组合式散热模组的制作方法
[0001]
本实用新型涉及散热领域技术,尤其是指一种组合式散热模组。
背景技术:
[0002]
随着电子产品的升级换代的加速,高集成以及高性能电子设备的日益增多,工作组件体积尺寸越来越小,工作的速度和效率越来越高,发热量越来越大,散热功能的好坏也能直接影响设备的性能,因此散热成为一个急需解决的难题。
[0003]
现有的散热器采用将翅片铆压在散热基板上的成型方式,使得散热器的生产效率较低,在加工不同散热器的时候,需要用到不同的铆压模具,增加了加工成本,且翅片的形式单一,使得散热器的散热性能也不够好,因此,有必要对现有的散热器结构作出进一步改进。
技术实现要素:
[0004]
有鉴于此,本实用新型针对现有技术存在之缺失,其主要目的是提供一种组合式散热模组,其能有效解决现有之散热器生产效率低、加工成本高以及散热性能不够好的问题。
[0005]
为实现上述目的,本实用新型采用如下之技术方案:
[0006]
一种组合式散热模组,包括有散热基板以及至少一翅片模块;该散热基板的表面为固定平面;该翅片模块通过冲压的方式成型,其包括有框架以及多个翅片,该框架包括有连接片和多个固定片,该连接片和多个固定片均贴合固定在固定平面上,该多个固定片均与连接片一体成型连接,该多个翅片分别于对应的固定片侧缘一体向上延伸出。
[0007]
作为一种优选方案,所述散热基板为金属材料板,该连接片和多个固定片均与固定平面贴合焊接固定。
[0008]
作为一种优选方案,所述散热基板为均温板、石墨板或导热陶瓷基板。
[0009]
作为一种优选方案,所述连接片为前后纵向设置的两个,该多个固定片左右横向间隔排布,每一固定片的两端均与两连接片一体成型连接,相邻两固定片之间成型有槽孔,该槽孔的宽度等于翅片的高度。
[0010]
作为一种优选方案,所述翅片模块为左右横向排布的两个或前后左右阵列式排布的四个。
[0011]
作为一种优选方案,所述连接片为前后纵向设置的三个,每一固定片的两端分别与对应的连接片一体成型连接,该多个固定片排布成前后两排,每排固定片左右错位。
[0012]
作为一种优选方案,所述框架呈u形,该固定片为两个,该连接片为一个,该连接片的两端分别与两固定片的一端一体成型连接,且翅片模块至少为两个,两翅片模块上的翅片交错排布。
[0013]
作为一种优选方案,其中一翅片模块的连接片内侧缘中间位置开设有卡位,另一翅片模块的固定片端部卡于卡位中限位。
[0014]
本实用新型与现有技术相比具有明显的优点和有益效果,具体而言,由上述技术方案可知:
[0015]
通过采用冲压方式成型的翅片模块,加工时只需将翅片模块贴合固定在散热基板上即可,提高了生产效率,并配合散热基板上设置有至少一翅片模块,使得可根据散热器模组的大小及性能要求,实现对翅片模块的灵活自由组合,从而降低开模成本,且不同的冲压翅片形式,还可以有效增加空气扰动,增强散热器模组的散热性能。
[0016]
为更清楚地阐述本实用新型的结构特征和功效,下面结合附图与具体实施例来对本实用新型进行详细说明。
附图说明
[0017]
图1是本实用新型之第一较佳实施例的立体结构示意图;
[0018]
图2是本实用新型之第一较佳实施例的分解状态示意图;
[0019]
图3是本实用新型之第二较佳实施例的立体结构示意图;
[0020]
图4是本实用新型之第二较佳实施例的分解状态示意图;
[0021]
图5是本实用新型之第三较佳实施例的立体结构示意图;
[0022]
图6是本实用新型之第四较佳实施例的立体结构示意图;
[0023]
图7是本实用新型之第五较佳实施例的立体结构示意图;
[0024]
图8是本实用新型之第五较佳实施例的分解状态示意图。
[0025]
附图标识说明:
[0026]
10、散热基板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11、固定平面
[0027]
20、翅片模块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
201、槽孔
[0028]
202、卡位
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
21、框架
[0029]
211、连接片
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
212、固定片
[0030]
22、翅片。
具体实施方式
[0031]
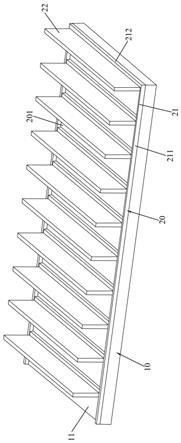
请参照图1至图2所示,其显示出了本实用新型之第一较佳实施例的具体结构,其中包括有散热基板10以及至少一翅片模块20。
