线路板多层压合定位缓热缓冲垫的制作方法
1.本发明涉及线路板多层压合定位缓热缓冲垫领域,特别涉及线路板多层压合定位缓热缓冲垫。
背景技术:
2.随着时代的进步和电子技术的飞速发展,促进印制电路板技术领域的不断进步与发展。线路板是现今电子工业领域不可缺少的角色。特别是,在pcb多层板的使用比重逐年增加。线路板经由单面,双面,多层的发展进步,至今pcb多层板的使用比重逐年增加,同时pcb多层板也有向高、精、密、细、小二个极端发展。而pcb多层板制造的一个重要工序就是层压,层压品质的控制在多层板制造中显得愈来愈重要。换言之,层压品质进一步影响印制电路板的品质。
3.线路板多层板层压时,多采用牛皮纸作为传热缓冲之用。是将牛皮纸放置在压合机的热板与钢板之间,以缓和最接近散材的升温曲线,使多张待压的基板或多层板之间尽量拉近其各层板材的温度差异,一般常用的规格为90磅到150磅。但是由于压合时高温高压后牛皮纸中纤维已被压断,不再具有韧性而难以发挥功能,故必须设法换新。进一步地说,传统生产线路板层压中,使用牛皮纸作为垫片材料,且使用是一次性使用。牛皮纸的大量使用,不利于环境保护和可持续发展。另外,市场上也有产品采用浸涂法工艺,使用玻璃纤维网格布,通过浸涂方法上胶后,凉干或烘干,压制而成。在浸涂中工艺中,大量使用溶剂,增加生产成本,也不利于保护环境。另外,在目前多层线路板制作中还容易产生层压位移、滑板,分层,树脂空间和气泡残留等问题,造成极大的不良率产生。
4.因此,发明线路板多层压合定位缓热缓冲垫来解决上述问题很有必要。
技术实现要素:
5.本发明的目的在于提供线路板多层压合定位缓热缓冲垫,以解决上述背景技术中提出的问题。
6.为实现上述目的,本发明提供如下技术方案:线路板多层压合定位缓热缓冲垫,包括压合件,所述压合件的两侧均设置有适应件,所述压合件包括上下设置的上导热压板、下导热压板,所述上导热压板、下导热压板均呈矩形板状结构,且上导热压板、下导热压板之间的外圈处密封有第一橡胶阻挡圈,所述上导热压板、下导热压板、第一橡胶阻挡圈之间形成用于容纳导热液体的导热腔室,所述适应件包括靠近压合件侧面位置的第一隔热板和远离压合件侧面位置的第二隔热板,所述第一隔热板和第二隔热板均呈矩形板状结构,第一隔热板、第二隔热板之间的外圈处固定密封有第二橡胶阻挡圈,所述第一隔热板、第二隔热板、第二橡胶阻挡圈之间形成用于容纳导热液体的留存腔室,所述导热腔室和留存腔室之间设置有流通组件;流通组件包括供导热腔室中的导热液体单向进入留存腔室中的第一导出组件和供留存腔室中的导热液体单向进入导热腔室中的第二导入组件,所述第一导出组件、第二
导入组件前后设置于第一橡胶阻挡圈的俯视剖面上,且第一导出组件、第二导入组件均设置于第一橡胶阻挡圈的竖向剖面中部,所述留存腔室中设置有复位组件和过滤组件,所述复位组件包括设置于留存腔室内部的弹簧,所述弹簧的一端固定焊接在第一隔热板靠近第二隔热板的一面,弹簧的另一端固定焊接在第二隔热板靠近第一隔热板的一面,所述过滤组件包括过滤棉板,所述过滤棉板将留存腔室隔成前后两个腔室,一个腔室为进料腔,另一个腔室为出料腔,所述第一导出组件连通在进料腔和导热腔室之间,所述第二导入组件连通在出料腔和导热腔室之间。
