一种用于保护膜的冲切排废雕刻模具以及模切装置的制作方法
1.本实用新型涉及uv减粘保护膜的技术领域,尤其涉及一种用于保护膜的冲切排废雕刻模具以及模切装置。
背景技术:
2.uv减粘保护膜是一种广泛应用于手机、pad等屏幕酸处理;oled屏模组固定;硅晶片研磨、切割等工艺保护;晶圆切割及化学蒸镀工艺表面保护等。
3.这些类光学或高精密的产品,对uv膜原材洁净度及精度等有较高的要求,但因uv膜胶水为改性丙烯酸,容易受模具冲压摩擦导致掉粉,且高粘性uv 胶更容易受模具不规则挤压发生溢胶等风险容易造成生产过程中的污染。
4.综上所述,现有模具因对模具钢材选型及角度、光泽度等设置差异,容易发生排废不良、掉胶、溢胶等情况,需要大量的人工进行返检作业。
技术实现要素:
5.本实用新型提供了一种用于保护膜的冲切排废雕刻模具以及模切装置,用于更加精确模切,并能更加顺利的排废,提高模切的工作效率。
6.为实现上述目的,本实用新型提供如下技术方案:包括底板,所述底板的一侧向外延伸有外框刀,所述外框刀围成一个刀锋区,所述外框刀内设有多个带通孔的小孔刀,所述底板开设有穿孔,所述穿孔与所述小孔刀的通孔连通形成落料通道。
7.进一步的,所述落料通道的内侧面为倾斜开设,倾斜角度为3~8
°
,以使所述落料通道呈喇叭状。
8.进一步的,所述落料通道的内侧面为倾斜开设,倾斜角度为5
°
,以使所述落料通道呈喇叭状。
9.又进一步的,所述落料通道包括第一开口和第二开口,所述第二开口的宽度大于所述第一开口的宽度,所述第一开口为所述小孔刀的刀口。
10.再进一步的,所述外框刀呈直接三角形,所述外框刀外侧面与内侧面之间的夹角,即刀锋的为20~30
°
,或/和;所述小孔刀的内侧面和外侧面之间的夹角,即刀锋为15~25
°
。
11.又进一步的,所述外框刀呈直接三角形,所述外框刀外侧面与内侧面之间的夹角,即刀锋的为25
°
,或/和;所述小孔刀的内侧面和外侧面之间的夹角,即刀锋为20
°
。
12.优选的,所述外框刀和所述小孔刀的高度均为2mm。
13.优选的,所述外框刀内还设有半断刀,所述半断刀呈空心四边形,所述小孔刀设于所述外框刀与所述半断刀之间。
14.再进一步的,所述底板的另一侧还设有铝板,所述铝板上设有落料槽,所述落料槽与所述小孔刀对应设置。
15.优选的,所述铝板包括多根铝条,相邻铝条间隔设置形成落料槽,所述落料槽与所述小孔刀对应设置。
16.优选的,包括模座,所述模座设有上底板和下底板,所述上底板设于所述下底板上方,所述上底板安装有模具,所述模具为用于保护膜的冲切排废雕刻模具,所述模具朝向所述下底板。
17.与现有技术相比,本实用新型的有益效果是:
18.本实用新型通过设置外框刀、半断刀和小孔刀,用于模切保护膜,并将小孔刀内侧面的倾斜设置,这样的设置有利于模切后废料的排出,避免人工作业造成效率、品质等较差,另外还对外框刀刀锋角度、小孔刀刀锋角度进一步限定,使其更能够有利于模切,减少模切过程中溢胶、掉粉等情况的发生,提高模切的精度。
附图说明
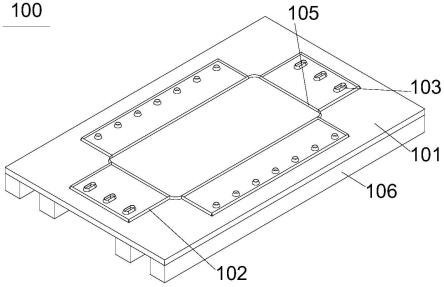
19.图1为本实用新型提供的用于保护膜的冲切排废雕刻模具的结构示意图一;
20.图2为本实用新型提供的用于保护膜的冲切排废雕刻模具的结构示意图二;
21.图3为本实用新型的小孔刀和穿孔形成的落料通道的结构示意图;
22.图4为本实用新型的外框刀的结构示意图;
23.图5为本实用新型的模切装置示意图
24.附图标记说明:
25.100-模具,101-底板,102-外框刀,103-小孔刀,104-落料通道,105
‑ꢀ
半断刀,106-铝板,107-落料槽,200-模切装置,210-模座,220-下底板, 230-上底板。
具体实施方式
26.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
27.实施例1:
28.参见附图1到4对本实用新型的最优实施例做详细的说明;
