磁带材1112在该转轴3的径向上叠置而成的多个定子软磁叠片子组211;每个转子软磁叠片子组111中间部分向内凹陷且两个端部向外凸出,相邻两个转子软磁叠片子组111的相邻端部固定在一起形成转子凸起部1111,每个转子凸起部1111上绕有转子绕组12;每个定子软磁叠片子组211中间部分向外凹陷且两个端部向内凸出,相邻两个定子软磁叠片子组211的相邻端部固定在一起形成定子凸起部2111,每个定子凸起部2111上绕有定子绕组22。
58.下面对本发明实施例提供的电机的结构及其原理进行进一步的描述:
59.本申请中的轴向是指转轴3的轴向或与转轴3的轴向平行的方向,在图1中表示为与图1所在纸面垂直的方向。本申请中的径向是指转轴3的径向或与转轴的径向平行的方向,在图1中表示为与图1所在纸面平行的方向。
60.转子1套设在转轴3外部,定子2套设在转子1外部,转子1可以在定子2内部转动,转子1由环状转子软磁叠片组11组成,环状转子软磁叠片组11的径向宽度由软磁带材1112的厚度和数量决定。例如,一个软磁带材1112的厚度可以为25μm。将软磁带材1112沿径向进行叠置,得到环状转子软磁叠片组11。环状转子软磁叠片组11的公称直径由软磁带材1112的数量决定,因此软磁带材1112的数量越多,环状转子软磁叠片组11的公称直径越大。当转子软磁叠片子组111由2000个软磁带材1112叠置得到时,转子软磁叠片子组111的厚度大致为50mm,得到的环状转子软磁叠片组11的公称直径大致为320mm。从而本申请的转子的公称直径能远超过现有技术中制造的转子的一般为240mm的直径上限,从而本申请的转子能够缠绕更多数量和更大体积的转子绕组12。
61.定子2套设在转子1外部并固定在电机外壳上,定子2无法转动。定子2由环状定子软磁叠片组21组成。环状转子软磁叠片组11的径向宽度由环状定子软磁叠片组21中的软磁带材1112的厚度和数量决定,因此软磁带材1112的数量越多,环状定子软磁叠片组21的公称直径越大。例如,转子软磁叠片子组111由2000个厚度为25μm的软磁带材1112叠置得到,则转子软磁叠片子组111的厚度为50mm,得到的环状定子软磁叠片组21的公称直径为320mm。从而本申请的定子的公称直径能远超过现有技术中制造的定子的一般为240mm的直径上限,使得本申请的定子子能够缠绕更多数量和更大体积的定子绕组22。
62.通过将软磁带材1112的两端闭合得到环状的软磁材料,将环状的软磁材料沿径向进行叠置。将叠置后的环状软磁带材沿径向进行冲压,得到环状转子软磁叠片组11或环状定子软磁叠片组21,将转子绕组12和定子绕组22分别缠绕到转子凸起部1111和定子凸起部2111上得到转子1和定子2。从而转子1直径由软磁带材1112的厚度和数量决定,软磁带材1112的宽度变为转子1的轴长,环状转子软磁叠片组再沿轴向合并,可以以宽度有限的环状软磁叠片组形成轴向长度可以远超该宽度的转子1和定子2。本公开实施例的转子1和定子2的径长和轴长不再受限于叠片制造工艺,而转子绕组12和定子绕组22的长度也不因此受限,从而电机的最大功率可以得到提升而不受限于此。
63.在一种可能的设计中,连接件4呈条带状且缠绕在相邻两个转子软磁叠片子组111
的相邻端部,以将相邻两个转子软磁叠片子组111的相邻端部捆扎在一起。
64.连接件4可以为非晶材料等。连接件4沿周向绕转子软磁叠片子组111的凸起部至少一圈,转子凸起部1111的周长由转子软磁叠片子组111中的软磁带材1112的数量决定。连接件4的长度大于转子凸起部1111周长一圈,使得连接件4至少绕转子凸起部1111外周一圈。条带状的连接件4将两个转子软磁叠片子组111的转子凸起部1111紧密的捆扎到一起,保持两个转子软磁叠片子组111的转子凸起部1111在转子1的转动过程中不会解离。使得环状转子软磁叠片组11保持环形固定在转轴3上。应该理解为,连接件4缠绕到转子凸起部1111后一般会形成环形。
