一种压合装置及压合工艺的制作方法
本技术涉及电路板加工设备领域,尤其是涉及一种压合装置及压合工艺。
背景技术:
1、电路板按层数来分的话分为,,和多层线路板三个大的分类。是指具有三层以上的导电图形层与其间的绝缘材料以相隔层压而成,且其间导电图形按要求互连的印制板。多层线路板是电子信息技术向高速度、、大容量、小体积、薄型化、轻量化方向发展的产物。
2、相关技术中公开了一种电路板,每个电路板均包括内层板和两个铜箔,在加工内层板的过程中,需要将两个铜箔分别固定于内层板相对的两侧,然后工作人员将电路板依次放置于热压箱和冷压箱内进行压合。
3、针对上述中的相关技术,发明人认为存在以下缺陷:由于需要压合的电路板数量众多,因此通过工作人员手动搬运电路板,从而降低了对电路板整体的加工效率。
技术实现思路
1、为了提升对电路板的加工效率,本技术提供一种压合装置及压合工艺。
2、第一方面,本技术提供的一种压合装置采用如下的技术方案:
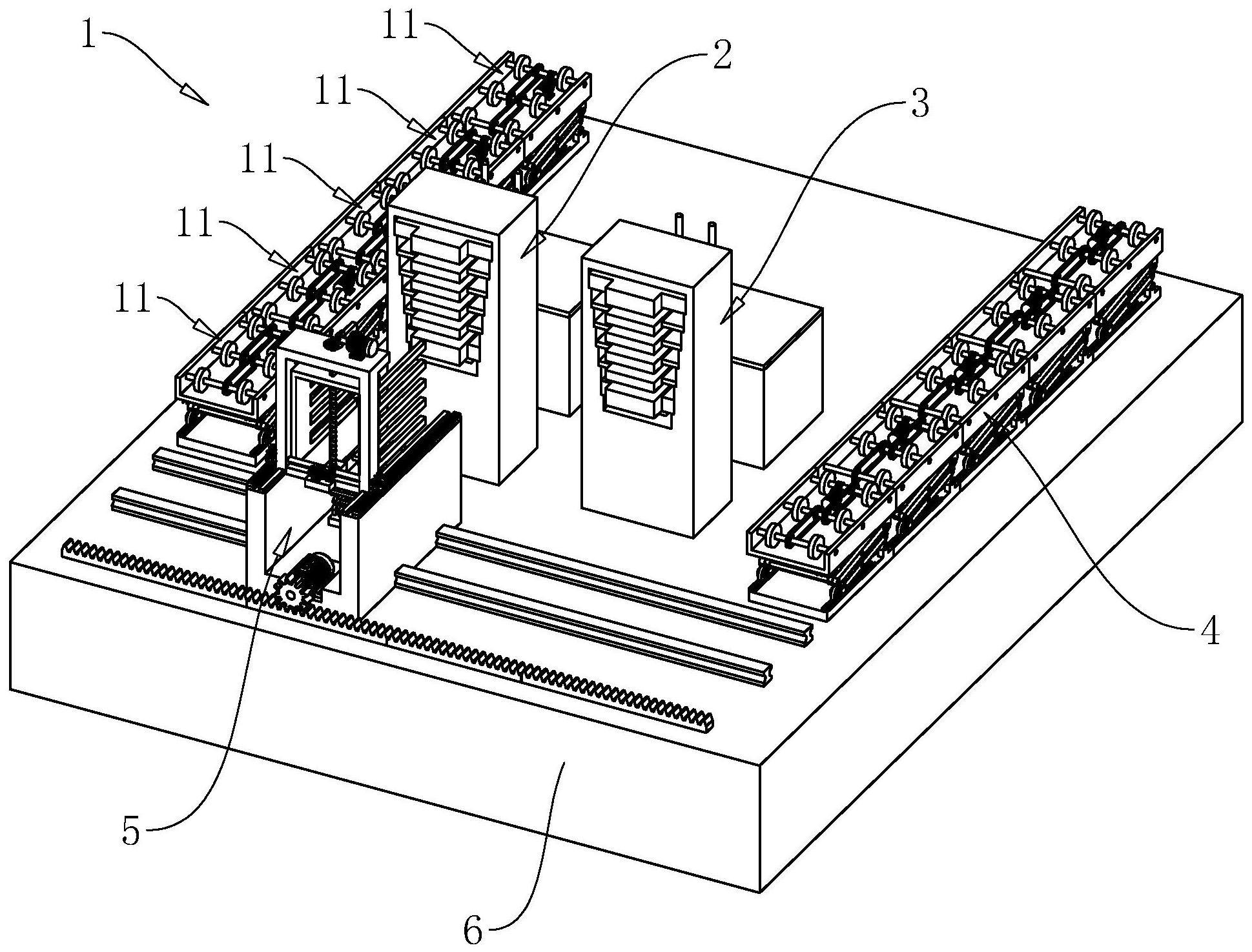
3、一种压合装置,包括沿入料机构、热压机构、冷压机构、出料机构和送料机构;所述入料机构用于将电路板传送至所述送料机构,所述送料机构用于将所述入料机构上的电路板传送至所述热压机构,所述热压机构用于对电路板进行热压;所述送料机构用于将热压机构内热压完毕后的电路板传送至所述冷压机构,所述冷压机构用于对热压完毕后的电路板进行冷压;所述送料机构用于将所述冷压机构内冷压完毕后的电路板传送至所述出料机构,所述出料机构用于将冷压后的电路板传送至下一道工序。
4、通过采用上述技术方案,在压合电路板的过程中,只需要工作人员将待压合的电路板放置于入料机构,入料机构将电路板传送至送料机构,送料机构首先将电路板传送至热压机构进行热压,当热压机构将电路板热压完毕后,送料机构首先将热压机构内的电路板取出,然后再将热压完毕后的电路板传送至冷压机构进行冷压,当冷压机构对电路板冷压完毕后,送料机构将冷压完毕后的电路板从冷压机构内取出,最后将电路板传送至出料机构,出料机构将冷压后的电路板传送至下一道工序,不仅降低了工作人员的劳动强度,同时也提升了对电路板的加工效率。
5、可选的,所述入料机构包括多个入料车,多个所述入料车沿第二方向排列,相邻两个所述入料车的端部相互抵接,所述入料车用于将待热压的电路板传送至所述送料机构。
6、通过采用上述技术方案,入料车能够沿水平方向实现自动化送料,从而降低了工作人员的劳动强度。
7、可选的,所述入料车包括第一底座、升降件、第一升降驱动件和入料组件,所述第一升降驱动件设置于所述第一底座上,所述第一升降驱动件用于驱动所述升降件升降;所述入料组件设置于所述升降件上,所述入料组件用于沿第二方向传送电路板。