29.本实用新型提供一种用于保护膜的冲切排废雕刻模具100,所提供的保护膜为uv减粘保护膜,uv减粘保护膜是一种广泛应用于手机、pad等屏幕酸处理;oled屏模组固定;硅晶片研磨、切割等工艺保护;晶圆切割及化学蒸镀工艺表面保护等。
30.本实用新型所提供的冲切排废雕刻模具100,主要包括底板101,在底板 101的一侧向外延伸设有外框刀102,该外框刀102的形状从而实现模切后的形成,外框刀102的形状可以根据不同产品需要进行开设,本实施例中所提供的形状只作为参考示例,在外框刀102内还设有半断刀105,同样是用于模切,该半断刀105的结构呈空心四边形,其结构也可以根据产品需要进行开设,本实施例中所提供的形状只作为参考示例,半断刀105也是根据产品需求进行开设也可以不设置。
31.本实施例中,小孔刀103是位于外框刀102和半断刀105之间,如图中所示,小孔刀103有多个,小孔刀103数量也可以根据生产需要进行增减。在底板101上设置穿孔,小孔刀103与穿孔形成一个落料通道104,该落料通道 104的内侧面为倾斜开设,倾斜角度优选为5
°
,以使落料通道104的形成呈喇叭状。
32.为了更加细化落料通道104的结构,因此进一步限定该落料通道104包括第一开口和第二开口,其中第二开口的宽度大于第一开口的宽度,第一开口为小孔刀103刀口,在模切后,废料在吸废组件的作用下,将模切的废料经过落料通道104,从第二开口排出。
33.废料的排出,还包括铝板106,该铝板106设置在底板101的另一侧,该铝板106上设置落料槽107,落料槽107则是对应着小孔刀103布设,达到更加顺畅的将模切后的废料排出的作用。
34.为了更加方便模切,因此进一步限定外框刀102和小孔刀103的高度,均为2mm,底板101的材质为钢板,其厚度为10mm,底板101和铝板106之间通过螺栓固定连接,该铝板106是有多根铝条构成,相邻之间铝条形成落料槽107,该落料槽107则是与小孔刀103的开设位置对应。
35.该小孔刀103的内侧为内倾斜3~8
°
,本实施例中优选为5
°
,这样开设的角度便于模切废料从落料通道104滑出,更有利于废料的排废,为了便于模切,减少在模切过程中挤压保护膜等情况的发生,因此小孔刀103的内侧和外侧之间的夹角为15~25
°
,本实施例优选为20
°
,既是刀锋的角度。
36.同样为了减少外框刀102在模切过程中加压保护膜等情况的发生,因此也进一步设置外框刀102的结构,具体是该外框刀102的横截面呈直角三角形,其直角边为内侧,斜边为外侧,该内侧和外侧之间夹角为20~30
°
,本实施例优选为25
°
,既是刀锋为25
°
。
37.本实施例中整体模具100选用dc53钢材,其洛氏硬度大于hrc58,可以最大可能满足模具100寿命,减少模具100更换造成的材料及人力损失,对 uv膜类产品冲切寿命能达到35-50万,是普通模具100的3-5倍,除此之外光泽度满足
△
10级(0.1μm),可以更进一步的避免冲切过程中刀锋与材料胶层的摩擦导致的掉粉、溢胶等情况,进而保障冲切产品冲切外观。
38.实施例2:
39.本实施例2提供一种模切装置200,如图5中所示,主要包括模座210,模座210上方设有下底板220,用于放置保护膜,另外还设置上底部,用于安装实施例1中提及到的模具100,在使用过程中,大致的工作流程如下:
40.第一步:用双面胶将模具100按水平方案固定到上底板230,在模具100 内填充垫到泡棉;
41.第二步:在下底板220添加1mm厚度的亚克力板,避免模具100刀锋接触金属,调整参数到合适冲切深度;
42.第三部:将uv减粘保护膜按模具100位置放置于下底板220上,手动启动设置试切,观察模具100的外框刀102、小孔刀103以及半断刀105位置是否切断及切割效果,观察下哦孔刀对应位置废料是否正常吸废;
43.第四部:将冲切调试ok后产品进行尺寸测量,分析模具100尺寸;
44.第五步,模具100尺寸ok后则可以正常生产。
45.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1