7.优选的,所述第一导出组件包括出料管道,所述出料管道固定焊接在第一隔热板上,所述出料管道的一端连通在导热腔室中,所述第一橡胶阻挡圈上设置有预留开口,所述出料管道的另一端与预留开口对接且相互连通,所述出料管道的内壁上固定焊接有支架,所述支架的一侧固定焊接有连通管道,所述连通管道活动穿过预留开口的中部并活动伸入第一橡胶阻挡圈内部的进料腔中,所述连通管道活动伸入进料腔的一端外圈处固定设置有内橡胶密封垫,所述内橡胶密封垫密封在连通管道外圈处的预留开口端部,且内橡胶密封垫与进料腔内壁之间通过胶黏固定,所述连通管道中设置有中间通道,中间通道的一端连通进料腔,另一端连通侧开口,所述侧开口远离中间通道的一端连通出料管道的内部,所述出料管道的外圈处固定设置有通过胶黏固定在第一橡胶阻挡圈靠近第一隔热板一面的外橡胶密封垫。
8.需要说明的是,在初始状态下,留存腔室的体积小,第二隔热板位于导热腔室的距离最小,当压合件替代牛皮纸作为传热缓冲应用在线路板多层压合定位中时,将压合件放置在线路板的上表面或者热板与钢板之间,然后利用热压设备从压合件的上表面对线路板进行热压合,热压合的过程中,热量依次通过上导热压板、导热腔室内部的导热液体和下导热压板传递给线路板上,压合件在被压合时,导热腔室内部的导热液体会逐渐的通过第一导出组件挤入到留存腔室中,实现缓和最接近散材的升温曲线,使多张待压的基板或多层板之间尽量拉近其各层板材的温度差异,而压合件重复使用时,留存腔室内部的弹簧复位作用会拉持第二隔热板靠近导热腔室,使得留存腔室中的导热液体朝向导热腔室中回流,使得压合件整体再次饱和,使得压合件再次具有一定的韧性,良好的替代了牛皮纸一次性使用的方式,重复使用次数多。
9.优选的,所述第二导入组件包括进料管道,所述进料管道固定焊接在第一隔热板上,所述进料管道的一端连通在导热腔室中,所述第一橡胶阻挡圈上设置有预留开口,所述进料管道的另一端与预留开口对接且相互连通,所述进料管道的内壁上固定焊接有支架,所述支架的一侧固定焊接有连通管道,所述连通管道活动穿过预留开口的中部并活动伸入第一橡胶阻挡圈内部的出料腔中,所述连通管道活动伸入出料腔的一端外圈处固定设置有内橡胶密封垫,所述内橡胶密封垫密封在连通管道外圈处的预留开口端部,且内橡胶密封垫与出料腔内壁之间通过胶黏固定,所述连通管道中设置有中间通道,中间通道的一端连通出料腔,另一端连通侧开口,所述侧开口远离中间通道的一端连通进料管道的内部,所述进料管道的外圈处固定设置有通过胶黏固定在第一橡胶阻挡圈靠近第一隔热板一面的外橡胶密封垫。
10.进一步的,导热液体可使用机油等液体,导热液体的使用可使得热量传递时均匀传递,且在导热液体对热量进行传导时,导热腔室被压缩,导热腔室中的导热液体分布少,
可减少热量传递过程中的损失,中间通道阻挡在上导热压板、下导热压板之间,中间通道设置于预留开口的中部,保持了导热腔室被压缩的最小间隙不低于中间通道的内径,保证了导热腔室中始终存在导热液体。
11.优选的,所述出料管道中设置有供导热腔室中的导热液体单向进入进料腔中的第一单向阀,所述进料管道中设置有供出料腔中的导热液体单向进入导热腔室中的第二单向阀。
12.具体的,导热液体可经过出料管道中的第一单向阀单向进入进料腔中,而进入进料腔中的导热液体可经过过滤棉板的过滤后进入出料腔后再由进料管道中的第二单向阀单向进入导热腔室中,实现了在导热液体加热时将内部被加热生成的沉淀收集到进料腔中的目的,避免了导热液体循环使用时过于浓稠导热率下降的现象。