8、通过采用上述技术方案,第一升降驱动件驱动升降件升降,升降件带动入料组件升降,从而便于调节入料组件的高度;入料组件沿第二方向传送电路板,从而便于将电路板传送至送料机构。
9、可选的,所述送料机构包括第一滑移件、第一驱动组件、第二滑移件、第二驱动组件、承托件、第二升降驱动件和送料车;所述第一滑移件与平台滑移配合,所述第一驱动组件用于驱动所述第一滑移件沿第一方向滑动;所述第二滑移件与所述第一滑移件滑移配合,所述第二驱动组件用于驱动所述第二滑移件沿第二方向滑动;所述承托件与所述第二滑移件滑移配合,所述第二升降驱动件用于驱动所述承托件升降,所述承托件用于承托电路板;所述送料车与所述入料车的结构相同,所述送料车设置于所述第第一滑移件上,所述送料车用于沿第二方向传送电路板。
10、通过采用上述技术方案,由于送料车的结构与入料车的结构相同,第一驱动组件驱动第一滑移件沿第一方向滑动的过程中,当第一滑移件滑动至入料机构的位置时,入料机构将电路板传送至送料车的上表面,送料车带动电路板朝向靠近承托件的方向滑动,从而将电路板依次传送至承托件;由于第一驱动组件驱动第一滑移件沿第一方向滑动,因此当第一滑移件滑动至热压机构的位置时,通过第二驱动组件驱动第二滑移件朝向靠近热压机构的方向滑动,从而便于将电路板传送至热压机构。
11、可选的,所述第一驱动组件包括第一电机、第一齿轮和第一齿条,所述第一齿条固定于平台,所述第一齿条沿第一方向延伸;所述第一电机固定于所述第一滑移件上,所述第一齿轮套设于所述第一电机的输出轴上并与所述第一电机的输出轴固定连接。
12、通过采用上述技术方案,由于第一电机固定于第一滑移件上,第一齿条固定于平台,且第一齿条沿第一方向延伸,因此第一电机驱动第一齿轮旋转的过程中,从而便于带动第一滑移件沿第一方向滑动,从而实现沿第一方向传送电路板。
13、可选的,所述承托件包括连接板和两个升降板,所述连接板的两端分别与两个所述升降板的顶端固定连接,每个所述升降板上均固定设置有多个用于承托电路板的承托杆,多个所述承托杆沿竖直方向间隔排列;所述第二驱动组件用于驱动所述连接板升降。
14、通过采用上述技术方案,每个升降板上均固定设置有多个用于承托电路板的承托杆,多个承托杆沿竖直方向间隔排列,因此当送料车将电路板推送至位于同一高度的两个承托杆上表面时,位于同一高度的两个承托杆对电路板有向上的支撑作用;然后通过第二升降驱动件驱动连接板下降,连接板同时带动两个升降板下降,每个升降板同时带动多个承托杆下降,从而便于使多个承托杆的上表面依次与送料车的上表面齐平,送料车便于依次将电路板传送至不同高度承托杆,以使承托件便于同时承托更多的电路板,从而便于依次将更多的电路板传送至热压机构和冷压机构,从而提升了对电路板的压合效率。