65.在一种可能的设计中,该连接件4呈条带状且缠绕在相邻两个定子软磁叠片子组211的相邻端部,以将相邻两个定子软磁叠片子组211的相邻端部捆扎在一起。
66.连接件4沿周向绕定子软磁叠片子组211的凸起部至少一圈,定子凸起部2111的周长由定子软磁叠片子组211中的软磁带材1112的数量决定。连接件4的长度大于定子凸起部2111周长一圈,使得连接件4至少绕定子凸起部2111外周一圈,条带状的连接件4将两个定子软磁叠片子组211的凸起部紧密的捆扎一起。保持两个定子软磁叠片子组211的凸起部在使用过程中不会解离。从而环状定子软磁叠片组21保持环形固定在电机的外壳内。应该理解为,连接件4缠绕到定子凸起部2111后一般会形成环形。
67.在一种可能的设计中,该转子凸起部1111沿轴向相对的两个侧面均设有转子线槽11111,该转子凸起部1111沿轴向相对的两个侧面设有转子极靴11112,该转子绕组12通过该转子线槽11111绕在该转子凸起部1111上。
68.如图1所示,转子凸起部1111沿径向向外,转子凸起部1111由相邻的两个转子软磁叠片子组111的凸出末端组成。转子凸起部1111上在转轴3的轴向上相对的两个侧面上分别设有一个转子线槽11111。转子线槽11111一般可以为两端开口的凹槽。一个转子凸起部1111的两个转子线槽11111可以为对称设置。转子凸起部1111上在转轴3的轴向上相对的两个侧面的端部还可设有转子极靴11112,转子极靴11112一般可位于转子线槽11111沿径向向外的一侧。转子线槽11111用于缠绕转子绕组12。在转子1的旋转过程中,由于转子绕组12受到离心力和定子绕组22磁场的磁力作用,因此转子绕组12具有从转子凸起部1111脱离的趋势。而转子极靴11112可以阻止转子绕组12脱离转子凸起部1111,即将转子绕组12保持在转子凸起部1111上。
69.在一种可能的设计中,该定子凸起部2111沿轴向相对的两个侧面均设有定子线槽21111,该定子凸起部2111沿轴向相对的两个侧面设有定子极靴21112,该定子绕组22通过该定子线槽21111绕在该定子凸起部2111上。
70.如图2所示,定子凸起部2111沿径向向内,定子凸起部2111由相邻的两个定子软磁叠片子组211的凸出末端组成。定子凸起部2111上与转轴3的轴向上相对的两个侧面上分别设有一个定子线槽21111,定子线槽21111一般可以为两端开口的凹槽,一个定子凸起部2111的两个定子线槽21111可以为对称设置。定子凸起部2111在沿转轴3的轴向上相对的两个侧面的端部还可设有定子极靴21112,定子极靴21112一般可位于定子线槽21111沿径向向外的一侧。定子线槽21111用于缠绕转子绕组12,定子凸起部2111在定子线槽21111处的宽度最窄,可以缠绕更多的转子绕组12。在转子1的旋转过程中,由于定子绕组22受到转子绕组12磁场的磁力作用,因此使得定子绕组22具有从定子凸起部2111脱离的趋势。而定子
极靴21112可以阻止转子绕组12脱离转子凸起部1111,即将定子绕组22保持在定子凸起部2111上。
71.在一种可能的设计中,该环状转子软磁叠片组中心连接有转子轭部13,当该环状转子软磁叠片组11的组数大于等于2时,每组该环状转子软磁叠片组11沿轴向相互固定。
72.每组环状转子软磁叠片组11沿转轴3的轴向的长度由软磁带材1112的宽度决定,由于软磁带材1112的宽度受到制造工艺的限制,目前最宽的软磁带材1112的宽度为300mm。为了制造轴长超过300mm的转子,在转轴3上套设两组或两组以上的环状转子软磁叠片时,可将每组环状转子软磁叠片组11沿转轴3的轴向相互连接固定,得到轴向长度增加的环状转子软磁叠片组11。环状转子软磁叠片组11的轴向长度增加,可以在环状转子软磁叠片组11上缠绕更多的转子绕组12,使得转子绕组12磁场增强。转走轭部13为圆环型由软磁合金材料组成,转子轭部13的直径小于环状转子软磁叠片子组11,转子轭部13连接在环状转子软磁叠片组11中心处,转轴3穿过转子轭部13将环状转子软磁叠片组11穿入转子中。
