一种PCB板的自动装配系统及自动装配方法与流程
本发明涉及pcb装配,更具体的说是涉及一种pcb板的自动装配系统及自动装配方法。
背景技术:
1、电子设备中的元器件通常是固定焊接在印制电路板(pcb,printedcircuitboard)上的,目前在手机等精密仪器的pcb板装配过程中,基本还是需要人工操作才能完成。在装配过程中工程技术人员大多需要通过肉眼来对装配的位置和器件类别进行判别。然而,在实际情况中,由于手机等精密仪器的pcb板的器件数目很多,尺寸很小,工程技术人员单纯依靠肉眼对装配位置或装配器件进行判别、焊接的话,很容易造成缺焊、漏焊、焊错等问题,这影响装配的速度和精度,严重还会导致pcb板无法正常使用。
2、因此,如何提供一种pcb板的自动装配系统及自动装配方法是本领域技术人员亟需解决的问题。
技术实现思路
1、有鉴于此,本发明提供了一种pcb板的自动装配系统及自动装配方法,用以解决上述现有技术中存在的问题。
2、为了实现上述目的,本发明提供如下技术方案:
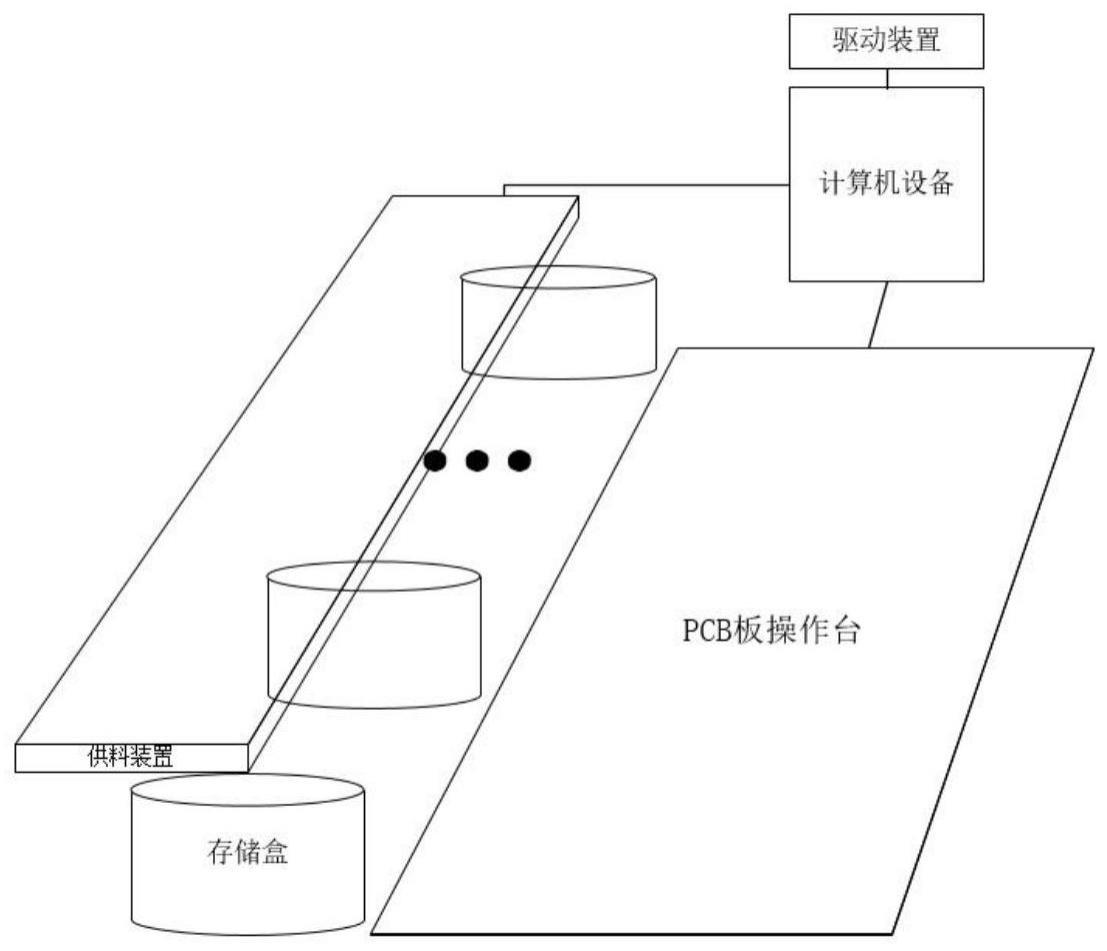
3、一方面,本发明提供了一种pcb板的自动装配系统,包括:
4、pcb板操作台,用于放置待装配的pcb基板;
5、计算机设备,与所述pcb板操作台连接,用于识别待装配的pcb基板型号,并匹配对应的装配信息,生成装配文件;
6、供料装置,与所述计算机设备连接,用于基于生成的装配文件匹配对应的待装配元器件,并将待装配元器件按照种类送入对应存储盒进行存储;
7、驱动装置,与所述计算机设备连接,用于基于生成的装配文件将工料装置中待装配元器件焊接到pcb基板的指定位置;
8、优选的,所述计算机设备,包括:
9、存储模块,存储各类pcb板的装配信息,所述装配信息包括:板型号、pcb板装配样式图,pcb板所用元器件型号、基于pcb板对应的元器件坐标以及元器件对应的数量信息;
10、摄像头,采集待装配的pcb基板图像;
11、识别模块,将pcb基板图像与存储模块存储的pcb板装配样式图进行对比以识别pcb基板型号;
12、生成模块,根据信号匹配对应的装配信息,生成装配文件。
13、优选的,所述驱动装置包括:深度相机、处理器、定位器、抓取装置以及焊接装置,其中,
14、所述深度相机连续采集装配过程中pcb板的图像;
15、所述处理器将采集到的每一帧图像均与前一帧图像进行单独对比,识别元器件装配情况,判断当前待装配元器件的焊接位置,得到当前待装配的元器件型号并产生当前待装配元器件的装配姿态;
16、所述抓取装置基于当前待装配的元器件型号在对应的存储盒中抓取待装配的元器件;
17、所述定位器基于当前装配姿态调整焊接装置位置;