15、可选的,所述第二升降驱动件包括第一锥齿轮、第二锥齿轮、丝杆、第一旋转杆和第二电机;所述丝杆的两端均与所述第二滑移件转动连接,所述丝杆穿过所述升降件,所述丝杆与所述升降件螺纹配合,所述第一旋转杆固定于所述丝杆的端部;所述第二电机固定于所述第二滑移件上,所述第一锥齿轮套设于所述第二电机的输出轴上并与所述第二电机的输出轴固定连接,所述第二锥齿轮套设于所述第一旋转杆上并与所述第一旋转杆固定连接,所述第一锥齿轮与所述第二锥齿轮相互啮合。
16、通过采用上述技术方案,第二电机驱动第一锥齿轮旋转,第一锥齿轮带动第二锥齿轮旋转,第二锥齿轮带动第一旋转杆旋转,第一旋转杆带动丝杆旋转,丝杆在旋转的过程中带动连接板升降,从而便于调节承托件的高度,进而便于送料车将电路板依次传送至不同高度的承托杆,同时也便于送料机构将电路板传送至热压机构和冷压机构。
17、可选的,所述热压机构包括机座、所述机座上开设有多个导向槽,多个所述导向槽沿竖直方向排列,上方的所述导向槽的宽度大于下方的所述导向槽的宽度;每个所述导向槽内均滑移设置有压合板;所述机座上固定设置有液压缸,所述液压缸的活塞杆与位于最下方的所述压合板固定连接。
18、通过采用上述技术方案,第一驱动组件在驱动第一滑移件沿第一方向滑动的过程中,当第一滑移件滑动至热压机构的位置时,通过第二升降驱动件驱动承托件上升,以使多个承托杆的上表面分别与多个压合板的上表面齐平,然后通过第二驱动组件驱动第二滑移件朝向靠近热压机构方向滑动,以使每个承托杆伸入相邻两个压合板之间;然后通过第二升降驱动件驱动承托件下降,当位于最下方的电路板的下表面抵接于压合板的上表面时,通过第二驱动组件驱动第二滑移件朝向远离热压机构的方向滑动,从而将承托件从相邻两个压合板之间内取出;由于上方的导向槽的宽度大于下方的导向槽的宽度,因此最后通过液压缸驱动位于最下方的压合板上升,最下方的压合板在上升的过程中依次推动电路板和上方的压合板上升,最终实现对热压机构内所有的电路板进行压合。
19、可选的,所述压合板的上表面和下表面均固定设置有凸块,所述凸块的厚度大于所述承托杆的厚度。
20、通过采用上述技术方案,由于凸块的厚度大于承托杆的厚度,因此当承托杆将玻璃传送至导向槽内时,玻璃和压合板不会对承托杆有夹持作用,因此当第二驱动组件驱动第二滑移件朝向远离热压机构的方向运动的时,不仅便于使多个承托杆从导向槽内运动至导向槽外,同时由于凸块对电路板有向上的支撑作用,因此凸块也能够实现对电路板实现稳定支撑。
21、第二方面,本技术还提供了一种应用上述压合装置的压合工艺,包括以下步骤:
22、步骤一:工作人员首先将待压合的多个电路板放置于入料机构,相邻两个所述电路板之间通过钢板隔开;
23、步骤二:所述入料机构将多个电路板同时传送至所述送料机构;
24、步骤三:所述送料机构将多个所述电路板传送至所述热压机构;
25、步骤四:所述热压机构对多个所述电路板进行热压;
26、步骤五:所述送料机构将所述热压机构内热压完毕后的电路板传送至所述冷压机构;
27、步骤六:所述冷压机构同时对多个电路板进行冷压;
28、步骤七:所述送料机构将所述冷压机构内冷压完毕后的多个电路板传送至所述出料机构;
29、步骤八:所述出料机构将冷压完毕后的多个电路板传送至下一道工序,包括以下步骤:
30、通过采用上述技术方案,在压合电路板的过程中,工作人员首先将待压合的多个电路板放置于入料机构,相邻两个电路板之间通过钢板隔开,入料机构将电路板传送至送料机构,送料机构首先将电路板传送至热压机构进行热压,当热压机构将电路板热压完毕后,送料机构首先将热压机构内的电路板取出,然后再将热压完毕后的电路板传送至冷压机构进行冷压,当冷压机构对电路板冷压完毕后,送料机构将冷压完毕后的电路板从冷压机构内取出,最后将电路板传送至出料机构,出料机构将冷压后的电路板传送至下一道工序,不仅降低了工作人员的劳动强度,同时也提升了对电路板的加工效率。
31、综上所述,本技术包括以下至少一种有益技术效果:
32、1.在压合电路板的过程中,只需要工作人员将待压合的电路板放置于入料机构,入料机构将电路板传送至送料机构,送料机构首先将电路板传送至热压机构进行热压,当热压机构将电路板热压完毕后,送料机构首先将热压机构内的电路板取出,然后再将热压完毕后的电路板传送至冷压机构进行冷压,当冷压机构对电路板冷压完毕后,送料机构将冷压完毕后的电路板从冷压机构内取出,最后将电路板传送至出料机构,出料机构将冷压后的电路板传送至下一道工序,不仅降低了工作人员的劳动强度,同时也提升了对电路板的加工效率;
33、2.第一升降驱动件驱动升降件升降,升降件带动入料组件升降,从而便于调节入料组件的高度;入料组件沿第二方向传送电路板,从而便于将电路板传送至送料机构;
34、3.由于送料车的结构与入料车的结构相同,第一驱动组件驱动第一滑移件沿第一方向滑动的过程中,当第一滑移件滑动至入料机构的位置时,入料机构将电路板传送至送料车的上表面,送料车带动电路板朝向靠近承托件的方向滑动,从而将电路板依次传送至承托件;由于第一驱动组件驱动第一滑移件沿第一方向滑动,因此当第一滑移件滑动至热压机构的位置时,通过第二驱动组件驱动第二滑移件朝向靠近热压机构的方向滑动,从而便于将电路板传送至热压机构。
- 还没有人留言评论。精彩留言会获得点赞!