13.优选的,所述内橡胶密封垫远离预留开口的一面设置有斜面。
14.其中,内橡胶密封垫远离预留开口的一面设置有斜面,使得内橡胶密封垫伸入预留开口中时,内橡胶密封垫易于被抵触收缩,然后内橡胶密封垫通过预留开口时正好贴合在第一橡胶阻挡圈内壁上进行粘合固定。
15.优选的,所述连通管道上设置有控制导热腔室高度间隙的间隙控制组件,所述间隙控制组件包括固定设置在连通管道外圈处的气囊,所述气囊的外圈活动贴合在预留开口的内壁上,所述气囊位于中间通道的中段,所述气囊的一端通过连接气管连通有加压单元,所述加压单元的一端设置有连通外部的进气管道。
16.装置中,间隙控制组件可控制导热腔室的高度,方便根据实际需求改变导热腔室上下方加工材或者导热材之间的间隙和导热效率,便于根据实际生产需求进行随时调整,也符合导热液体随着使用寿命的增加导热率降低现象而调整的目的。
17.优选的,所述进料管道上的加压单元固定焊接在进料管道的外圈处,且进料管道上的加压单元位于第一隔热板和第一橡胶阻挡圈之间。
18.工作时,加压单元可使用气泵等装置,加压单元启动时,可将外部的空气依次通过进气管道、连接气管输送到气囊中,使得气囊膨胀变形而扩撑预留开口,使得上导热压板、下导热压板之间相互靠近压缩导热腔室时最小压缩距离变大,从而调整导热腔室的最小高度。
19.优选的,所述出料管道上的加压单元固定焊接在出料管道的外圈处,且出料管道上的加压单元位于第一隔热板和第一橡胶阻挡圈之间。
20.进一步的,进料管道和出料腔之间通过中间通道和侧开口相互连通,出料管道和进料腔之间通过中间通道和侧开口相互连通,而连通管道的直径小于预留开口的直径,方便侧开口处进出导热液体。
21.优选的,所述过滤棉板呈z字形褶皱多道,过滤棉板的一端固定在第一隔热板靠近第二隔热板的一面,另一端固定在第二隔热板靠近第一隔热板的一面,所述下导热压板的下方对应设置有加工台,所述加工台上表面设置有对应在下导热压板下方的凸起台,凸起台的长宽尺寸与下导热压板的长宽尺寸一致。
22.在实际使用时,压合机的热板与钢板、线路板等可正好放置在长宽尺寸大于线路板、热压机的热板与钢板的长宽尺寸的凸起台上,在压缩压合件时,适应件被导热液体充满膨胀时可分布在凸起台的两侧,不影响压合件被压缩变薄,结构设计合理,成呈z字形多道
褶皱的过滤棉板在留存腔室被导热液体填充时可被拉伸展开。
23.在制造时,第一橡胶阻挡圈的上下表面分别通过热压胶合机热压固定在上导热压板和下导热压板的内侧表面,第二橡胶阻挡圈的左右两端分别通过热压胶合机热压固定在第二隔热板和第一隔热板相互靠近的一面,之后,利用钻机,在第一隔热板上钻有供安装出料管道的孔位,孔位钻设完毕后利用焊接机将出料管道焊接在第一隔热板的孔位上,然后出料管道中部的连通管道穿过预留开口,预留开口上的内橡胶密封垫表面和出料管道上的外橡胶密封垫表面预先涂覆有胶水,将外橡胶密封垫和内橡胶密封垫通过胶水粘合固定在第一橡胶阻挡圈的内外两侧即可,制造使用方便。
