一种低成本粘结牢固的泡沫铝复合板及其加工工艺的制作方法
1.本发明涉及复合板材技术领域,尤其是一种低成本粘结牢固的泡沫铝复合板及其加工工艺。
背景技术:
2.消音材料一般为了消除杂音,房间体积越大,混响时间越长,语言清晰度越差,为了保证语言清晰度,需要在室内做吸声,控制混响时间。如礼堂、教室、体育场,电影院。随着暖通空调领域一些新技术、新工艺、新材料的不断涌现,使得我们可以通过多种方法达到系统运行中降噪的目的。常采用的噪声控制技术应用有隔音棉、吸音棉、隔声毡、隔音毡、吸音板等吸音材料,主要是在噪声源、噪声传播途径及接受点上进行控制和处理。暖通空调系统特别是中央空调系统是一个庞大复杂的系统。泡沫铝属于a级不燃材料,与传统吸音材料相比,具有中低频吸音能力出色,可以减少吸音材料使用量,同时具备隔音性能。泡沫铝降噪性能10mm厚度的泡沫铝板材,降噪14db,泡沫铝复合板降噪性能》32db.吸声系数》0.6.经过压缩处理,泡沫铝孔壁破裂,形成众多天然缝隙、簧片。钻孔后,声波进入泡沫铝材料内部,在声波的作用下,泡沫铝内壁产生振动,将声能转化为振动能量变成热能;经过钻孔处理,使声波进入泡沫铝材料内部,在内部孔隙之间传递过程中,产生摩擦滞留,从而削弱声能,达到吸声目的。
3.现有的泡沫铝复合板制作工艺繁琐,且复合板的内部气泡较少,导致降噪效果差,在这里我们提出一种低成本粘结牢固的泡沫铝复合板及其加工工艺。
技术实现要素:
4.本发明为解决上述技术不足,采用改性的技术方案,一种低成本粘结牢固的泡沫铝复合板,包括泡沫铝板层、钛合金层、粘胶层、面板层和外涂层,所述泡沫铝板层的外侧包裹有钛合金层,且所述钛合金层的外部设置有面板层,所述面板层的外部涂覆有外涂层,所述面板层与钛合金层之间通过粘胶层进行粘接固定。
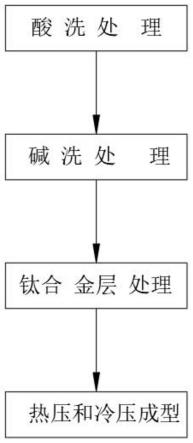
5.作为本发明的进一步优选方式,包括以下制作步骤,
6.s1,泡沫铝板层先进行预处理,预处理配制出浓度为1.5-1.6mol/l的hno3的酸液,喷涂在泡沫铝板层的外部,然后进行烧片处理,温度控制在45-65℃,处理时间设为2-3.5min;
7.s2,泡沫铝板层进行再次处理,配制出碱性溶液,将加热后的铝泡沫板层进行快速浸泡处理,浸泡温度控制在25-30℃,将泡沫铝板层浸泡20-100秒;
8.s3,对泡沫铝板进行清水清洗2-4次,除去泡沫铝板表面的混合液体,将钛合金层溅射在泡沫铝板层的外部;
9.s4,对面板层的粘接面进行打磨表面处理,形成毛糙表面,并涂覆粘胶层;将两个面板层、泡沫铝板层和钛合金层的复合结构,依次叠放在压机上,进行热压加工,降温后取下泡沫铝复合板材,最后将其外部涂覆外涂层,即加工完成。
10.作为本发明的进一步优选方式,步骤s3中,钛合金层溅射在泡沫铝板层的外部后,进行过水清洗,通过纯水进行清洗,清洗3-5次,再用等离子轻度清洗,对钛合金层进行轻度清洗,清洗平整度控制在65-120纳米。
11.作为本发明的进一步优选方式,步骤s3,通过钛合金材料磁控溅射,可控气氛选用氩气或氖,加工厚度控制在80-300nm。
12.作为本发明的进一步优选方式,所述面板层的厚度介于3mm-5mm之间;所述泡沫铝板层的厚度介于20mm-45mm之间,所述粘胶层的厚度介于0.1mm-0.2mm之间。