73.在一种可能的设计中,该环状定子软磁叠片组11外侧设有定子轭部23,当该环状定子软磁叠片组21的组数大于等于2时,每组该环状定子软磁叠片组21沿轴向相互固定。
74.每组环状定子软磁叠片组21沿转轴3的轴向的长度由软磁带材1112的宽度决定,由于软磁带材1112的宽度受到制造工艺的限制,目前最宽的软磁带材1112的宽度为240mm。为了制造轴长超过240mm的定子,可将每组环状定子软磁叠片组21沿转轴3的轴向相互连接固定,得到轴向长度增加的环状定子软磁叠片组21。由于环状定子软磁叠片组21的轴向长度增加,可以在环状定子软磁叠片组21上缠绕更多的定子绕组22,使得定子绕组22磁场增强。定子轭部23为圆环型,定子轭部连接在环状定子软磁叠片子组21的外部,定子轭部23由软磁合金材料组成。
75.上述所有可选技术方案,可以采用任意结合形成本发明的可选实施例,在此不再一一赘述。
76.图3是本公开实施例提供的一种电机制造方法的流程示意图。参见图3,电机制造方法可以包括步骤301至311等十一个步骤。
77.在步骤301中,将多个长度不同的软磁带材的两端闭合,形成多个周长不同的环状软磁带材。
78.该步骤中,可将该带状软磁带材(例如,非晶带材等)的两端闭合,例如通过熔接等方式将两端融合到一起,得到了环状的软磁材料。从而软磁带材的长度成为环状软磁材料的周长。环状软磁带材的周长决定了其半径大小,因此软磁带材的长度能够决定环状软磁带材的直径大小,进而决定了转子的直径的大小。因此通过调节软磁带材的长度可以控制环状软磁带材的直径。
79.在步骤302中,将多个周长不同的环状软磁带材相互叠置套设,得到环状叠片组。
80.该步骤中,可将环状软磁带材沿径向进行叠置,在径向上环状软磁带材的半径不同。在截取软磁带材时,可以采用不同长度的软磁带材制造环状软磁带材。可以在半径较大的环状软磁带材内部叠置半径较小的环状软磁带材,由环状软磁带材叠置得到转子的主体部分。环状叠片组的厚度和数量决定了转子的直径的大小。同时,环状叠片组内的环状软磁带材之间可以是紧密叠置的状态。
81.在步骤303中,将该环状叠片组放入设置有多个凸起的转子模具中,沿径向对该环
状叠片组进行冲压。
82.该步骤中,可将环状叠片组放入转子模具中,转子模具中可以设有多个沿径向向内的凸起,每个凸起具有相同的形状,多个凸起在模具中的分布关于中心对称。该凸起的数量可以是4个、6个、8个、10个、12个、14个、16个、18个、24个或32个等。沿径向对放入转子模具中的环状叠片组的外边缘施加冲压,环状叠片组的外边缘发生形变,环状叠片组的外边缘的形状与模具内的凸起轮廓相同,即具有多个沿径向向内凹陷的外边缘。当环状叠片组的外边缘与转子模具中的凸起贴合时,再继续施加更大的冲压,使得环状叠片组中的环状软磁带材在外力的冲压作用下相互紧密叠加,得到环状转子软磁叠片组。
83.在步骤304中,将环状叠片组放入设置有多个凸起的定子模具中,沿径向对环状叠片组进行冲压。
84.该步骤中,可将环状叠片组放入定子模具中,定子模具中可以设有多个沿径向向内的凸起,每个凸起具有相同的形状,多个凸起在模具中的分布关于中心对称。该凸起的数量可以是4个、6个、8个、10个、12个、14个、16个、18个、24个或32个等。沿径向对放入定子模具中的环状叠片组的外边缘施加冲压,环状叠片组的外边缘发生形变,环状叠片组的外边缘的形状与模具内的凸起轮廓相同,即具有多个沿径向向内凹陷的外边缘。当环状叠片组的外边缘与定子模具中的凸起贴合时,再继续施加更大的冲压,使得环状叠片组中的环状软磁带材在外力的冲压作用下相互紧密叠加,得到环状定子软磁叠片组。
85.在步骤305中,用多个连接件对环状转子软磁叠片组的每个向外凸出的端部进行捆扎,用多个连接件对环状定子软磁叠片组的每个向内凸出的端部进行捆扎。
