一种TO-254封装器件焊接高度控制工装及方法与流程
一种to-254封装器件焊接高度控制工装及方法
技术领域
1.本发明涉及印制板器件焊接技术领域,特别涉及一种to-254封装器件焊接高度控制工装及方法。
背景技术:
2.to-254封装器件是一种在印制板上焊接金属外壳器件,器件在正常工作时,需要将其产生的热量通过散热面传导释放,印制板在散热器上安装时需要使印制板上的器件散热面与散热器平顺贴合,减小热阻,目前to-254封装器件在印制板上焊接一般使用支撑块放置在器件与印制板间控制器件焊接高度,但是to-254封装器件本体和法兰部分的厚度制造会存在误差,误差会造成器件的散热面与印制板的距离与散热器支柱高度不一致,印制板在散热器上安装后产生变形,器件散热面与散热器接触不良,并对印制板上焊接的表面贴装器件产生应力损伤,使电路板无法正常工作。
技术实现要素:
3.本发明的目的是克服现有技术的不足,提供一种to-254封装器件焊接高度控制工装及方法,使用方便,提高器件焊接效率,保证安装精度。
4.本发明所采用的技术方案是:一种to-254封装器件焊接高度控制工装, 包括器件本体、v形弹片、支撑块、印制板、定位槽和螺钉;所述器件本体散热面上的法兰上有安装孔,v形弹片中部设置有与器件本体法兰上安装孔相对应的孔;支撑块为长方体块,支撑块中部也设置有与器件本体法兰上安装孔相对应的孔,印制板上设置有定位安装孔,器件本体设置在印制板上,器件本体法兰上的安装孔与印制板上的安定位安装孔对应,支撑块设置在器件本体法兰下侧,v形弹片设置支撑块下侧与印制板之间,定位槽为倒置的u形结构,定位槽扣设在器件本体两侧,定位槽的u形两侧板内侧高度为器件本体焊接的定位高度,定位高度与散热器支柱高度一致,定位槽中部设置有与器件本体法兰上安装孔相对应的螺钉孔;螺钉从印制板下侧定位安装孔依次穿过v形弹片、支撑块、器件本体法兰和定位槽,将器件本体固定在印制板上。
5.具体的,所述的定位槽内表面及两侧端部涂有脱胶层。
6.具体的,所述的支撑块上表面中心围绕孔设置有环形凸台,环形凸台外径与器件本体法兰上安装孔内径相匹配,环形凸台高度不高于器件本体法兰上表面;便于支撑块与器件本体定位。
7.一种to-254封装器件焊接高度控制方法,具体步骤为:步骤一:在印制板上器件安装位置开设相应的定位安装孔,根据器件本体上引脚弯折后对应在印制板上的位置开设相应的引脚穿孔,印制板四角位置开设与散热器连接的连接孔,完成焊接准备工作;步骤二:将支撑块上的环形凸台置于器件本体法兰上安装孔内,将支撑块与器件
本体放置在印制板上,引脚穿过引脚穿孔,在支撑块与印制板之间放置v形弹片,将定位槽扣设在器件本体上,调整v形弹片、支撑块、器件本体和定位槽位置将各孔位置对应;步骤三:将螺钉从印制板下侧穿入定位安装孔,向上依次穿过v形弹片和支撑块中心的孔拧入定位槽的螺钉孔内;步骤四:逐步拧紧螺钉,v形弹片在弹力作用下始终保证器件本体的散热面与定位槽内表面接触,当螺钉拧紧至定位槽两侧边下端面与印制板贴合后停止;步骤五:将固定胶涂在器件本体、支撑块与印制板之间;将器件本体与支撑块、v形弹片一起固定在印制板上,并进行胶液固化;步骤六:当胶液固化后,拧下螺钉,将定位槽取下,完成器件本体在印制板上的焊接及固定;利用螺钉穿过印制板四角的连接孔将螺钉拧入散热器各支柱内,将器件本体的散热面与散热器贴合。
8.由于采用如上所述的技术方案,本发明具有如下优越性:本发明的to-254封装器件焊接高度控制工装及方法,能够精确控制器件在印制板上的焊接高度,保证产品安装质量,提高生产效率;v形弹片的调节作用在安装时能够保证器件散热面与散热器平整贴合,弥补器件本体壳体和法兰的高度误差,器件散热良好,防止印制板变形,提高电路板工作的可靠性。
附图说明
9.图1是本发明的器件本体的示意图。
