一种PCB板槽孔加工方法与流程
本申请涉及pcb板制作,尤其涉及一种pcb板槽孔加工方法。
背景技术:
1、pcb板的槽孔分为长槽、短槽和超短槽,槽长小于2倍槽宽但大于1.5倍槽宽的槽孔称位短槽,槽长小于1.5倍槽宽的槽孔称为超短槽。这种超短槽是由多个圆孔重叠钻孔后形成的。
2、在实现现有技术的过程中,发明人发现:
3、钻孔机能容纳的钻针最大直径为6.5mm,对于槽孔宽度低于6.5mm的槽孔时,可直接对槽孔进行顺序叠钻加工成型,对于槽孔宽度高于6.5mm的槽孔时,可通过铣刀进行成型,但在加工槽孔宽度高于6.5mm、公差≥±0.050mm的槽孔时,采用上述方法加工出的槽孔不良率均较高。
4、因此,需要提供一种降低槽孔不良率的pcb板槽孔的加工方法,以使得加工的pcb的槽孔的不良率降低。
技术实现思路
1、本申请实施例提供一种降低槽孔不良率的pcb板槽孔的加工方法,以使得加工的pcb的槽孔的不良率降低。
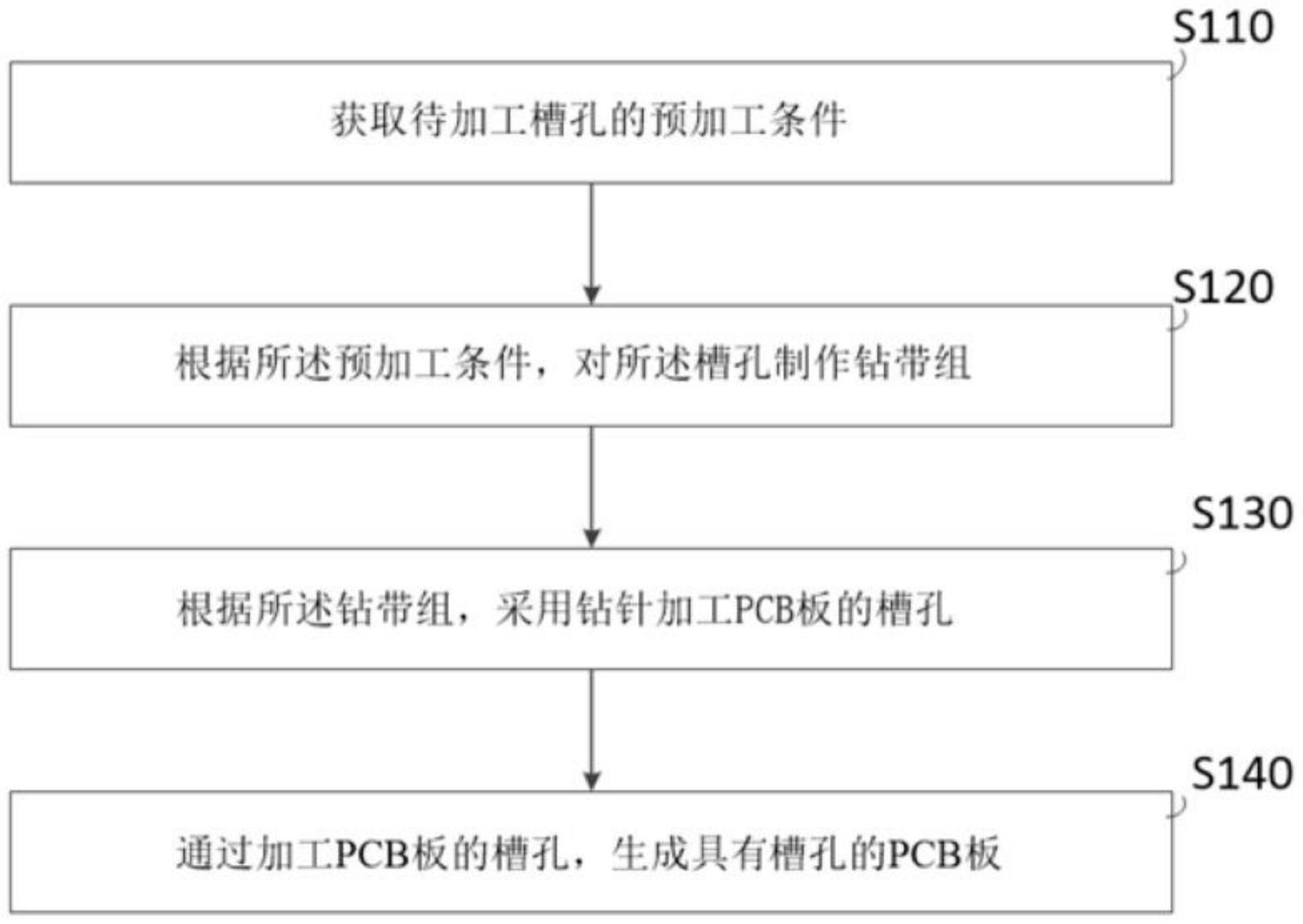
2、本发明提供pcb板槽孔加工方法,包括以下步骤:
3、获取待加工槽孔的预加工条件;
4、根据所述预加工条件,对所述槽孔制作钻带组;
5、根据所述钻带组,采用钻针加工pcb板的槽孔;
6、通过加工pcb板的槽孔,生成具有槽孔的pcb板;
7、其中,所述钻带组中至少包括第一钻孔钻带、第二钻孔钻带。
8、进一步的,所述槽孔至少包括电镀槽孔、非电镀槽孔。
9、进一步的,在加工所述非电镀槽孔时,预加工条件中包括有分别对所述非电镀槽孔的槽宽的预设补偿值、非电镀槽孔的槽长的预设补偿值;
10、所述槽宽的预设补偿值至少包括0.04mm,槽长的预设补偿值至少包括0.04mm。
11、进一步的,在加工所述电镀槽孔时,预加工条件中还包括有根据电镀槽孔孔壁的厚度设定的电镀预设补偿值。
12、进一步的,所述第一钻孔钻带至少包括4个槽孔钻孔位置;
13、依槽孔槽长设置的第一边缘孔位置、第二边缘孔位置;
14、依槽孔槽宽设置的第三边缘孔位置、第四边缘孔位置。