86.该步骤中,可使用软磁带材作为连接件。环状转子软磁叠片组具有多个沿径向向内的凹陷,同时在凹陷的两端还具有多个沿径向向外凸起的端部,可将连接件捆扎在凸起的端部上。可以选择合适长度的连接件捆扎每个凸起的端部,合适的连接件的长度可以与凸起的端部的周长相等。捆扎后的环状转子软磁叠片组方便后续进行剪切,剪切后的环状转子软磁叠片组依旧能够保持环状转子软磁叠片组的形状。
87.环状定子软磁叠片组具有多个沿径向外内的凹陷,同时在凹陷的两端还具有多个沿径向向内凸起的端部。可将连接件捆扎在凸起的端部上,例如可以选择合适长度的连接件捆扎每个凸起的端部。合适的连接件的长度可以与凸起的端部的周长相等。捆扎后的环状定子软磁叠片组方便后续进行剪切,剪切后的环状定子软磁叠片组依旧能够保持环状定子软磁叠片组的形状。
88.在步骤306中,将环状转子软磁叠片组中的每个向外凸出的端部剪开,将该环状定子软磁叠片组中的每个向内凸出的端部剪开。
89.在该步骤中,在环状转子软磁叠片组的凸起的端部具有相邻的两组转子软磁叠片子组的端部,捆扎后的环状转子软磁叠片组在剪切之前,其转子软磁叠片子组的端部之间都是连续的。可将环状转子软磁叠片组从向外凸起的端部的中间剪开,得到转子软磁叠片子组的端部之间断开的环状转子软磁叠片组。由于在剪开之前对环状转子软磁叠片组的端部进行捆扎,即使转子软磁叠片子组的端部之间断开,环状转子软磁叠片组依旧能够维持环状。可将环状转子软磁叠片组具有的凸起的端部全部剪开,形成多个转子凸起部。环状转子软磁叠片组是连续的环状结构,当产生磁场时,磁感线会在环状转子软磁叠片组的内部形成完整的磁回路,导致环状转子软磁叠片组外部不存在磁场。为了破坏环状转子软磁叠
片组内部的磁回路。可将环状转子软磁叠片组的多个凸起部剪开,形成的转子凸起部具有两个端面,这样磁感线就会从两个端面之间穿入和穿出,使得磁感线分布到环状转子软磁叠片组的外部。
90.此外,还可以将环状定子软磁叠片组的多个沿径向向内的凸起的端部剪开,使得连续的环状定子软磁叠片组中的定子软磁叠片子组之间断开,使得磁感线可以在断开定子软磁叠片子组的两端之间穿入和穿出。
91.在步骤307中,对转子凸起部沿轴向相对的两个侧面进行切削,对定子凸起部沿轴向相对的两个侧面进行切削。
92.在该步骤中,可以在转子凸起部沿轴向相对的两个侧面上分别切削出对称的两个凹槽,该凹槽为两端开口的结构,可以用于将转子绕组缠绕在凸起部上,该凹槽称为转子线槽。在转子线槽沿径向向外的一侧一般还具有未被切削掉的转子极靴,转子极靴相较于转子线槽底部一般呈凸起的状态。转子极靴一般位于转子线槽沿径向向外的一侧。可以通过一次的切削就得到转子线槽和转子极靴两个结构,减少了增加转子极靴的工作。
93.此外,还可以在定子凸起部沿轴向相对的两个侧面上分别切削出对称的两个凹槽,该凹槽为两端开口的结构,可以用于将定子绕组缠绕在凸起部上,该凹槽称为定子线槽。在转子线槽沿径向向外的一侧一般还具有未被切削掉的转子极靴,转子极靴相较于转子线槽底部一般呈凸起的状态。定子极靴一般位于定子线槽沿径向向外的一侧。可以通过一次的切削就得到定子线槽和定子极靴两个结构,减少了增加定子极靴的操作。
94.在步骤308中,对每组环状转子软磁子叠片组和每组环状定子软磁叠片组分别进行热处理,并在未冷却时,进行真空浸漆处理。
95.在该步骤中,可将环状转子软磁叠片组进行热处理,该热处理的温度为200℃-600℃,可将加热后的环状转子软磁叠片组在真空条件下浸没入胶漆(例如,聚氨酯等)中,对环状转子软磁叠片组进行热处理可以提高转子软磁叠片组的表面性能,再进行真空浸漆时,可以提高聚氨酯在环状转子软磁叠片组表面上的粘附能力。将绝缘漆覆盖在环状转子软磁叠片组的外表面,可以使环状转子软磁叠片组与转子绕组之间绝缘。进而保证环状转子软磁叠片组内部只存在磁场而不存在电流。