13.作为本发明的进一步优选方式,步骤s2中,所述碱性溶液为碳酸氢钠、氢氧化钠、硝酸钠进行混合的溶液,其中所述碳酸氢钠的浓度为0.2mol/l-0.3mol/l、氢氧化钠浓度为0.15mol/l-0.35mol/l、所述硝酸钠浓度为0.2mol/l-0.4mol/l。
14.作为本发明的进一步优选方式,步骤s4,压机热加工,加工温度为170-180℃,加工压力0.3mpa-0.5mpa,加工时间8-12min;压机冷加工,加工温度为45-65℃,加工压力0.2mpa-0.3mpa,加工时间3min-8min。
15.本发明所达到的有益效果是:本发明充分利用了声音在钛的传播速率较快,且钛的是密度小、机械强度大、容易加工等特性,将其与泡沫铝板相结合,整体的阻燃性高,吸声效果更好。
附图说明:
16.图1,本发明的工艺流程图;
17.图2,本发明的泡沫铝复合板的结构示意图。
18.其中,泡沫铝板层-1、钛合金层-2、粘胶层-3、面板层-4、外涂层-5。
具体实施方式
19.下面将结合本发明实施例中,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
20.请参阅图1-2,本发明提供一种技术方案:一种低成本粘结牢固的泡沫铝复合板,包括泡沫铝板层1、钛合金层2、粘胶层3、面板层4和外涂层5,泡沫铝板层1的外侧包裹有钛合金层2,且钛合金层2的外部设置有面板层4,面板层4的外部涂覆有外涂层5,面板层4与钛合金层2之间通过粘胶层3进行粘接固定。
21.包括以下制作步骤,
22.s1,泡沫铝板层先进行预处理,预处理配制出浓度为1.5-1.6mol/l的hno3的酸液,喷涂在泡沫铝板层的外部,然后进行烧片处理,温度控制在45-65℃,处理时间设为2-3.5min,通过配置酸液,将铝板层外部的氧化结构进行清除,保证泡沫铝板层的光滑度。
23.s2,泡沫铝板层进行再次处理,配制出碱性溶液,将加热后的铝泡沫板层进行快速浸泡处理,浸泡温度控制在25-30℃,将泡沫铝板层浸泡20-100秒,将碳酸氢钠、氢氧化钠、硝酸钠构成的混合碱液,清洗剩余的酸液,快速浸泡,清除杂质。
24.s3,对泡沫铝板进行清水清洗2-4次,除去泡沫铝板表面的混合液体,将钛合金层
溅射在泡沫铝板层的外部,通过水洗对泡沫铝板表面进行再次清洗,钛合金层通过溅射的方式粘附在泡沫铝板层的通孔中,达到均匀的涂覆。
25.s4,对面板层的粘接面进行打磨表面处理,形成毛糙表面,并涂覆粘胶层;将两个面板层、泡沫铝板层和钛合金层的复合结构,依次叠放在压机上,进行热压加工,降温后取下泡沫铝复合板材,最后将其外部涂覆外涂层,即加工完成,将面板层表面进行涂覆粘胶层,再用压机将多层结构进行挤压粘接固定成型。
26.步骤s3中,钛合金层溅射在泡沫铝板层的外部后,进行过水清洗,通过纯水进行清洗,清洗3-5次,再用等离子轻度清洗,对钛合金层进行轻度清洗,清洗平整度控制在65-120纳米,通过使用等离子清洗的方式,使得钛合金层表面更加平整。
27.步骤s3,通过钛合金材料磁控溅射,可控气氛选用氩气或氖,加工厚度控制在80-300nm,使用磁控溅射将钛合金材料均匀涂在铝合金板层的外部。
28.面板层的厚度介于3mm-5mm之间;泡沫铝板层的厚度介于20mm-45mm之间,粘胶层的厚度介于0.1mm-0.2mm之间,通过设计出不同的尺径,从而制作不同厚度的产品。
29.步骤s2中,碱性溶液为碳酸氢钠、氢氧化钠、硝酸钠进行混合的溶液,其中碳酸氢钠的浓度为0.2mol/l-0.3mol/l、氢氧化钠浓度为0.15mol/l-0.35mol/l、硝酸钠浓度为0.2mol/l-0.4mol/l,调整碱性溶液的浓度,便于快速清除泡沫铝板外部的杂质。