18、所述焊接装置基于当前装配姿态进行完成当前元器件焊接。
19、优选的,所述处理器将采集到的每一帧图像均与前一帧图像进行单独对比,识别元器件装配情况,判断当前待装配元器件的焊接位置,得到当前待装配的元器件型号并产生当前待装配元器件的装配姿态,包括:
20、将当前图像与其前一帧图像做差:
21、
22、其中,δ(u,v)为处理后的待装配的pcb基板图像,isrc(u,v)为当前pcb板图像,icur(u,v)为当前pcb板图像的前一帧pcb板图像,threshold:预设阈值;
23、统计δ(u,v)中非零像素的密集的位置,判断当前待装配元器件的焊接位置d(u,v);
24、将当前待装配元器件的焊接位置与pcb板对应的元器件坐标进行匹配,确定当前待装配的元器件型号,确定当前待装配元器件的焊接位置,并根据当前待装配元器件的焊接位置转换得到当前待装配元器件的装配姿态。
25、优选的,所述根据当前待装配元器件的焊接位置得到当前待装配元器件的装配姿态,包括:
26、将当前装配元器件的焊接位置的d(u,v)坐标系转换为二维坐标系的坐标d(x,y):
27、
28、其中,cx和cy分别为所述深度相机水平分辨率和垂直分辨率值的一半;
29、将d(x,y)坐标转换为三维坐标系的坐标d(x,y,z):
30、
31、其中,f为所述深度相机的焦距;
32、转换为世界坐标系的坐标d(xw,yw,zw):
33、
34、其中,(xw,yw,zw)为当前装配元器件的焊接位置在世界坐标系中的坐标,t为三维平移向量,r为旋转矩阵;
35、得到当前待装配元器件的装配姿态:
36、
37、其中,α,β,λ为所述深度相机坐标系分别绕世界坐标系的xw轴,yw轴和zw轴的旋转角度,即当前待装配元器件的装配姿态信息。
38、另一方面,本发明还提供了一种pcb板的自动装配方法,包括以下步骤:
39、s100:放置待装配的pcb基板;
40、s200:识别待装配的pcb基板型号,并匹配对应的装配信息,生成装配文件;
41、s300:基于生成的装配文件匹配对应的待装配元器件并放置;
42、s400:用于基于生成的装配文件将工料装置中待装配元器件焊接到pcb基板的指定位置;
43、优选的,所述s200,包括:
44、s210:存储各类pcb板的装配信息,所述装配信息包括:板型号、pcb板装配样式图,pcb板所用元器件型号、基于pcb板对应的元器件坐标以及元器件对应的数量信息;
45、s220:采集待装配的pcb基板图像;
46、s230:基于生成的装配文件匹配对应的待装配元器件,并将待装配元器件按照种类送入对应存储盒进行存储;