15、进一步的,所述第二钻孔钻带依第一钻孔钻带的钻孔位置进行分中跳钻。
16、进一步的,所述钻针直径至少根据槽孔的槽宽确定。
17、进一步的,还包括对槽孔的pcb板进行制程能力检测,具体包括:
18、对所述槽孔的pcb板的槽宽制程能力检测、槽孔的pcb板的槽长制程能力检测。
19、本申请实施例提供的技术方案,至少具有如下有益效果:通过本申请提供的一种pcb板槽孔加工方法,加工槽孔宽度高于6.5mm、公差≥±0.050mm的槽孔时,能够保证槽孔加工的制程能力,也即能够降低pcb板槽孔不良率高的问题。
技术特征:
1.一种pcb板槽孔加工方法,其特征在于,包括以下步骤:
2.如权利要求1所述加工方法,其特征在于,所述槽孔至少包括电镀槽孔、非电镀槽孔。
3.如权利要求2所述的方法,其特征在于,在加工所述非电镀槽孔时,预加工条件中包括有分别对所述非电镀槽孔的槽宽的预设补偿值、非电镀槽孔的槽长的预设补偿值;
4.如权利要求2所述的方法,其特征在于,在加工所述电镀槽孔时,预加工条件中还包括有根据电镀槽孔孔壁的厚度设定的电镀预设补偿值。
5.如权利要求1所述的方法,其特征在于,所述第一钻孔钻带至少包括4个槽孔钻孔位置;
6.如权利要求1所述的方法,其特征在于,所述第二钻孔钻带依第一钻孔钻带的钻孔位置进行分中跳钻。
7.如权利要求1所述的方法,其特征在于,所述钻针直径至少根据槽孔的槽宽确定。
8.如权利要求1所述的方法,其特征在于,还包括对槽孔的pcb板进行制程能力检测,具体包括:
技术总结
本申请提供一种PCB板槽孔加工方法。所述方法包括以下步骤:获取待加工槽孔的预加工条件;根据所述预加工条件,对所述槽孔制作钻带组;根据所述钻带组,采用钻针加工PCB板的槽孔;通过加工PCB板的槽孔,生成具有槽孔的PCB板;其中,所述钻带组中至少包括第一钻孔钻带、第二钻孔钻带。这样,降低PCB板槽孔加工的不良率。
技术研发人员:庞军辉,肖绿林,韩桂芳
受保护的技术使用者:高德(苏州)电子有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!