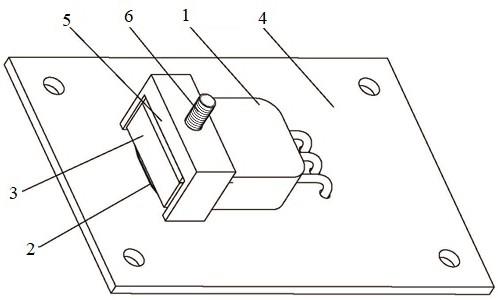
10.图2是本发明的整体的安装位置示意图。
11.图3是图2的侧视示意图。
12.图4是本发明步骤六中拧下螺钉后的示意图。
13.图5是本发明在与散热器连接使得整体的爆炸示意图。
14.图6是本发明的v形弹片的示意图。
15.图7是本发明的定位槽的示意图。
16.图8是本发明的支撑块的示意图。
17.图中:1-器件本体、11-法兰,12-安装孔,13-散热面,14-引脚,2-v形弹片,3-支撑块,31-环形凸台,4-印制板,5-定位槽,51-螺钉孔,6-螺钉,7-固定胶,8-散热器,9-立柱。
具体实施方式
18.下面结合附图及实施例对本发明作进一步解释说明,不能以此限定本发明的保护范围,公开本发明的目的旨在保护本发明范围内的一切技术改进。
19.结合附图1-8所示的一种to-254封装器件焊接高度控制工装, 包括器件本体1、v形弹片2、支撑块3、印制板4、定位槽5和螺钉6;器件本体1散热面13上的法兰11上有安装孔12,v形弹片2中部设置有与器件本体1法兰11上安装孔12相对应的孔;支撑块3为长方体块,支撑块3中部也设置有与器件本体1法兰11上安装孔12相对应的孔,支撑块3上表面中心围绕孔设置有环形凸台31,环形凸台31外径与器件本体1法兰11上安装孔12内径相匹配,环形凸台31高度不高于器件本体1法兰11上表面;便于支撑块3与器件本体1定位。
20.印制板4上设置有定位安装孔,器件本体1设置在印制板4上,器件本体1法兰11上的安装孔12与印制板4上的定位安装孔对应,支撑块3设置在器件本体1法兰11下侧,v形弹片2设置支撑块3下侧与印制板4之间,定位槽5为倒置的u形结构,定位槽5内表面及两侧端部涂有脱胶层,定位槽5扣设在器件本体1两侧,定位槽5的u形两侧板内侧高度为器件本体1焊接的定位高度,定位高度与散热器8立柱9高度一致,定位槽5中部设置有与器件本体1法兰11上安装孔12相对应的螺钉孔51;螺钉6从印制板4下侧定位安装孔12依次穿过v形弹片2、支撑块3、器件本体1法兰11和定位槽5,将器件本体1固定在印制板4上。
21.一种to-254封装器件焊接高度控制方法,具体步骤为:步骤一:在印制板4上器件安装位置开设相应的定位安装孔12,根据器件本体1上引脚14弯折后对应在印制板4上的位置开设相应的引脚穿孔,印制板4四角位置开设与散热器8连接的连接孔,完成焊接准备工作;步骤二:将支撑块3上的环形凸台31置于器件本体1法兰11上安装孔12内,将支撑块3与器件本体1放置在印制板4上,引脚14穿过引脚穿孔,在支撑块3与印制板4之间放置v形弹片2,将定位槽5扣设在器件本体1上,调整v形弹片2、支撑块3、器件本体1和定位槽5位置将各孔位置对应;步骤三:将螺钉6从印制板4下侧穿入定位安装孔,向上依次穿过v形弹片2和支撑块3中心的孔拧入定位槽5的螺钉孔51内;步骤四:逐步拧紧螺钉6,v形弹片2在弹力作用下始终保证器件本体1的散热面13与定位槽5内表面接触,当螺钉6拧紧至定位槽5两侧边下端面与印制板4贴合后停止;步骤五:将固定胶7涂在器件本体1、支撑块3与印制板4之间;将器件本体1与支撑块3、v形弹片2一起固定在印制板4上,并进行胶液固化;步骤六:当胶液固化后,拧下螺钉6,将定位槽5取下,完成器件本体1在印制板4上的焊接及固定;利用螺钉6穿过印制板4四角的连接孔将螺钉拧入散热器8各立柱9内,将器件本体1的散热面13与散热器8贴合。
22.本发明未详述部分为现有技术。
23.为了公开本发明的发明目的而在本文中选用的实施例,当前认为是适宜的,但是,应了解的是,本发明旨在包括一切属于本构思和发明范围内的实施例的所有变化和改进。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1