24.本发明的技术效果和优点:1、本发明的线路板多层压合定位缓热缓冲垫,在初始状态下,留存腔室的体积小,第二隔热板位于导热腔室的距离最小,当压合件替代牛皮纸作为传热缓冲应用在线路板多层压合定位中时,将压合件放置在线路板的上表面或者热板与钢板之间,然后利用热压设备从压合件的上表面对线路板进行热压合,热压合的过程中,热量依次通过上导热压板、导热腔室内部的导热液体和下导热压板传递给线路板上,压合件在被压合时,导热腔室内部的导热液体会逐渐的通过第一导出组件挤入到留存腔室中,实现缓和最接近散材的升温曲线,使多张待压的基板或多层板之间尽量拉近其各层板材的温度差异,而压合件重复使用时,留存腔室内部的弹簧复位作用会拉持第二隔热板靠近导热腔室,使得留存腔室中的导热液体朝向导热腔室中回流,使得压合件整体再次饱和,使得压合件再次具有一定的韧性,良好的替代了牛皮纸一次性使用的方式,重复使用次数多;2、本发明的线路板多层压合定位缓热缓冲垫,导热液体可使用机油等液体,导热液体的使用可使得热量传递时均匀传递,且在导热液体对热量进行传导时,导热腔室被压缩,导热腔室中的导热液体分布少,可减少热量传递过程中的损失,中间通道阻挡在上导热压板、下导热压板之间,中间通道设置于预留开口的中部,保持了导热腔室被压缩的最小间隙不低于中间通道的内径,保证了导热腔室中始终存在导热液体;3、本发明的线路板多层压合定位缓热缓冲垫,导热液体可经过出料管道中的第一单向阀单向进入进料腔中,而进入进料腔中的导热液体可经过过滤棉板的过滤后进入出料腔后再由进料管道中的第二单向阀单向进入导热腔室中,实现了在导热液体加热时将内部被加热生成的沉淀收集到进料腔中的目的,避免了导热液体循环使用时过于浓稠导热率下降的现象;4、本发明的线路板多层压合定位缓热缓冲垫,内橡胶密封垫远离预留开口的一面设置有斜面,使得内橡胶密封垫伸入预留开口中时,内橡胶密封垫易于被抵触收缩,然后内橡胶密封垫通过预留开口时正好贴合在第一橡胶阻挡圈内壁上进行粘合固定;5、本发明的线路板多层压合定位缓热缓冲垫,间隙控制组件可控制导热腔室的高度,方便根据实际需求改变导热腔室上下方加工材或者导热材之间的间隙和导热效率,便于根据实际生产需求进行随时调整,也符合导热液体随着使用寿命的增加导热率降低现象而调整的目的;6、本发明的线路板多层压合定位缓热缓冲垫,加压单元启动时,可将外部的空气依次通过进气管道、连接气管输送到气囊中,使得气囊膨胀变形而扩撑预留开口,使得上导热压板、下导热压板之间相互靠近压缩导热腔室时最小压缩距离变大,从而调整导热腔室
的最小高度;7、本发明的线路板多层压合定位缓热缓冲垫,进料管道和出料腔之间通过中间通道和侧开口相互连通,出料管道和进料腔之间通过中间通道和侧开口相互连通,而连通管道的直径小于预留开口的直径,方便侧开口处进出导热液体;8、本发明的线路板多层压合定位缓热缓冲垫,压合机的热板与钢板、线路板等可正好放置在长宽尺寸大于线路板、热压机的热板与钢板的长宽尺寸的凸起台上,在压缩压合件时,适应件被导热液体充满膨胀时可分布在凸起台的两侧,不影响压合件被压缩变薄,结构设计合理,成呈z字形多道褶皱的过滤棉板在留存腔室被导热液体填充时可被拉伸展开。
附图说明
25.图1为本发明结构示意图。
26.图2为本发明内部结构示意图。
27.图3为本发明竖向剖视图。
28.图4为本发明横向剖视图。
29.图5为本发明压合件被压缩时的竖向剖视图。