[0032]
该散热基板10的表面为固定平面11;该翅片模块20通过冲压的方式成型,其包括有框架21以及多个翅片22,该框架21包括有连接片211和多个固定片212,该连接片211和多个固定片212均贴合固定在固定平面11上,该多个固定片212均与连接片211一体成型连接,该多个翅片22分别于对应的固定片212侧缘一体向上延伸出。
[0033]
在本实施例中,所述散热基板10为金属材料板,且连接片211和多个固定片212均与固定平面11贴合焊接固定,当然,所述散热基板10亦可为均温板、石墨板或导热陶瓷基板,不以为限。所述连接片211为前后纵向设置的两个,该多个固定片212左右横向间隔排布,每一固定片212的两端均与两连接片211一体成型连接,相邻两固定片212之间成型有槽孔201,该槽孔201的宽度等于翅片22的高度。
[0034]
详述本实施例的制作过程如下:
[0035]
制作时先裁切出合适尺寸的散热基板10,然后采用冲压的方式一体成型出翅片模
块20,最后将连接片211和多个固定片212均与固定平面11贴合焊接固定即可。
[0036]
请参照图3至图4所示,其显示出了本实用新型之第二较佳实施例的具体结构,本实施例的具体结构与前述第一较佳实施例的具体结构基本相同,其所不同的是:
[0037]
在本实施例中,所述翅片模块20为左右横向排布的两个。
[0038]
详述本实施例的制作过程如下:
[0039]
制作时先裁切出合适尺寸的散热基板10,然后采用冲压的方式一体成型出两翅片模块20,并将两翅片模块20按左右横向的排布方式排列在固定平面11上,最后分别将两翅片模块20上的连接片211和多个固定片212与固定平面11贴合焊接固定即可。
[0040]
请参照图5所示,其显示出了本实用新型之第三较佳实施例的具体结构,本实施例的具体结构与前述第一较佳实施例的具体结构基本相同,其所不同的是:
[0041]
在本实施例中,所述翅片模块20为前后左右阵列式排布的四个。
[0042]
详述本实施例的制作过程如下:
[0043]
制作时先裁切出合适尺寸的散热基板10,然后采用冲压的方式一体成型出四个翅片模块20,并将四个翅片模块20按前后左右阵列式排列在固定平面11上,最后分别将四个翅片模块20上的连接片211和多个固定片212与固定平面11贴合焊接固定即可。
[0044]
请参照图6所示,其显示出了本实用新型之第四较佳实施例的具体结构,本实施例的具体结构与前述第一较佳实施例的具体结构基本相同,其所不同的是:
[0045]
在本实施例中,所述连接片211为前后纵向设置的三个,每一固定片212的两端分别与对应的连接片211一体成型连接,该多个固定片212排布成前后两排,每排固定片212左右错位,采用这种结构能增强空气扰动,提高空气对流系数,从而提升散热器的整体散热性能。
[0046]
本实施例的组装过程与前述第一较佳实施例的组装过程相同,在此对本实施例的组装过程不做详细叙述。
[0047]
请参照图7至图8所示,其显示出了本实用新型之第五较佳实施例的具体结构,本实施例的具体结构与前述第一较佳实施例的具体结构基本相同,其所不同的是:
[0048]
在本实施例中,所述框架21呈u形,该固定片212为两个,该连接片211为一个,该连接片211的两端分别与两固定片212的一端一体成型连接,且翅片模块20至少为两个,两翅片模块20上的翅片22交错排布,以及其中一翅片模块20的连接片内侧缘中间位置开设有卡位202,另一翅片模块的固定片212端部卡于卡位202中限位,可提升工艺可行性及精确性,此结构的翅片模块20可使翅片22的高度更高,为增高型翅片模块。
[0049]
详述本实施例的制作过程如下:
[0050]
制作时先裁切出合适尺寸的散热基板10,然后采用冲压的方式一体成型出两个具有u形框架的翅片模块20,接着将两翅片模块20通过卡位202与固定片212的配合进行限位,最后将两翅片模块20通过焊接的方式固定在固定平面11上即可。
[0051]
本实用新型的设计重点在于:通过采用冲压方式成型的翅片模块,加工时只需将翅片模块贴合固定在散热基板上即可,提高了生产效率,并配合散热基板上设置有至少一翅片模块,使得可根据散热器模组的大小及性能要求,实现对翅片模块的灵活自由组合,从而降低开模成本,且不同的冲压翅片形式,还可以有效增加空气扰动,增强散热器模组的散热性能。
[0052]
以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型的技术范围作任何限制,故凡是依据本实用新型的技术实质对以上实施例所作的任何细微修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1