96.此外,可将环状定子软磁叠片组进行热处理,该热处理的温度为200℃-600℃,可将加热后的环状定子软磁叠片组在真空条件下浸没入胶漆(例如,聚氨酯等)中,对环状定子软磁叠片组进行热处理可以提高定子软磁叠片组的表面性能,再进行真空浸漆时,可以提高聚氨酯在环状定子软磁叠片组的外表面上的粘附能力。将绝缘漆覆盖在环状定子软磁叠片组的表面,可以使环状定子软磁叠片组与定子绕组之间绝缘。保证环状定子软磁叠片组内部只存在磁场而不存在电流。
97.在步骤309中,当环状转子软磁叠片组的组数大于等于2时,将每组环状转子软磁子叠片组沿轴向固定连接。
98.在该步骤中,可将环状转子软磁叠片组沿轴向进行合并。环状转子软磁叠片组的轴长可以根据设计需要进行合并制造。软磁带材的制造工艺限制了其宽度无法超过240mm,而转子的轴长需要大于240mm时,可以将不同轴长的环状转子软磁叠片组进行轴向上的合并得到长轴的转子。例如,当需要轴长为320mm的转子时,可以将轴长为200mm和120mm的两个环状转子软磁叠片组沿轴向进行热挤压,热挤压后得到轴长为320mm的转子,长轴的转子
一般可以增大转子绕组磁场。
99.在步骤310中,当环状转子软磁叠片组的组数大于等于2时,将每组环状定子软磁子叠片组沿轴向固定连接。
100.在该步骤中,可将环状定子软磁叠片组沿轴向进行合并。环状定子软磁叠片组的轴长可以根据设计需要进行合并制造。软磁带材的制造工艺限制了其宽度无法超过240mm,而对于定子的轴长需要大于240mm时,需要将不同轴长的环状定子软磁叠片组进行轴向上的合并得到长轴的定子。例如,当需要轴长为520mm的定子时,可以将轴长为200mm、220、和100mm的三个环状定子软磁叠片组沿轴向进行热挤压,热挤压后得到轴长为520mm的定子,长轴的定子一般可以增大定子绕组磁场。
101.在步骤311中,将转子绕组缠绕在转子凸起部上,将定子绕组缠绕在定子凸起部上。
102.在该步骤中,转子绕组由低电阻的导线(例如,铜线,铝线等)组成。可将导线缠绕在转子凸起部的转子线槽上,缠绕的导线之间一般近似平行,导线与导线之间可以保持绝缘,导线与环状转子软磁叠片组之间也可以保持绝缘。通电后,转子绕组在转子凸起部上一般会产生转子绕组磁场。还可将导线缠绕在定子凸起部的定子线槽上,缠绕的导线之间一般近似平行,导线与导线之间可以保持绝缘,导线与环状定子软磁叠片之间也可以保持绝缘。通电后,定子绕组在定子凸起部上一般会产生定子绕组磁场。
103.上述所有可选技术方案,可以采用任意结合形成本发明的可选实施例,在此不再一一赘述。
104.本发明实施例中,通过将软磁带材的两端闭合得到环状的软磁材料,将环状的软磁材料沿径向进行叠置。将叠置后的环状软磁带材沿径向进行冲压,得到环状转子软磁叠片组或环状定子软磁叠片组,将转子绕组和定子绕组分别缠绕到转子凸起部和定子凸起部上得到转子和定子。从而转子直径由软磁带材的厚度和数量决定,软磁带材的宽度变为转子的轴长,环状软磁叠片再沿轴向合并,可以以宽度有限的环状软磁叠片形成轴向长度可以远超该宽度的转子和定子。本公开实施例的转子和定子的径长和轴长不再受限于叠片制造工艺,而转子绕组和定子绕组的长度也不因此受限,从而电机的最大功率可以得到提升而不受限于此。
105.可将软磁带材作为转子凸起部和定子凸起部的连接件,方便后续对转子凸起部和定子凸起部进行剪开的工艺。本公开的线槽一般是凸起部上的凹槽,可以增加转子绕组和定子绕组的厚度,从而提高转子凸起部和定子凸起部上的磁通量。转子极靴可以用于防止转子绕组在转子的旋转过程中脱离转子。定子极靴可以用于避免定子绕组在转子绕组磁场的作用下脱离定子。可将环状转子软件叠片组或环状定子软件叠片组沿轴向进行合并,得到的轴长增加后的转子以及定子可以增加转子绕组和定子绕组的长度,提高电机功率。
106.上述仅为本公开的较佳实施例,并不用以限制本公开,凡在本公开的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本公开的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1