30.图6为本发明压合件被压缩时的横向剖视图。
31.图7为本发明图4中a处结构放大示意图。
32.图8为本发明图4中b处结构放大示意图。
33.图中:压合件1、适应件2、上导热压板3、下导热压板4、第一橡胶阻挡圈5、第一隔热板6、第二橡胶阻挡圈7、第二隔热板8、导热腔室9、留存腔室10、弹簧11、第一导出组件12、第二导入组件13、过滤棉板14、出料管道15、第一单向阀16、支架17、连接气管18、加压单元19、进气管道20、外橡胶密封垫21、侧开口22、预留开口23、气囊24、连通管道25、中间通道26、内橡胶密封垫27、斜面28、进料管道29、第二单向阀30、加工台31、凸起台32。
具体实施方式
34.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
35.本发明提供了如图1-8所示的线路板多层压合定位缓热缓冲垫,包括压合件1,压合件1的两侧均设置有适应件2,压合件1包括上下设置的上导热压板3、下导热压板4,上导热压板3、下导热压板4均呈矩形板状结构,且上导热压板3、下导热压板4之间的外圈处密封有第一橡胶阻挡圈5,上导热压板3、下导热压板4、第一橡胶阻挡圈5之间形成用于容纳导热液体的导热腔室9,适应件2包括靠近压合件1侧面位置的第一隔热板6和远离压合件1侧面位置的第二隔热板8,第一隔热板6和第二隔热板8均呈矩形板状结构,第一隔热板6、第二隔热板8之间的外圈处固定密封有第二橡胶阻挡圈7,第一隔热板6、第二隔热板8、第二橡胶阻挡圈7之间形成用于容纳导热液体的留存腔室10,导热腔室9和留存腔室10之间设置有流通组件;
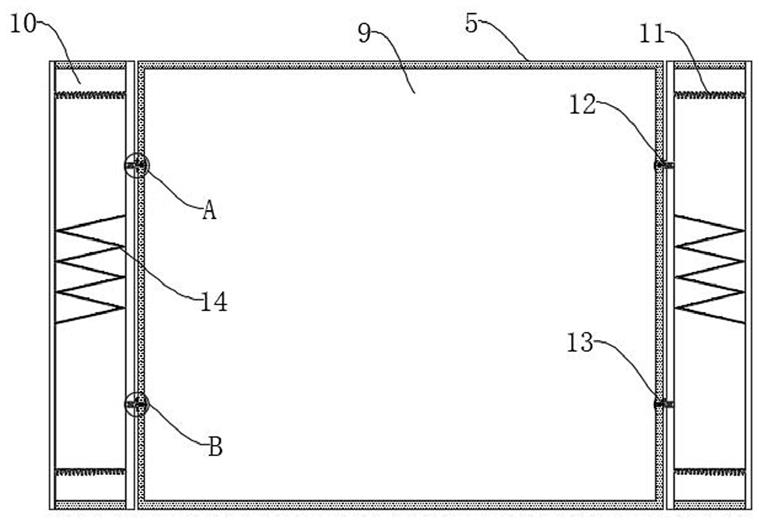
流通组件包括供导热腔室9中的导热液体单向进入留存腔室10中的第一导出组件12和供留存腔室10中的导热液体单向进入导热腔室9中的第二导入组件13,第一导出组件12、第二导入组件13前后设置于第一橡胶阻挡圈5的俯视剖面上,且第一导出组件12、第二导入组件13均设置于第一橡胶阻挡圈5的竖向剖面中部,留存腔室10中设置有复位组件和过滤组件,复位组件包括设置于留存腔室10内部的弹簧11,弹簧11的一端固定焊接在第一隔热板6靠近第二隔热板8的一面,弹簧11的另一端固定焊接在第二隔热板8靠近第一隔热板6的一面,过滤组件包括过滤棉板14,过滤棉板14将留存腔室10隔成前后两个腔室,一个腔室为进料腔,另一个腔室为出料腔,第一导出组件12连通在进料腔和导热腔室9之间,第二导入组件13连通在出料腔和导热腔室9之间。
36.参考图1、图2、图3和图7中所示,第一导出组件12包括出料管道15,出料管道15固定焊接在第一隔热板6上,出料管道15的一端连通在导热腔室9中,第一橡胶阻挡圈5上设置有预留开口23,出料管道15的另一端与预留开口23对接且相互连通,出料管道15的内壁上固定焊接有支架17,支架17的一侧固定焊接有连通管道25,连通管道25活动穿过预留开口23的中部并活动伸入第一橡胶阻挡圈5内部的进料腔中,连通管道25活动伸入进料腔的一端外圈处固定设置有内橡胶密封垫27,内橡胶密封垫27密封在连通管道25外圈处的预留开口23端部,且内橡胶密封垫27与进料腔内壁之间通过胶黏固定,连通管道25中设置有中间通道26,中间通道26的一端连通进料腔,另一端连通侧开口22,侧开口22远离中间通道26的一端连通出料管道15的内部,出料管道15的外圈处固定设置有通过胶黏固定在第一橡胶阻挡圈5靠近第一隔热板6一面的外橡胶密封垫21。