47、s240:根据信号匹配对应的装配信息,生成装配文件。
48、优选的,所述s400包括:
49、s410:通过深度相机连续采集装配过程中pcb板的图像;
50、s420:通过处理器将采集到的每一帧图像均与前一帧图像进行单独对比,识别元器件装配情况,判断当前待装配元器件的焊接位置,得到当前待装配的元器件型号并产生当前待装配元器件的装配姿态;
51、s430:通过抓取装置基于当前待装配的元器件型号在对应的存储盒中抓取待装配的元器件;
52、s440:通过定位器基于当前装配姿态调整焊接装置位置;
53、s450:通过焊接装置基于当前装配姿态进行完成当前元器件焊接。
54、优选的,所述s420通过处理器将采集到的每一帧图像均与前一帧图像进行单独对比,识别元器件装配情况,判断当前待装配元器件的焊接位置,得到当前待装配的元器件型号并产生当前待装配元器件的装配姿态,包括:
55、将当前图像与其前一帧图像做差:
56、
57、其中,δ(u,v)为处理后的待装配的pcb基板图像,isrc(u,v)为当前pcb板图像,icur(u,v)为当前pcb板图像的前一帧pcb板图像,threshold:预设阈值;
58、统计δ(u,v)中非零像素的密集的位置,判断当前待装配元器件的焊接位置d(u,v);
59、将当前待装配元器件的焊接位置与pcb板对应的元器件坐标进行匹配,确定当前待装配的元器件型号,确定当前待装配元器件的焊接位置,并根据当前待装配元器件的焊接位置转换得到当前待装配元器件的装配姿态。
60、优选的,所述根据当前待装配元器件的焊接位置得到当前待装配元器件的装配姿态,包括:
61、将当前装配元器件的焊接位置的d(u,v)坐标系转换为二维坐标系的坐标d(x,y):
62、
63、其中,cx和cy分别为所述深度相机水平分辨率和垂直分辨率值的一半;
64、将d(x,y)坐标转换为三维坐标系的坐标d(x,y,z):
65、
66、其中,f为所述深度相机的焦距;
67、转换为世界坐标系的坐标d(xw,yw,zw):
68、
69、其中,(xw,yw,zw)为当前装配元器件的焊接位置在世界坐标系中的坐标,t为三维平移向量,r为旋转矩阵;
70、得到当前待装配元器件的装配姿态:
71、
72、其中,α,β,λ为所述深度相机坐标系分别绕世界坐标系的xw轴,yw轴和zw轴的旋转角度,即当前待装配元器件的装配姿态信息
73、经由上述的技术方案可知,与现有技术相比,本发明公开提供了一种pcb板的自动装配系统及自动装配方法,全程实现自动工作,减少了人工操作,提高了生产的效率与精度,设备工作连贯没有停顿,有效解决了无法进行自动化连续性焊接的问题。
- 还没有人留言评论。精彩留言会获得点赞!