30.步骤s4,压机热加工,加工温度为170-180℃,加工压力0.3mpa-0.5mpa,加工时间8-12min;压机冷加工,加工温度为45-65℃,加工压力0.2mpa-0.3mpa,加工时间3min-8min,热压的温度控制不能过高,否则会使得泡沫铝板层膨胀变形,冷压过程中,温度适用,防止板材变形收缩。
31.实施例一
32.泡沫铝板层先进行预处理,预处理配制出浓度为1.6mol/l的hno3的酸液,喷涂在泡沫铝板层的外部,然后进行烧片处理,温度控制在65℃,处理时间设为3.5min;泡沫铝板层进行再次处理,配制出碱性溶液,碱性溶液为碳酸氢钠、氢氧化钠、硝酸钠进行混合的溶液,其中碳酸氢钠的浓度为0.3mol/l、氢氧化钠浓度为0.35mol/l、硝酸钠浓度为0.4mol/l将加热后的铝泡沫板层进行快速浸泡处理,浸泡温度控制在30℃,将泡沫铝板层浸泡100秒;对泡沫铝板进行清水清洗4次,除去泡沫铝板表面的混合液体,将钛合金层溅射在泡沫铝板层的外部,钛合金层溅射在泡沫铝板层的外部后,进行过水清洗,通过纯水进行清洗,清洗5次,再用等离子轻度清洗,对钛合金层进行轻度清洗,清洗平整度控制在120纳米,通过钛合金材料磁控溅射,可控气氛选用氩气或氖,加工厚度控制在300nm;对面板层的粘接面进行打磨表面处理,形成毛糙表面,并涂覆粘胶层;将两个面板层、泡沫铝板层和钛合金层的复合结构,依次叠放在压机上,进行热压加工,降温后取下泡沫铝复合板材,最后将其外部涂覆外涂层,即加工完成,压机热加工,加工温度为180℃,加工压力0.5mpa,加工时间12min;压机冷加工,加工温度为65℃,加工压力0.3mpa,加工时间8min。
33.实施例二
34.泡沫铝板层先进行预处理,预处理配制出浓度为1.5mol/l的hno3的酸液,喷涂在泡沫铝板层的外部,然后进行烧片处理,温度控制在45℃,处理时间设为2min;泡沫铝板层进行再次处理,配制出碱性溶液,碱性溶液为碳酸氢钠、氢氧化钠、硝酸钠进行混合的溶液,其中碳酸氢钠的浓度为0.2mol/l、氢氧化钠浓度为0.15mol/ll、硝酸钠浓度为0.2mol/l将
加热后的铝泡沫板层进行快速浸泡处理,浸泡温度控制在25℃,将泡沫铝板层浸泡20秒;对泡沫铝板进行清水清洗2次,除去泡沫铝板表面的混合液体,将钛合金层溅射在泡沫铝板层的外部,钛合金层溅射在泡沫铝板层的外部后,进行过水清洗,通过纯水进行清洗,清洗3次,再用等离子轻度清洗,对钛合金层进行轻度清洗,清洗平整度控制在65纳米,通过钛合金材料磁控溅射,可控气氛选用氩气或氖,加工厚度控制在80nm;对面板层的粘接面进行打磨表面处理,形成毛糙表面,并涂覆粘胶层;将两个面板层、泡沫铝板层和钛合金层的复合结构,依次叠放在压机上,进行热压加工,降温后取下泡沫铝复合板材,最后将其外部涂覆外涂层,即加工完成,压机热加工,加工温度为170℃,加工压力0.3mpampa,加工时间8min;压机冷加工,加工温度为45℃,加工压力0.2mpampa,加工时间3min。
35.以上显示和描述了本发明的基本原理和主要特征和本发明的优点,对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。
36.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1