37.需要说明的是,在初始状态下,留存腔室10的体积小,第二隔热板8位于导热腔室9的距离最小,当压合件1替代牛皮纸作为传热缓冲应用在线路板多层压合定位中时,将压合件1放置在线路板的上表面或者热板与钢板之间,然后利用热压设备从压合件1的上表面对线路板进行热压合,热压合的过程中,热量依次通过上导热压板3、导热腔室9内部的导热液体和下导热压板4传递给线路板上,压合件1在被压合时,导热腔室9内部的导热液体会逐渐的通过第一导出组件12挤入到留存腔室10中,实现缓和最接近散材的升温曲线,使多张待压的基板或多层板之间尽量拉近其各层板材的温度差异,而压合件1重复使用时,留存腔室10内部的弹簧11复位作用会拉持第二隔热板8靠近导热腔室9,使得留存腔室10中的导热液体朝向导热腔室9中回流,使得压合件1整体再次饱和,使得压合件1再次具有一定的韧性,良好的替代了牛皮纸一次性使用的方式,重复使用次数多。
38.如图8中所示,第二导入组件13包括进料管道29,进料管道29固定焊接在第一隔热板6上,进料管道29的一端连通在导热腔室9中,第一橡胶阻挡圈5上设置有预留开口23,进料管道29的另一端与预留开口23对接且相互连通,进料管道29的内壁上固定焊接有支架17,支架17的一侧固定焊接有连通管道25,连通管道25活动穿过预留开口23的中部并活动伸入第一橡胶阻挡圈5内部的出料腔中,连通管道25活动伸入出料腔的一端外圈处固定设置有内橡胶密封垫27,内橡胶密封垫27密封在连通管道25外圈处的预留开口23端部,且内橡胶密封垫27与出料腔内壁之间通过胶黏固定,连通管道25中设置有中间通道26,中间通道26的一端连通出料腔,另一端连通侧开口22,侧开口22远离中间通道26的一端连通进料管道29的内部,进料管道29的外圈处固定设置有通过胶黏固定在第一橡胶阻挡圈5靠近第一隔热板6一面的外橡胶密封垫21。
39.进一步的,导热液体可使用机油等液体,导热液体的使用可使得热量传递时均匀传递,且在导热液体对热量进行传导时,导热腔室9被压缩,导热腔室9中的导热液体分布少,可减少热量传递过程中的损失,中间通道26阻挡在上导热压板3、下导热压板4之间,中间通道26设置于预留开口23的中部,保持了导热腔室9被压缩的最小间隙不低于中间通道26的内径,保证了导热腔室9中始终存在导热液体。
40.参考图7和图8中所示,出料管道15中设置有供导热腔室9中的导热液体单向进入进料腔中的第一单向阀16,进料管道29中设置有供出料腔中的导热液体单向进入导热腔室9中的第二单向阀30。
41.具体的,导热液体可经过出料管道15中的第一单向阀16单向进入进料腔中,而进入进料腔中的导热液体可经过过滤棉板14的过滤后进入出料腔后再由进料管道29中的第二单向阀30单向进入导热腔室9中,实现了在导热液体加热时将内部被加热生成的沉淀收集到进料腔中的目的,避免了导热液体循环使用时过于浓稠导热率下降的现象。
42.内橡胶密封垫27远离预留开口23的一面设置有斜面28。
43.其中,内橡胶密封垫27远离预留开口23的一面设置有斜面28,使得内橡胶密封垫27伸入预留开口23中时,内橡胶密封垫27易于被抵触收缩,然后内橡胶密封垫27通过预留开口23时正好贴合在第一橡胶阻挡圈5内壁上进行粘合固定。
44.连通管道25上设置有控制导热腔室9高度间隙的间隙控制组件,间隙控制组件包括固定设置在连通管道25外圈处的气囊24,气囊24的外圈活动贴合在预留开口23的内壁上,气囊24位于中间通道26的中段,气囊24的一端通过连接气管18连通有加压单元19,加压单元19的一端设置有连通外部的进气管道20。
45.装置中,间隙控制组件可控制导热腔室9的高度,方便根据实际需求改变导热腔室9上下方加工材或者导热材之间的间隙和导热效率,便于根据实际生产需求进行随时调整,也符合导热液体随着使用寿命的增加导热率降低现象而调整的目的。
46.进料管道29上的加压单元19固定焊接在进料管道29的外圈处,且进料管道29上的加压单元19位于第一隔热板6和第一橡胶阻挡圈5之间。
47.工作时,加压单元19可使用气泵等装置,加压单元19启动时,可将外部的空气依次通过进气管道20、连接气管18输送到气囊24中,使得气囊24膨胀变形而扩撑预留开口23,使得上导热压板3、下导热压板4之间相互靠近压缩导热腔室9时最小压缩距离变大,从而调整导热腔室9的最小高度。
48.参考图3至图6中所示,出料管道15上的加压单元19固定焊接在出料管道15的外圈处,且出料管道15上的加压单元19位于第一隔热板6和第一橡胶阻挡圈5之间。
49.进一步的,进料管道29和出料腔之间通过中间通道26和侧开口22相互连通,出料管道15和进料腔之间通过中间通道26和侧开口22相互连通,而连通管道25的直径小于预留开口23的直径,方便侧开口22处进出导热液体。
50.过滤棉板14呈z字形褶皱多道,过滤棉板14的一端固定在第一隔热板6靠近第二隔热板8的一面,另一端固定在第二隔热板8靠近第一隔热板6的一面,下导热压板4的下方对应设置有加工台31,加工台31上表面设置有对应在下导热压板4下方的凸起台32,凸起台32的长宽尺寸与下导热压板4的长宽尺寸一致。
51.在实际使用时,压合机的热板与钢板、线路板等可正好放置在长宽尺寸大于线路
板、热压机的热板与钢板的长宽尺寸的凸起台32上,在压缩压合件1时,适应件2被导热液体充满膨胀时可分布在凸起台32的两侧,不影响压合件1被压缩变薄,结构设计合理,成呈z字形多道褶皱的过滤棉板14在留存腔室10被导热液体填充时可被拉伸展开。
52.在制造时,第一橡胶阻挡圈5的上下表面分别通过热压胶合机热压固定在上导热压板3和下导热压板4的内侧表面,第二橡胶阻挡圈7的左右两端分别通过热压胶合机热压固定在第二隔热板8和第一隔热板6相互靠近的一面,之后,利用钻机,在第一隔热板6上钻有供安装出料管道15的孔位,孔位钻设完毕后利用焊接机将出料管道15焊接在第一隔热板6的孔位上,然后出料管道15中部的连通管道25穿过预留开口23,预留开口23上的内橡胶密封垫27表面和出料管道15上的外橡胶密封垫21表面预先涂覆有胶水,将外橡胶密封垫21和内橡胶密封垫27通过胶水粘合固定在第一橡胶阻挡圈5的内外两侧即可,制造使用方便,而热压胶合机为现有常见机械,在此不做赘述,此处,也可使用其它热压机或者现有的加工设备完成对于设备的制造安装。
53.工作原理:在初始状态下,留存腔室10的体积小,第二隔热板8位于导热腔室9的距离最小,当压合件1替代牛皮纸作为传热缓冲应用在线路板多层压合定位中时,将压合件1放置在线路板的上表面或者热板与钢板之间,然后利用热压设备从压合件1的上表面对线路板进行热压合,热压合的过程中,热量依次通过上导热压板3、导热腔室9内部的导热液体和下导热压板4传递给线路板上,压合件1在被压合时,导热腔室9内部的导热液体会逐渐的通过第一导出组件12挤入到留存腔室10中,实现缓和最接近散材的升温曲线,使多张待压的基板或多层板之间尽量拉近其各层板材的温度差异,而压合件1重复使用时,留存腔室10内部的弹簧11复位作用会拉持第二隔热板8靠近导热腔室9,使得留存腔室10中的导热液体朝向导热腔室9中回流,使得压合件1整体再次饱和,使得压合件1再次具有一定的韧性,良好的替代了牛皮纸一次性使用的方式,重复使用次数多。
54.导热液体可使用机油等液体,导热液体的使用可使得热量传递时均匀传递,且在导热液体对热量进行传导时,导热腔室9被压缩,导热腔室9中的导热液体分布少,可减少热量传递过程中的损失,中间通道26阻挡在上导热压板3、下导热压板4之间,中间通道26设置于预留开口23的中部,保持了导热腔室9被压缩的最小间隙不低于中间通道26的内径,保证了导热腔室9中始终存在导热液体。
55.导热液体可经过出料管道15中的第一单向阀16单向进入进料腔中,而进入进料腔中的导热液体可经过过滤棉板14的过滤后进入出料腔后再由进料管道29中的第二单向阀30单向进入导热腔室9中,实现了在导热液体加热时将内部被加热生成的沉淀收集到进料腔中的目的,避免了导热液体循环使用时过于浓稠导热率下降的现象。
56.内橡胶密封垫27远离预留开口23的一面设置有斜面28,使得内橡胶密封垫27伸入预留开口23中时,内橡胶密封垫27易于被抵触收缩,然后内橡胶密封垫27通过预留开口23时正好贴合在第一橡胶阻挡圈5内壁上进行粘合固定。
57.间隙控制组件可控制导热腔室9的高度,方便根据实际需求改变导热腔室9上下方加工材或者导热材之间的间隙和导热效率,便于根据实际生产需求进行随时调整,也符合导热液体随着使用寿命的增加导热率降低现象而调整的目的。
58.加压单元19可使用气泵等装置,加压单元19启动时,可将外部的空气依次通过进气管道20、连接气管18输送到气囊24中,使得气囊24膨胀变形而扩撑预留开口23,使得上导
热压板3、下导热压板4之间相互靠近压缩导热腔室9时最小压缩距离变大,从而调整导热腔室9的最小高度。
59.进料管道29和出料腔之间通过中间通道26和侧开口22相互连通,出料管道15和进料腔之间通过中间通道26和侧开口22相互连通,而连通管道25的直径小于预留开口23的直径,方便侧开口22处进出导热液体。
60.压合机的热板与钢板、线路板等可正好放置在长宽尺寸大于线路板、热压机的热板与钢板的长宽尺寸的凸起台32上,在压缩压合件1时,适应件2被导热液体充满膨胀时可分布在凸起台32的两侧,不影响压合件1被压缩变薄,结构设计合理,成呈z字形多道褶皱的过滤棉板14在留存腔室10被导热液体填充时可被拉伸展开。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1